

三门峡水电厂轴流式水轮机叶片堆焊变形控制
格式:pdf
大小:585KB
页数:3P
人气 :84
 4.4
4.4
本文主要介绍了三门峡水电厂轴流转桨式水轮机叶片严重磨蚀破坏后,在生产现场控制叶片修复过程的堆焊变形,并取得明显的效果,可作为老电站检修改造的借鉴。



 轴流式水轮机叶片进口边优化
轴流式水轮机叶片进口边优化 轴流式水轮机叶片进口边优化
基于平面叶栅设计方法进行叶栅的初步设计与参数化表达的基础上,对水轮机叶片的进口边进行优化设计。该方法结合n-s方程流场数值模拟,采用nsga-ⅱ多目标的优化算法,通过控制叶片轴向和周向两个变量的变化进行优化。结果表明,优化效果良好。
编辑推荐下载
三门峡水电厂水轮机主轴密封改造 三门峡水电厂水轮机主轴密封改造
格式:pdf
大小:222KB
页数:3P
4.6
三门峡水电厂5台轴流转桨式水轮机主轴密封,有橡胶平板密封和水压端面密封两种,对这两种密封进行了分析比较,介绍了对水轮机主轴端面密封的改造情况。
青海水电厂轴流式水轮机顶盖排水控制回路的改造
格式:pdf
大小:153KB
页数:3P
4.6
广东青溪水电厂轴流式机组顶盖排水控制回路一直是电厂安全运行难题之一,也是国内轴流转浆式机组运行亟待解决的共性问题。介绍了青溪水电厂顶盖排水控制回路成功改造实例,着重叙述了由可编程控制器改造成常规控制回路的原理及具体方案。
三门峡水电厂轴流式水轮机叶片堆焊变形控制热门文档
青溪水电厂轴流式水轮机顶盖排水控制回路的改造
格式:pdf
大小:467KB
页数:3P
4.6
广东青溪水电厂轴流式机组顶盖排水控制回路一直是电厂安全运行难题之一,也是国内轴流转桨式机组运行亟待解决的共性问题。介绍了青溪电厂顶盖排水控制回路成功改造实例,着重叙述了由可编程控制器改造成常规控制回路的原理及具体方案。
青溪水电厂轴流式水轮机顶盖排水控制回路的改造
格式:pdf
大小:68KB
页数:2P
4.5
广东青溪水是电厂轴流式机组顶盖排水控制回路一直是电厂安全运行难题之一,是国内轴流转桨机组运行亟待解决的问题。介绍青溪水电厂顶盖排水控制回路成功改造实例,着重叙述由可编程控制器改造常规控制回路的原理及具体方案。
三门峡水电厂轴流转浆式水轮机顶盖泥沙淤积研究
格式:pdf
大小:642KB
页数:4P
4.3
介绍了三门峡水电厂在汛期浑水发电期间轴流转浆式水轮机顶盖泥沙淤积的问题,研制出适合本厂的水轮机顶盖泥沙冲淤装置,并进行了推广应用。

