

双面铝箔风管制作工艺介绍
格式:pdf
大小:2.6MB
页数:19P
人气 :58
 4.3
4.3
复合风管制作安装 制 作 书 介绍 产品和应用 本书所介绍的安装程序适用于天惠公司的天惠板及附件构成的通风管道系统。 和传统铁皮风管系统相比较,天惠的高性能的夹芯板风管产品被正确利用时,在安装和操作时能带来 很多益处: 制作和安装容易,省工省时 现场修改容易 保温性能好 空气输送安静,无噪音 内层无凝结水,不生锈,空气品质好 外观美观,可明装。 应用中的建议 1 具体作业时请遵循标准管道施工原则,而非金属风管的制作程序。 2 使用专用的制作工具可获得最好的效果。 3 装卸、搬运和储藏风管应谨慎小心,避免损坏。 4 在吊装前,只要方便抬升,应尽可能多地把管段组装起来。 5 接头如果要在现场修改,可用直角刀沿一个直边进行切割,以获得一个笔直且光滑的切口。 6 正确使用和选用密封材料对于安装的持久性至关重要。只能使用符合杰能要求的配件,并按要求进 行操作。 7 修补所有撕裂和穿孔的地方。 8 为



双面铝箔风管制作工艺介绍
-1- 复合风管制作安装 制 作 书 -2- 介绍 产品和应用 本书所介绍的安装程序适用于天惠公司的天惠板及附件构成的通风管道系统。 和传统铁皮风管系统相比较,天惠的高性能的夹芯板风管产品被正确利用时,在安装和操作时能带来 很多益处: 制作和安装容易,省工省时 现场修改容易 保温性能好 空气输送安静,无噪音 内层无凝结水,不生锈,空气品质好 外观美观,可明装。 应用中的建议 1具体作业时请遵循标准管道施工原则,而非金属风管的制作程序。 2使用专用的制作工具可获得最好的效果。 3装卸、搬运和储藏风管应谨慎小心,避免损坏。 4在吊装前,只要方便抬升,应尽可能多地把管段组装起来。 5接头如果要在现场修改,可用直角刀沿一个直边进行切割,以获得一个笔直且光滑的切口。 6正确使用和选用密封材料对于安装的持久性至关重要。只能使用符合杰能要求的配件,并按要求进 行操作。 7修补所
双面铝箔风管制作工艺介绍 (2)
-1- 复合风管制作安装 制 作 书 -2- 介绍 产品和应用 本书所介绍的安装程序适用于天惠公司的天惠板及附件构成的通风管道系统。 和传统铁皮风管系统相比较,天惠的高性能的夹芯板风管产品被正确利用时,在安装和操作时能带来 很多益处: 制作和安装容易,省工省时 现场修改容易 保温性能好 空气输送安静,无噪音 内层无凝结水,不生锈,空气品质好 外观美观,可明装。 应用中的建议 1具体作业时请遵循标准管道施工原则,而非金属风管的制作程序。 2使用专用的制作工具可获得最好的效果。 3装卸、搬运和储藏风管应谨慎小心,避免损坏。 4在吊装前,只要方便抬升,应尽可能多地把管段组装起来。 5接头如果要在现场修改,可用直角刀沿一个直边进行切割,以获得一个笔直且光滑的切口。 6正确使用和选用密封材料对于安装的持久性至关重要。只能使用符合杰能要求的配件,并按要求进 行操作。 7修补所
编辑推荐下载

双面铝箔聚氨酯复合风管制作工艺 (2)
格式:pdf
大小:2.5MB
页数:24P
4.4
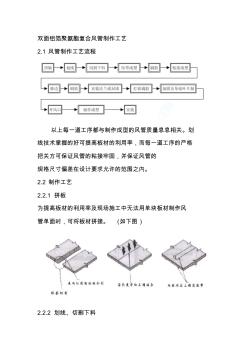
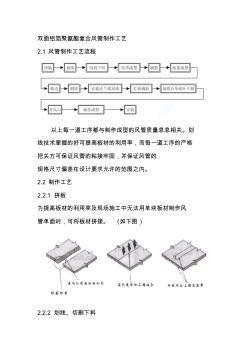
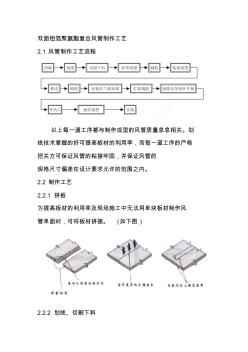
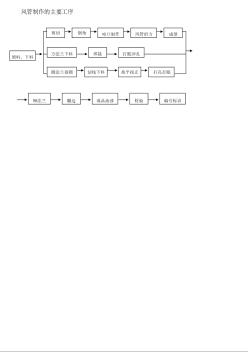
