

塑料注塑制品典型质量缺陷的成因分析
格式:pdf
大小:113KB
页数:3P
人气 :92
 4.3
4.3
通过列举注塑成型过程中最为典型的3种质量缺陷,结合生产实际,从影响注塑成型制品质量的因素(注塑成型工艺控制及设备、注塑模具和制品结构、塑料材料)着手,分析归纳注塑成型制品典型质量缺陷产生的原因和克服缺陷的具体改良措施。



基于机器视觉的注塑制品缺陷检测系统研究
基于机器视觉的注塑制品缺陷检测系统研究 作者姓名:张三 指导教师:李四教授 单位名称:信息科学与工程学院 专业名称:自动化 东北大学 2007年6月 researchoninjectionproductdefects detectionsystembasedonmachinevision byzhangsan supervisor:professorlisi northeasternuniversity june2007 东北大学本科毕业设计(论文)毕业设计(论文)任务书 -i- 毕业设计(论文)任务书 毕业设计(论文)题目: 设计(论文)的基本内容: (1) (2) (3) 毕业设计(论文)专题部分: 题目: 设计或论文专题的基本内容: 学生接受毕业设计(论文)题目日期 第周 指导教师签字
注塑制品的成型机理
注塑制品的成型机理 一结晶效应 1.结晶概念 分子结构简单,对称性高的聚合物都能生成结晶,例如:聚乙稀、聚四氟乙稀、 聚偏二氯乙稀等;若分子链节虽然大,但分子间作用力强也能生成结晶,例如; 聚酰胺、聚甲醛等。如果在分子链上有很大的侧基,则不易生成结晶,如聚苯乙 烯、聚醋酸乙烯脂和有机玻璃等。分子链刚形大的聚合物也不能结晶,聚砜、聚 碳酸脂、聚苯醚。 2.聚合物结晶度对制品性能的 (1)密度结晶度高密度高 (2)拉伸强度上升 (3)冲击强度下降关系 (4)刚度下降关系 (5)热性能结晶度增加有助于提高软化温度和热变形温度。 (6)翘曲结晶型材料易翘曲 (7)光泽度结晶度提高致密,光泽好但球晶的存在回引起光波的散 射,而使透明度降低。 3.影响结晶度的因素 (1)温度及冷却速度 熔化温度与玻璃化温度间的模具温度最佳最大结晶速度温度
编辑推荐下载
 塑料制品注塑成型缺陷的成因分析
塑料制品注塑成型缺陷的成因分析 塑料制品注塑成型缺陷的成因分析
格式:pdf
大小:221KB
页数:3P
4.3
通过列举几种注塑成型过程中最为典型的几种缺陷,结合生产实际,从影响注塑成型制品质量的因素(产生的物理原因、注塑模具和制品结构、注塑工艺参数有关的原因、塑料材料)着手,分析了归纳注塑成型制品典型质量缺陷产生的原因,并提出了克服缺陷的具体改良措施。
塑料注塑制品典型质量缺陷的成因分析热门文档
 带镀银嵌件尼龙1010注塑制品的加工
带镀银嵌件尼龙1010注塑制品的加工 带镀银嵌件尼龙1010注塑制品的加工
格式:pdf
大小:489KB
页数:3P
4.6
从尼龙(pa)1010注塑制品的工艺入手,结合镀银嵌件的特点,对pa1010制品设计、成型工艺、操作要领等进行了试验,找到了确保镀银嵌件不因注塑受热而发生表面变色的有效方法,并确定了合理的注射成型工艺。发现采用低温成型不仅有利于pa1010注塑制品冲击强度的提高,而且对镀银嵌件镀层的质量起着至关重要的作用;采用250℃以上的高温将导致镀银嵌件镀层变色;针对该种注塑制品的各种成型缺陷提出了相应的对策。
塑料注塑工艺标准资料
格式:pdf
大小:58KB
页数:13P
4.7
塑料注塑工艺标准 1、pp塑料制品: 1.1概述:聚丙烯,英文简称pp,为一种白色蜡状材料,密度0.90g/cm3。pp具有良好 的电性能和化学稳定性,其机械性能、耐热性均高于pe,经过增强的pp可用做 工程材料。pp成纤性好,耐疲劳性好,用其制成的铰链几十万次不断;pp低温 冲击性不好,成型收缩率大,产品精度不高。 1.2加工: 1.2.1成型特性: 1.2.1.1结晶性料,吸湿性小,可能发生熔融破裂,长期与热金属接触易发生分 解。 1.2.1.2流动性极好,溢边值0.03mm左右。 1.2.1.3冷动速度快,浇注系统及冷却系统应散热缓慢。 1.2.1.4成型收缩范围大,收缩率大,易发生缩孔、凹痕、变形、方向性强。 1.2.1.5注意控制成型温度,料温低方向性明显,尤其是低温高压时更明显,模温 低于50℃以下塑件不光泽,易发生熔接不良、流痕;90℃以上时易发生翘 曲、变