微型水电站轴流式水轮机的设计
格式:pdf
大小:199KB
页数:6P
4.4
l概述 微型水电站轴流式水轮机的设计 (意)a.s蚍a等 在微型水电工程中,机械设备在总成本中 占有较大的比例。为了降低水轮机的成本,使 这些小水电工程更经济,有必要对机械结构瓤 水力方案进行简化,且允许有适当的效率损 失,但必须盎免水力性能的恶化,否则成本就 会增加,而且水轮机的可靠性和寿命都得不斟 保证。因此,水力设计者在设计时必需兼顾几 何结构的简单和水力性能的优化这两方面昀衙 蘑。 对于低水头电站.这些要求变得比较苛 掰,相对于电站的装机容量和经济可行性而 言,增大水轮机的尺寸是不可能的。经济实用 的和j甩低水头水力资源的方法昆采用管式轴流 式水轮机。这种水轮机具有平直的流道,可以 遛过较大的流量,且具有良好的水力性能和相 对简单的结构。 对于以一定水头和流贯运行的电站,可以 采用有固定转轮叶片和导时的机组。在造行条 件变
三门峡水电厂轴流式水轮机叶片堆焊变形控制精华文档
龙羊峡水电厂水轮机叶片汽蚀补焊工艺经验
格式:pdf
大小:38KB
页数:1P
4.7
50青海电力1992年第2期 龙羊峡水电厂水轮机叶片汽蚀补焊工艺经验 龙羊块水电厂周永和 龙羊蛱水电厂l‘f一4’f水轮发电机组, 是全国单机容量最大的大型机组,机组的健康 水平,直接影响到电网的安全运行。作为机组 的主要部件水轮机叶片的质量高低,将直接影 响机组的出力、振动及安全运行。由于汽蚀产 生的原因是多方面的,所以对水轮机叶片汽蚀 的修补,是检修工作中一个十分重要的内容。 现将在检修中对叶片汽蚀的补焊工艺及经验介 绍如下i 我厂1.f自1987年1o月4日,并网发电刘 大修时,共运行17279/j,时,17个叶片,有15 个叶片不同程度出现汽蚀现象,较严重的有4 个叶片,其中有三个叶片反面负压区的汽蚀程 度最为严重,汽蚀面积占1o。汽蚀深度最大 卜一5毫米,蜂窝状汽蚀坑直径最大5—6毫米, 最小1—2毫米,这台机产生大量汽蚀
轴流式水轮机转轮体加工工艺的研究 轴流式水轮机转轮体加工工艺的研究
格式:pdf
大小:134KB
页数:1P
4.6
近些年来,我国的科学技术日新月异,社会经济也有了突飞猛进的发展,我国的水力发电技术同样发展迅速,不容小觑。随着水力发电的不断发展,国家对水电站建设的投入也越来越多,水电站的建设规模也越来越大。而西部水电站更是得到了国家的大力支持。水电站的发展也得到了令人欣喜的进步。目前,我国水电站建设以中小型机组为主,采用较为广泛的是轴流和贯流机组。因轴流式机组较为常用,与一些小型机组运转原理有异曲同工之处,易于理解,因此文章就轴流式水轮机转轮体的制造工艺展开了分析和讨论,仅供参考。
轴流式水轮机埋件安装工艺导则
格式:pdf
大小:535KB
页数:15P
4.8
轴流式水轮机埋件安装工艺导则 guideforinstallationtechnologyofembedded componentsofaxialturbine dl/t5037—94 1994-11-14发布1995-03-01实施 中华人民共和国电力工业部发布 1总则 1.1本工艺导则是根据《水轮发电机组安装技术规范》(gb8564—88),并结合常用典型 结构而编制。 1.2本工艺导则适用于大中型轴流式水轮机埋件安装施工,采用分瓣就位组合的安装方 式。如起重机起重量足够大时,也可采用分段或整体就位。 2一般规定 2.1设备安装前应进行全面清扫、检查,并复核设备高度尺寸。 2.2设备基础板的埋设,应用钢筋或角钢与混凝土钢筋焊牢,其高程偏差一般不超过- 5mm,中心和分布位置偏差一般不大于10mm。水平偏差不大于1mm/m。 2.3调整
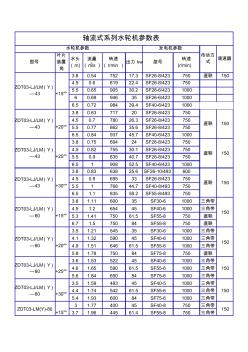
轴流式系列水轮机参数表
格式:pdf
大小:212KB
页数:7P
4.4
轴流式系列水轮机参数表 水轮机参数发电机参数 传动方 式 调速器 型号 叶片 装置 角 水头 (m) 流量 (m3/s) 转速 (r/min) 出力kw型号转速 (r/min) zdt03-lj/lm(y) —43+15° 3.80.5475217.3sf26-8/423750直联150 4.50.681922.4sf26-8/423750 5.50.6590530.2sf26-6/4231000 60.6994635sf26-6/4231000 6.50.7298439.4sf40-6/4231000 zdt03-lj/lm(y) —43+20° 3.80.6371720sf26-8/423750 直联150 4.50.778026.3sf26-8/423750 5.50.77
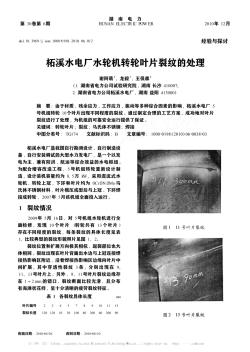
柘溪水电厂水轮机转轮叶片裂纹的处理
格式:pdf
大小:581KB
页数:3P
4.7
由于材质、残余应力、工作应力、振动等多种综合因素的影响,柘溪水电厂5号机组转轮10个叶片出现不同程度的裂纹。通过制定合理的工艺方案,成功地对叶片裂纹进行了处理,为机组的可靠安全运行提供了保证。
三门峡水电厂轴流式水轮机叶片堆焊变形控制最新文档
混流式水轮机叶片“碎尸”一例 混流式水轮机叶片“碎尸”一例
格式:pdf
大小:531KB
页数:3P
4.8
通过一例水中尸块的法医学检验,将水电站水轮机叶片对尸体的机械力碎尸与人力碎尸进行比较、区别,以积累类似案件的检验经验。
 轴流定浆式水轮机主轴轴颈修复及叶片气蚀处理
轴流定浆式水轮机主轴轴颈修复及叶片气蚀处理 轴流定浆式水轮机主轴轴颈修复及叶片气蚀处理
格式:pdf
大小:125KB
页数:2P
4.4
蚌埠闸水电站6号水轮机主轴轴颈磨损进行了镶套处理,转轮气蚀进行了不锈钢补焊,经过3a多运行,水轮机各项性能良好。不锈钢施焊修补转轮气蚀效果好。
三门峡水电站3号水轮机过流部件的全面防护
格式:pdf
大小:109KB
页数:3P
4.4
三门峡水电站通过1989 ̄1994年6年的汛期浑水发电试验,筛选出了几种效果较为理想的抗磨蚀防护材料,积累了一定的水轮机过流部件的防护实践经验。本文较为详细地介绍了sphg1合金粉末喷焊材料和gb1焊条在三门峡水电站3号水轮机的叶片、中环等过流部件防护中的应用情况。此次包括转轮中环的大面积抗磨蚀防护施工工艺的应用在三门峡水电站尚属首次,必将提高三门峡水电站3号水轮机整体抗磨蚀性能。
水轮机叶片裂纹焊接修复 水轮机叶片裂纹焊接修复
格式:pdf
大小:65KB
页数:2P
4.5
通过对ocr13ni5mo钢的焊接性分析,在现场进行焊接,焊后进行无损检测,采用hs367m不锈钢焊丝,预热温度为300~320℃,焊接电流200~280a,焊接电压为26~28v,焊接速度为150~200mm/min,后热温度570±20℃的焊接工艺,成功修复水轮机转轮叶片。此焊接工艺可满足ocr13ni5mo钢焊接,为同类钢材叶片的修复提供了可借鉴的经验和工艺参数。