双面铝箔聚氨酯复合风管制作工艺 2.1风管制作工艺流程 以上每一道工序都与制作成型的风管质量息息相关。划 线技术掌握的好可提高板材的利用率,而每一道工序的严格 把关方可保证风管的粘接牢固,并保证风管的 规格尺寸偏差在设计要求允许的范围之内。 2.2制作工艺 2.2.1拼板 为提高板材的利用率及现场施工中无法用单块板材制作风 管单面时,可将板材拼接。(如下图) 2.2.2划线、切割下料 在实际施工中,双面铝箔聚氨酯复合板制作风管与传统风管 制作工艺一样,必须先对设计图纸上的风管进行合理的分 段,由于板材的规格尺寸(长×宽)多为4000×1200毫米。 而设计风管的规格尺寸各式各样,所以在划线过程中合理地 划线、切割下料是降低材料损耗的关键。以下提供几种划线、 切割下料技术。在现场实际施工中可根据风管设计的尺寸灵 活掌握。 根据风管两对边长度(如下图)不同大致可分成六种划

双面铝箔聚氨酯复合风管制作工艺精品
格式:pdf
大小:2.5MB
页数:24P
4.3
双面铝箔聚氨酯复合风管制作工艺 2.1风管制作工艺流程 以上每一道工序都与制作成型的风管质量息息相关。划 线技术掌握的好可提高板材的利用率,而每一道工序的严格 把关方可保证风管的粘接牢固,并保证风管的 规格尺寸偏差在设计要求允许的范围之内。 2.2制作工艺 2.2.1拼板 为提高板材的利用率及现场施工中无法用单块板材制作风 管单面时,可将板材拼接。(如下图) 2.2.2划线、切割下料 在实际施工中,双面铝箔聚氨酯复合板制作风管与传统风管 制作工艺一样,必须先对设计图纸上的风管进行合理的分 段,由于板材的规格尺寸(长×宽)多为4000×1200毫米。 而设计风管的规格尺寸各式各样,所以在划线过程中合理地 划线、切割下料是降低材料损耗的关键。以下提供几种划线、 切割下料技术。在现场实际施工中可根据风管设计的尺寸灵 活掌握。 根据风管两对边长度(如下图)不同大致可分成六种
双面铝箔风管制作工艺介绍热门文档
双面铝箔聚氨酯复合风管制作工艺
格式:pdf
大小:2.5MB
页数:24P
4.7
双面铝箔聚氨酯复合风管制作工艺 2.1风管制作工艺流程 以上每一道工序都与制作成型的风管质量息息相关。划 线技术掌握的好可提高板材的利用率,而每一道工序的严格 把关方可保证风管的粘接牢固,并保证风管的 规格尺寸偏差在设计要求允许的范围之内。 2.2制作工艺 2.2.1拼板 为提高板材的利用率及现场施工中无法用单块板材制作风 管单面时,可将板材拼接。(如下图) 2.2.2划线、切割下料 在实际施工中,双面铝箔聚氨酯复合板制作风管与传统风管 制作工艺一样,必须先对设计图纸上的风管进行合理的分 段,由于板材的规格尺寸(长×宽)多为4000×1200毫米。 而设计风管的规格尺寸各式各样,所以在划线过程中合理地 划线、切割下料是降低材料损耗的关键。以下提供几种划线、 切割下料技术。在现场实际施工中可根据风管设计的尺寸灵 活掌握。 根据风管两对边长度(如下图)不同大致可分成六种

双面铝箔聚氨酯复合风管制作工艺
格式:pdf
大小:2.5MB
页数:24P
4.5