纸浆模塑制品技术
格式:pdf
大小:32KB
页数:4P
4.6
?论文与综述? 纸浆模塑制品技术 马海量 中国造纸开发保定设计公司 (071000) 纸浆模塑是一种立体造纸技术,它是以 纸浆为原料,在模具上塑造出一定的形状的 纸制品,通过制浆、吸附成型、干燥定型等工 艺来完成。纸浆模塑制品原本作为商品内包 装的衬垫材料,具有制造成本低,对商品保护 性能好,不污染环境,可回收利用等优点,是 绿色包装的典型。作为包装制品,其应用范 围相当广泛,可用于一次性餐具、鲜蛋、水果、 花卉、农作物、玻璃制品、陶瓷制品、电子产 品、工艺品、医疗器械、机械设备部件及其它 易碎产品的包装。随着我国加入wto日益 临近,纸浆模塑制品的推广应用无疑潜力巨 大。包装用纸的研制开发将是造纸行业今后 发展的一个重点,纸浆模塑终有一天像塑料 制品一样让每个人都熟悉。 1 主要原料 纸模包装制品的生产原料为废纸或商品
塑料注塑制品典型质量缺陷的成因分析精华文档

塑料注塑模具验收标准资料
格式:pdf
大小:185KB
页数:14P
4.4
塑料注塑模具验收标准 目的: 为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设 计的生产使用要求。规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准, 据此对模具质量进行评估; 参照标准: gb/t12554—2006塑料注射模技术条件 gb/t4169.1~4169.23—2006注射模零件 gb/t12556—2006塑料注射模模架技术条件 gb/t14486—2008塑料模塑件尺寸公差 一、成型产品外观、尺寸、配合 1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉 断)、烘印、皱纹。 2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接 痕强度并能通过功能安全测试。 3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。 4
(塑料橡胶材料)常用塑料注塑工艺参数
格式:pdf
大小:28KB
页数:12P
4.6
常用塑料的注塑工艺参数 一、高密度聚乙烯(hdpe) 料筒温度喂料区30~50℃(50℃) 区1160~250℃(200℃) 区2200~300℃(210℃) 区3220~300℃(230℃) 区4220~300℃(240℃) 区5220~300℃(240℃) 喷嘴220~300℃(240℃) 括号内的温度建议作为基本设定值,行程利用率为35%和65%,模件流长与壁厚之比 为50:1到100:1 熔料温度220~280℃ 料筒恒温220℃ 模具温度20~60℃ 注射压力具有很好的流动性能,避免采用过高的注射压力80~140mpa(800~1400bar); 一些薄壁包装容器除外可达到180mpa(1800bar) 保压压力收缩程度较高,需要长时间对制品进行保压,尺寸精度是关键因素,约为注射压力的 30%~60% 背压
窥视镜注塑模设计——模具专业塑料注塑模设计
格式:pdf
大小:1023KB
页数:44P
4.5
毕业设计开题报告 题目窥视镜注塑模设计 专业 班级 学生姓名 指导教师 20**年10月18 开题报告 系专业 学生姓名班级学号 课题名称窥视镜注塑模具计 课题 准备 情况 目前国内外研究进展概述(或立题依据): 随着塑料制品在日常生活中的大规模应用,适用于大批量生产形式的 注塑模在塑料制品的生产中得到了广泛的应用。国内当今注塑迅速发展, 但是与国际水平却相差很远,主要缺陷明显的表现在精度不高,技术含量 低,复杂程度低等缺点。严重的阻碍着国内模具业的发展。设计出好的产 品却无法做出是我模具业的最大不足。因此,注重科技含量,借助了国外 的先进理论技术则尤为重要。 本设计进行了窥视镜注塑模设计.其中对零件结构进行了工艺分析,确定了分型 面,浇注系统等,选择了注射机,详细计算了成型零部件及各系统的尺寸.采用侧浇口,结 构简单,易于制造.直接利用导柱导