三门峡水电站1号水轮机的抗磨蚀防护
格式:pdf
大小:64KB
页数:2P
4.6
三门峡水电站1号水轮机的抗磨蚀防护陈前淮,薛敬平(三门峡水利枢纽管理局河南三门峡472000)三门峡水电站装有5台轴流转桨式水轮发电机组。由于汛期机组是在高含沙量情况下运行的,水流对水轮机过流部件的气蚀、磨损十分严重,导致水轮机流道工况改变,水轮机效...
三门峡水电站水轮机磨蚀与防护研究 三门峡水电站水轮机磨蚀与防护研究
格式:pdf
大小:341KB
页数:2P
4.5
通过对三门峡水电站水轮机磨蚀规律及成因的分析,采取水轮机表面防护、合理利用排沙和发电关系、旧机组改造、计划检修和状态检修相结合等一系列措施,有效地进行了水轮机抗磨蚀防护,提高水轮机的可利用率,增加发电效益。
三门峡水电站水轮机磨蚀特性的研究 三门峡水电站水轮机磨蚀特性的研究
格式:pdf
大小:499KB
页数:5P
4.3
针对水轮机磨蚀特性,系统分析了三门峡水电站多年的过机泥沙数据,探究了水轮机磨蚀的部位与原因,指出了过机泥沙仍是水轮机过流部件磨蚀的主要原因,为黄河上已建、在建和待建的水电站水轮机的设计、运行和检修提供建议。
三门峡水电站一号水轮机抗磨蚀软涂层的应用
格式:pdf
大小:34KB
页数:3P
4.8
文章介绍三门峡水电站一号水轮机采用的抗气蚀磨蚀工艺、材料,以及聚氨酯软涂层防护材料在水轮机叶片防护方面的使用情况,比较了几个运行检验期软涂层材料的修复应用效果,为水轮机过流部件的抗磨蚀软涂层防护材料的运用积累了经验。
三门峡水电厂轴流式水轮机叶片堆焊变形控制相关
文辑推荐
知识推荐
百科推荐


职位:暖通设计经理
擅长专业:土建 安装 装饰 市政 园林