双面铝箔聚氨酯复合风管制作工艺 2.1风管制作工艺流程 以上每一道工序都与制作成型的风管质量息息相关。划 线技术掌握的好可提高板材的利用率,而每一道工序的严格 把关方可保证风管的粘接牢固,并保证风管的 规格尺寸偏差在设计要求允许的范围之内。 2.2制作工艺 2.2.1拼板 为提高板材的利用率及现场施工中无法用单块板材制作风 管单面时,可将板材拼接。(如下图) 2.2.2划线、切割下料 在实际施工中,双面铝箔聚氨酯复合板制作风管与传统风管 制作工艺一样,必须先对设计图纸上的风管进行合理的分 段,由于板材的规格尺寸(长×宽)多为4000×1200毫米。 而设计风管的规格尺寸各式各样,所以在划线过程中合理地 划线、切割下料是降低材料损耗的关键。以下提供几种划线、 切割下料技术。在现场实际施工中可根据风管设计的尺寸灵 活掌握。 根据风管两对边长度(如下图)不同大致可分成六种划
双面铝箔复合风管制作与安装工艺标准secret
格式:pdf
大小:449KB
页数:14P
4.7
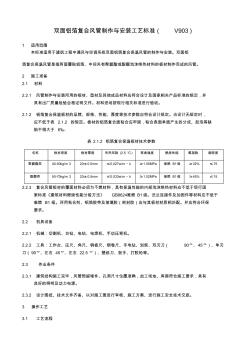
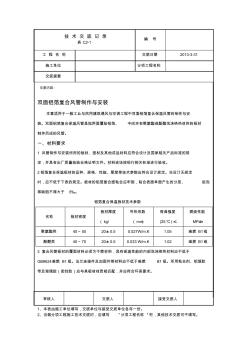
1 2020年4月19日 双面铝箔复合风管 制作与安装工艺标 准secret 文档仅供参考 2 2020年4月19日 双面铝箔复合风管制作与安装工艺标准(v903) 1适用范围 本标准适用于建筑工程中通风与空调系统双面铝箔复合保温风管的制作与 安装。双面铝 箔复合保温风管是指两面覆贴铝箔、中间夹有聚氨酯或酚醛泡沫绝热材料的 板材制作而成的风管。 2施工准备 2.1材料 2.2.1风管制作与安装所用的板材、型材及其它成品材料应符合设计及国家 相关产品标准的规定,并具有出厂质量检验合格证明文件。材料进场按 现行相关标准进行验收。 2.1.2铝箔复合保温板材的品牌、规格、性能、厚度等技术参数应符合设计 规定。当设计无规定时,应不低于表2.1.2的规定。板材的铝箔复合面 粘合应牢固,粘合表面单面产生的分成、起泡等缺陷不得大于6‰. 表2.1.2铝箔复
双面铝箔复合风管制作与安装工艺标准-secret
格式:pdf
大小:431KB
页数:8P
4.7
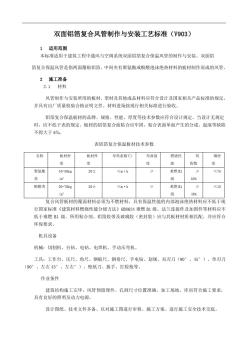
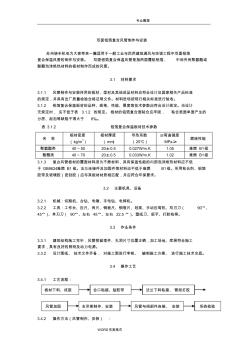
双面铝箔复合风管制作与安装工艺标准(v903) 1适用范围 本标准适用于建筑工程中通风与空调系统双面铝箔复合保温风管的制作与安装。双面铝 箔复合保温风管是指两面覆贴铝箔、中间夹有聚氨酯或酚醛泡沫绝热材料的板材制作而成的风管。 2施工准备 2.1材料 2.2.1风管制作与安装所用的板材、型材及其他成品材料应符合设计及国家相关产品标准的规定,并 具有出厂质量检验合格证明文件。材料进场按现行相关标准进行验收。 2.1.2铝箔复合保温板材的品牌、规格、性能、厚度等技术参数应符合设计规定。当设计无规定时, 应不低于表2.1.2的规定。板材的铝箔复合面粘合应牢固,粘合表面单面产生的分成、起泡等缺 陷不得大于6‰. 表2.1.2铝箔复合保温板材技术参数 名称板材密度板材厚度导热系数(2.5℃)弯曲强度燃烧性能氧指数烟密度 聚氨酯类40-50kg/m320
双面铝箔风管制作工艺介绍精华文档
2019年双面铝箔聚氨酯复合风管制作工艺 (2)
格式:pdf
大小:2.5MB
页数:24P
4.7