聚苯乙烯塑料注塑工艺探讨 聚苯乙烯塑料注塑工艺探讨
格式:pdf
大小:1.3MB
页数:3P
4.5
介绍了聚苯乙烯(ps)塑料的注射成型技术,结合产品的模具设计,对成型工艺进行了分析讨论;通过对典型ps塑料制品的加工工艺过程的探讨,对ps塑料制品生产中的缺陷、原因及解决方法进行了论述。结果表明,ps作为通用塑料,因其具有良好的性能,在结构复杂的工艺品生产中应用效果好,而且,合理的设计可以使模具结构大大简化。
塑料注塑模具CAD设计软件对比 塑料注塑模具CAD设计软件对比
格式:pdf
大小:1.6MB
页数:4P
4.3
介绍了solidworks与pro/e在注塑模设计中的使用流程和主要功能。通过实例比较了二者在模具设计过程中的优缺点,并且提出了改进软件的方向。对实际工作中的模具设计人员和二次开发人员有一定的参考作用。
塑料注塑制品典型质量缺陷的成因分析最新文档
塑料注塑模具验收标准 (2)
格式:pdf
大小:197KB
页数:14P
4.5
word格式可编辑 专业知识整理分享 四川德铭电子科技有限公司塑料注塑模具验收标准 目的: 为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设 计的生产使用要求。规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准, 据此对模具质量进行评估; 参照标准: gb/t12554—2006塑料注射模技术条件 gb/t4169.1~4169.23—2006注射模零件 gb/t12556—2006塑料注射模模架技术条件 gb/t14486—2008塑料模塑件尺寸公差 一、成型产品外观、尺寸、配合 1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉 断)、烘印、皱纹。 2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕 强度并能通过功能安全测试。 3.收缩:外观面
塑料注塑模具验收标准
格式:pdf
大小:175KB
页数:13P
4.4
塑料注塑模具验收标准 目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品 设计的生产使用要求。规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标 准,据此对模具质量进行评估; 参照标准: gb/t12554—2006塑料注射模技术条件 gb/t4169.1~4169.23—2006注射模零件 gb/t12556—2006塑料注射模模架技术条件 gb/t14486—2008塑料模塑件尺寸公差 一、成型产品外观、尺寸、配合 1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉断)、烘印、 皱纹。 2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕强度并能通 过功能安全测试。 3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕
塑料注塑模具验收标准精品
格式:pdf
大小:185KB
页数:14P
4.4