双面铝箔聚氨酯复合风管制作工艺 2.1风管制作工艺流程 以上每一道工序都与制作成型的风管质量息息相关。划 线技术掌握的好可提高板材的利用率,而每一道工序的严格 把关方可保证风管的粘接牢固,并保证风管的 规格尺寸偏差在设计要求允许的范围之内。 2.2制作工艺 2.2.1拼板 为提高板材的利用率及现场施工中无法用单块板材制作风 管单面时,可将板材拼接。(如下图) 2.2.2划线、切割下料 在实际施工中,双面铝箔聚氨酯复合板制作风管与传统风管 制作工艺一样,必须先对设计图纸上的风管进行合理的分 段,由于板材的规格尺寸(长×宽)多为4000×1200毫米。 而设计风管的规格尺寸各式各样,所以在划线过程中合理地 划线、切割下料是降低材料损耗的关键。以下提供几种划线、 切割下料技术。在现场实际施工中可根据风管设计的尺寸灵 活掌握。 根据风管两对边长度(如下图)不同大致可分成六种
2019年双面铝箔聚氨酯复合风管制作工艺
格式:pdf
大小:2.5MB
页数:24P
4.7
双面铝箔聚氨酯复合风管制作工艺 2.1风管制作工艺流程 以上每一道工序都与制作成型的风管质量息息相关。划 线技术掌握的好可提高板材的利用率,而每一道工序的严格 把关方可保证风管的粘接牢固,并保证风管的 规格尺寸偏差在设计要求允许的范围之内。 2.2制作工艺 2.2.1拼板 为提高板材的利用率及现场施工中无法用单块板材制作风 管单面时,可将板材拼接。(如下图) 2.2.2划线、切割下料 在实际施工中,双面铝箔聚氨酯复合板制作风管与传统风管 制作工艺一样,必须先对设计图纸上的风管进行合理的分 段,由于板材的规格尺寸(长×宽)多为4000×1200毫米。 而设计风管的规格尺寸各式各样,所以在划线过程中合理地 划线、切割下料是降低材料损耗的关键。以下提供几种划线、 切割下料技术。在现场实际施工中可根据风管设计的尺寸灵 活掌握。 根据风管两对边长度(如下图)不同大致可分成六种
风管制作工艺_secret
格式:pdf
大小:72KB
页数:3P
4.5
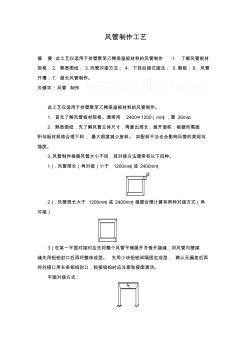
风管制作工艺 摘要:此工艺仅适用于挤塑聚苯乙稀保温板材料的风管制作:1.了解风管板材 规格;2.熟悉图纸;3.风管对接方法;4.下挂后接式接法;5.割板;6.风管 开槽;7.超长风管制作。 关键字:风管制作 此工艺仅适用于挤塑聚苯乙稀保温板材料的风管制作。 1.首先了解风管板材规格。通常用2400×1200(mm),厚20mm。 2.熟悉图纸,先了解风管立体尺寸,再算出周长,展开面积,根据所需面 积与板材规格合理下料,最大限度减少废料。如配料不当也会影响风管的美观与 强度。 3.风管制作根据风管大小不同,其对接方法通常有以下四种。 1).风管周长(角对接)小于1200mm(或2400mm) 2).风管周长大于1200mm(或2400mm)根据合理计算有两种对接方式(角 对接) 3)在某一平面对接时应先将整个风管平铺展开并错开接缝,将风管内壁接
双面铝箔复合风管制作与安装 (3)
格式:pdf
大小:306KB
页数:13P
4.5
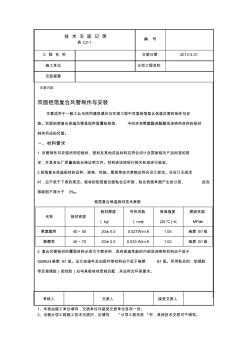
技术交底记录 表c2-1 编号 工程名称交底日期2013-3-31 施工单位分项工程名称 交底提要 交底内容: 审核人交底人接受交底人 1、本表由施工单位填写,交底单位与接受交底单位各存一份。 2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。 双面铝箔复合风管制作与安装 本章适用于一般工业与民用建筑通风与空调工程中双面铝箔复合保温风管的制作与安 装。双面铝箔复合保温风管是指两面覆贴铝箔、中间夹有聚氨酯或酚醛泡沫绝热材料的板材 制作而成的风管。 一、材料要求 1风管制作与安装所用的板材、型材及其他成品材料应符合设计及国家相关产品标准的规 定,并具有出厂质量检验合格证明文件。材料进场按现行相关标准进行验收。 2铝箔复合保温板材的品种、规格、性能、厚度等技术参数应符合设计规定。当设计无规定 时,应不低于下表的规定。板材的铝箔复

双面铝箔复合风管制作与安装
格式:pdf
大小:356KB
页数:9P
4.8
百度文库-让每个人平等地提升自我 11 双面铝箔复合风管制作与安装 本章适用于一般工业与民用建筑通风与空调工程中双面铝箔复合保温风管的制作与安 装。双面铝箔复合保温风管是指两面覆贴铝箔、中间夹有聚氨酯或酚醛泡沫绝热材料的板材 制作而成的风管。 一、材料要求 1风管制作与安装所用的板材、型材及其他成品材料应符合设计及国家相关产品标准的规 定,并具有出厂质量检验合格证明文件。材料进场按现行相关标准进行验收。 2铝箔复合保温板材的品种、规格、性能、厚度等技术参数应符合设计规定。当设计无规定 时,应不低于下表的规定。板材的铝箔复合面粘合应牢固,粘合表面单面产生的分层、起泡 等缺陷不得大于6‰。 铝箔复合保温板材技术参数 名称板材密度 板材厚度 (kg/) 导热系数 (mm) 弯曲强度 (25℃)≤ 燃烧性能 mpa≥ 聚氨酯类40~5020±难燃b1级 酚醛类40~
双面铝箔风管制作工艺介绍最新文档

双面铝箔复合风管制作和安装 (2)
格式:pdf
大小:173KB
页数:6P
4.4
双面铝箔复合风管制作与安装 苏州饶丰机电为大家带来一篇适用于一般工业与民用建筑通风与空调工程中双面铝箔复合 保温风管的制作与安装。双面铝箔复合保温风管是指两面覆贴铝箔、中间夹有聚氨酯或酚醛泡沫 绝热材料的板材制作而成的风管。 3.1材料要求 3.1.1风管制作与安装所用的板材、型材及其他成品材料应符合设计及国家相关产品标准的规 定,并具有出厂质量检验合格证明文件。材料进场按现行相关标准进行验收。 3.1.2铝箔复合保温板材的品种、规格、性能、厚度等技术参数应符合设计规定。当设计无规 定时,应不低于表3.1.2的规定。板材的铝箔复合面粘合应牢固,粘合表面单面产生的分层、起 泡等缺陷不得大于6‰。 表3.1.2铝箔复合保温板材技术参数 名称 板材密度 (kg/m3) 板材厚度 (mm) 导热系数 (25℃) ≤弯曲
聚氨酯双面铝箔风管安装技术
格式:pdf
大小:238KB
页数:4P
4.6
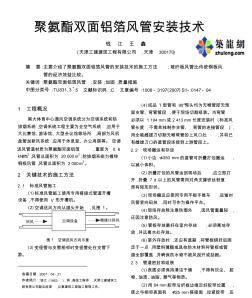
聚氨酯双面铝箔风管安装技术 钱 江 王 鑫 (天津三建建筑工程有限公司,天津 300170) 摘 要:主要介绍了聚氨酯双面铝箔风管的安装技术的施工方法;玻纤板风管比传统钢板风 管的经济效益比较。 关键词:聚氨酯双面铝箔风管;安装;加固;质量措施 中图分类号:tu831.3+5 文献标识码:c 文章编号:1008-3197(2007)s1-0147-04 收稿日期:2007-04-21 作者简介:钱江(1953-),男,高级工程师,天津三建建筑工 程有限公司副总经理,从事建筑工程施工管理工作。 1 工程概况 南大体育中心通风空调系统分为空调系统和防 排烟系统,空调系统工程主要为全空气系统,应用于 大比赛馆、游泳馆、大型会议馆等场所,局部为风机 盘管加新风系统,应用于休息室、办公用房等。空调 送风管道材质为聚氨
双面铝箔复合风管制作和安装
格式:pdf
大小:180KB
页数:7P
4.3