塑料注塑模具验收标准 目的: 为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设 计的生产使用要求。规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准, 据此对模具质量进行评估; 参照标准: gb/t12554—2006塑料注射模技术条件 gb/t4169.1~4169.23—2006注射模零件 gb/t12556—2006塑料注射模模架技术条件 gb/t14486—2008塑料模塑件尺寸公差 一、成型产品外观、尺寸、配合 1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉 断)、烘印、皱纹。 2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接 痕强度并能通过功能安全测试。 3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。 4
常用塑料注塑工艺参数表:
格式:pdf
大小:250KB
页数:22P
4.7
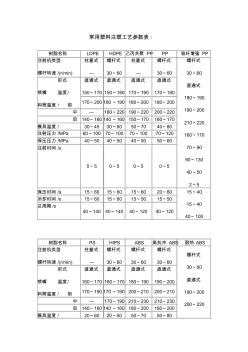
常用塑料注塑工艺参数表: 树脂名称ldpehdpe乙丙共聚pppp玻纤增强pp 注射机类型 螺杆转速/(r/min) 柱塞式 — 螺杆式 30~60 柱塞式 — 螺杆式 30~60 螺杆式 30~60 直通式 180~190 190~200 210~220 160~170 70~90 90~130 40~50 2~5 形式 喷嘴温度/ 料筒温度/前 直通式 150~170 直通式 150~180 直通式 170~190 直通式 170~190 170~200180~190180~200180~200 中—180~220190~220200~220 后140~160140~160150~170160~170 模具温度/30~4530~6050~7040~80 注射压力/mpa60~10
热塑性塑料注塑件熔接缝影响因素分析 热塑性塑料注塑件熔接缝影响因素分析
格式:pdf
大小:432KB
页数:3P
4.6
分析了热塑性塑料注塑件中熔接缝的分类和特征。从材料选择、制品结构设计、模具设计、成型工艺、热处理几个方面分析了影响熔接缝的因素;并针对不同因素,提出了相应的对策和改善熔接缝力学性能的方法。
塑料注塑成型及其模具的运用 塑料注塑成型及其模具的运用
格式:pdf
大小:155KB
页数:2P
4.7
注塑成型的加工方法,在工业生产中占有很重要的地位,其关系着我国工业更好的发展。研究和探讨塑料注塑成型及其模具的运用,不仅能够提高制品质量,还能够降低制作成本。基于此,本文主要对塑料注塑成型及其模具的运用进行了探讨。
塑料注塑成型及其模具的运用 塑料注塑成型及其模具的运用
格式:pdf
大小:141KB
页数:2P
4.5
随着我国经济的发展,对于工业生产中的产品质量有着更高的要求,不断提升塑料注塑的精密度,不仅是产品发展的要求,也是市场竞争的要求。因此,通过对塑料注塑分析实现其精密度对工业发展的至关重要。鉴于此,本文以注塑成型方法及模具特点为切入点,基于pp塑料的成型缺陷及原因的分析,提出了调控温度、调整注塑压力、注塑速度控制等对策。旨在不断的提升塑料注塑成型及其模具的运用质量献力。
我国改性塑料注塑机出口状况分析 我国改性塑料注塑机出口状况分析
格式:pdf
大小:357KB
页数:未知
4.5
2013年前三季度,排名前10位的出口地域之间的数目跟金额所占比重较为濒临,其中入口至美国的数量最大,但进口至印度尼西亚的金额居于首位。泰国、巴西、越南、土耳其依居事后。前10大进口较为齐集的国家累计进口量跟总额分别占我国塑机设备同期入口总量跟总额的17.6%跟47.9%(2012年整年这个数据为30跟45)。可见,我国塑机业出口市场总体集中度有所上涨。
热塑性塑料注塑件凹陷和缩痕影响因素分析 热塑性塑料注塑件凹陷和缩痕影响因素分析
格式:pdf
大小:149KB
页数:未知
4.5
注塑制品的表面缺陷往往反映了其内在质量的问题,其中凹陷和缩痕是时常发生的问题,对此,本文从原材料、塑件结构、模具和成型工艺等四个方面对注塑制品凹陷或缩痕问题产生的原因进行了分析,并结合生产实际提出了相应的解决措施,有利于提高制品质量和生产效率。
塑料注塑制品典型质量缺陷的成因分析相关
文辑推荐
知识推荐
百科推荐


职位:工程质量员
擅长专业:土建 安装 装饰 市政 园林