专业整理 word完美格式 双面铝箔复合风管制作与安装 苏州饶丰机电为大家带来一篇适用于一般工业与民用建筑通风与空调工程中双面铝箔 复合保温风管的制作与安装。双面铝箔复合保温风管是指两面覆贴铝箔、中间夹有聚氨酯或 酚醛泡沫绝热材料的板材制作而成的风管。 3.1材料要求 3.1.1风管制作与安装所用的板材、型材及其他成品材料应符合设计及国家相关产品标准 的规定,并具有出厂质量检验合格证明文件。材料进场按现行相关标准进行验收。 3.1.2铝箔复合保温板材的品种、规格、性能、厚度等技术参数应符合设计规定。当设计 无规定时,应不低于表3.1.2的规定。板材的铝箔复合面粘合应牢固,粘合表面单面产生的 分层、起泡等缺陷不得大于6‰。 表3.1.2铝箔复合保温板材技术参数 名称 板材密度 (kg/m3) 板材厚度 (mm)

3.双面铝箔复合风管制作与安装
格式:pdf
大小:200KB
页数:9P
4.5
双面铝箔复合风管制作与安装 本章适用于一般工业与民用建筑通风与空调工程中双面铝箔复合保温风管的制作与安 装。双面铝箔复合保温风管是指两面覆贴铝箔、中间夹有聚氨酯或酚醛泡沫绝热材料的板材 制作而成的风管。 一、材料要求 1风管制作与安装所用的板材、型材及其他成品材料应符合设计及国家相关产品标准的规 定,并具有出厂质量检验合格证明文件。材料进场按现行相关标准进行验收。 2铝箔复合保温板材的品种、规格、性能、厚度等技术参数应符合设计规定。当设计无规定 时,应不低于下表的规定。板材的铝箔复合面粘合应牢固,粘合表面单面产生的分层、起泡 等缺陷不得大于6‰。 铝箔复合保温板材技术参数 名称板材密度 板材厚度 (kg/ 导热系数 (mm) 弯曲强度 (25℃)≤ 燃烧性能 mpa≥ 聚氨酯类40~5020±0.50.027w/m.k1.05难燃b1级 酚醛类40~7020±
双面铝箔复合风管制作与安装 (2)
格式:pdf
大小:180KB
页数:7P
4.7
3双面铝箔复合风管制作与安装 本章适用于一般工业与民用建筑通风与空调工程中双面铝箔复合保温风管的制作与安装。双 面铝箔复合保温风管是指两面覆贴铝箔、中间夹有聚氨酯或酚醛泡沫绝热材料的板材制作而 成的风管。 3.1材料要求 3.1.1风管制作与安装所用的板材、型材及其他成品材料应符合设计及国家相关产品标准的 规定,并具有出厂质量检验合格证明文件。材料进场按现行相关标准进行验收。 3.1.2铝箔复合保温板材的品种、规格、性能、厚度等技术参数应符合设计规定。当设计无 规定时,应不低于表3.1.2的规定。板材的铝箔复合面粘合应牢固,粘合表面单面产生的分 层、起泡等缺陷不得大于6‰。 表3.1.2铝箔复合保温板材技术参数 名称 板材密度 (kg/m3) 板材厚度 (mm) 导热系数 (25℃) ≤弯曲强度 mpa≥ 燃烧性能
双面铝箔复合风管制作及安装
格式:pdf
大小:63KB
页数:6P
4.7
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持. 双面铝箔复合风管制作与安装 苏州饶丰机电为大家带来一篇适用于一般工业与民用建筑通风与空调工程中双面铝箔 复合保温风管的制作与安装。双面铝箔复合保温风管是指两面覆贴铝箔、中间夹有聚氨酯或 酚醛泡沫绝热材料的板材制作而成的风管。 3.1材料要求 3.1.1风管制作与安装所用的板材、型材及其他成品材料应符合设计及国家相关产品标准的 规定,并具有出厂质量检验合格证明文件。材料进场按现行相关标准进行验收。 3.1.2铝箔复合保温板材的品种、规格、性能、厚度等技术参数应符合设计规定。当设计无 规定时,应不低于表,粘合表面单面产生的分层、起泡等缺陷不得大于6‰。 表3.1.2铝箔复合保温板材技术参数 名称 板材密度 (kg/m 3 ) 板材厚度 (mm) 导热系数 (25℃) ≤弯曲强度 mpa≥ 燃烧性
双面铝箔复合风管制作与安装
格式:pdf
大小:306KB
页数:13P
4.4
技术交底记录 表c2-1 编号 工程名称交底日期2013-3-31 施工单位分项工程名称 交底提要 交底内容: 审核人交底人接受交底人 1、本表由施工单位填写,交底单位与接受交底单位各存一份。 2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。 双面铝箔复合风管制作与安装 本章适用于一般工业与民用建筑通风与空调工程中双面铝箔复合保温风管的制作与安 装。双面铝箔复合保温风管是指两面覆贴铝箔、中间夹有聚氨酯或酚醛泡沫绝热材料的板材 制作而成的风管。 一、材料要求 1风管制作与安装所用的板材、型材及其他成品材料应符合设计及国家相关产品标准的规 定,并具有出厂质量检验合格证明文件。材料进场按现行相关标准进行验收。 2铝箔复合保温板材的品种、规格、性能、厚度等技术参数应符合设计规定。当设计无规定 时,应不低于下表的规定。板材的铝箔复

双面铝箔复合风管 (2)
格式:pdf
大小:193KB
页数:5P
4.7
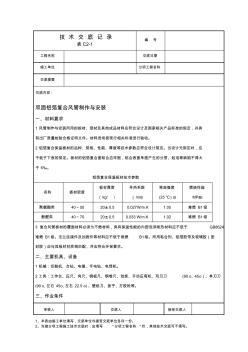
技术交底记录 表c2-1 编号 工程名称交底日期 施工单位分项工程名称 交底提要 交底内容: 审核人交底人接受交底人 1、本表由施工单位填写,交底单位与接受交底单位各存一份。 2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。 双面铝箔复合风管制作与安装 一、材料要求 1风管制作与安装所用的板材、型材及其他成品材料应符合设计及国家相关产品标准的规定,并具 有出厂质量检验合格证明文件。材料进场按现行相关标准进行验收。 2铝箔复合保温板材的品种、规格、性能、厚度等技术参数应符合设计规定。当设计无规定时,应 不低于下表的规定。板材的铝箔复合面粘合应牢固,粘合表面单面产生的分层、起泡等缺陷不得大 于6‰。 铝箔复合保温板材技术参数 名称板材密度 板材厚度 (kg/) 导热系数 (mm) 弯曲强度 (25℃)≤ 燃烧性能 mpa≥
双面铝箔复合风管
格式:pdf
大小:180KB
页数:5P
4.7
技术交底记录 表c2-1 编号 工程名称交底日期 施工单位分项工程名称 交底提要 交底内容: 审核人交底人接受交底人 1、本表由施工单位填写,交底单位与接受交底单位各存一份。 2、当做分项工程施工技术交底时,应填写"分项工程名称"栏,其他技术交底可不填写。 双面铝箔复合风管制作与安装 一、材料要求 1风管制作与安装所用的板材、型材及其他成品材料应符合设计及国家相关产品标准的规定,并具 有出厂质量检验合格证明文件。材料进场按现行相关标准进行验收。 2铝箔复合保温板材的品种、规格、性能、厚度等技术参数应符合设计规定。当设计无规定时,应 不低于下表的规定。板材的铝箔复合面粘合应牢固,粘合表面单面产生的分层、起泡等缺陷不得大 于6‰。 铝箔复合保温板材技术参数 名称板材密度 板材厚度 (kg/ 导热系数 (mm) 弯曲强度 (25℃)≤ 燃烧性能 mpa≥ 聚氨

双面铝箔风管制作工艺介绍相关
文辑推荐
知识推荐
百科推荐


职位:岩土科研人员
擅长专业:土建 安装 装饰 市政 园林


