

最新塑料制品的翘曲变形的原因分析和解决方法
格式:pdf
大小:34KB
页数:7P
人气 :93
 4.3
4.3
塑料制品的翘曲变形的原因分析和解决方法 一、前言 翘曲变形是指注塑制品的形状偏离了模具型腔的形状, 它是塑料制品常见的 缺陷之一。出现翘曲变形的原因很多, 单靠工艺参数解决往往力不从心。 结合相 关资料和实际工作经验,下面对影响注塑制品翘曲变形的因素作简要分析。 二、模具的结构对注塑制品翘曲变形的影响。 在模具方面,影响塑件变形的因素主要有浇注系统、 冷却系统与顶出系统等。 1.浇注系统 注塑模具浇口的位置、 形式和浇口的数量将影响塑料在模具型腔内的填充状 态,从而导致塑件产生变形。 流动距离越长,由冻结层与中心流动层之间流动和补缩引起的内应力越大; 反之,流动距离越短, 从浇口到制件流动末端的流动时间越短, 充模时冻结层厚 度减薄,内应力降低,翘曲变形也会因此大为减少。 一些平板形塑件, 如果只使 用一个中心浇口, 因直径方向上的收缩率大于圆周方向上的收缩率, 成型后的塑 件会产生扭曲变




 透明塑料制品成型缺陷的形成及解决方法
透明塑料制品成型缺陷的形成及解决方法 透明塑料制品成型缺陷的形成及解决方法
本文分析了常见的透明塑料制品成型缺陷的形成原因和机制,介绍了其外观形貌特点,阐叙了应用cae软件进行辅助分析,通过原料准备、制品结构设计、成型工艺制定、成型设备调节、模具设计及制造等各个环节的优化控制,透明塑料制品成型缺陷解决和改善的方法和措施。
编辑推荐下载
螺杆泵卡泵原因分析和解决方法 螺杆泵卡泵原因分析和解决方法
格式:pdf
大小:121KB
页数:未知
4.7
运用螺杆泵工况监控软件,并通过对电流变化曲线的分析,结合实际生产情况和现场数据,找出螺杆泵井卡泵的主要原因。针对不同因素影响造成的卡泵现象进行分类分析,并总结出相应的解决方法,为螺杆泵井的日常管理和维护提供帮助。
GB塑料制品的标识和标志
格式:pdf
大小:115KB
页数:7P
4.7
gb塑料制品的标识和标志 为了爱护消费者利益,保证产品的品质,加快塑料废弃物分类回 收的速度,最终爱护环境和人身健康安全,应当对所有使用的塑料制品包 括由通用塑料、工程塑料、功能性塑料、降解塑料、抗菌塑料、回收再利 用塑料等制得的塑料制品进行标识,并加以标志。因此有必要制订“塑料 制品的识和标志”国家标准。 1范畴 本标准规定了包括由各类塑料材料如通用塑料、工程塑料、可重复利 用塑料、功能性塑料、改性塑料、再生塑料、再加工塑料和回收塑料等制 得的制品标识、标志以及标志的设计、治理等内容;规定了可重复使用塑 料、可回收再利用塑料、含再生塑料、功能性塑料、改性塑料和不可回收 再利用塑料的标识、标志以及标志的设计、治理等内容;规定了食品包装 用塑料制品和医用塑料制品的标识、标志以及标志的设计、治理等内容。 有关标识处理方法或处理过程的规定不在本标准范畴内。本标准代替gb/t 16
塑料制品的翘曲变形的原因分析和解决方法热门文档
工程塑料膨胀阻燃存在的问题和解决方法 工程塑料膨胀阻燃存在的问题和解决方法
格式:pdf
大小:414KB
页数:4P
4.3
针对我国环保法令对膨胀阻燃工程塑料的要求,以及我国的商品化膨胀阻燃剂(ifr)阻燃工程塑料一直未能真正开发和应用的问题,总结了制约ifr阻燃工程塑料发展的原因,如ifr存在热稳定性不能适应工程塑料较高的加工温度,阻燃配方优化设计复杂,吸湿性大、耐迁出性差,和工程塑料的相容性差等问题。提出了微胶囊包覆、偶联剂表面处理、无机金属化合物和分子筛协同、ifr的"三位一体"化、计算机辅助模拟优化ifr阻燃配方等解决方法。
交通拥堵的原因和解决方法
格式:pdf
大小:49KB
页数:8P
4.7
土木工程与建筑系 课程论文 (2013—2014学年度第二学期) 2014年6月25日 交通拥堵的原因和解决方法 摘要:高速度增长的经济和人民生活水平的迅速提高对交通产生强大的需求。道路交通设施少主 要表现道路少,特别是高等级道路少、道路网密度低以及城市中跨江河的桥梁少。当前,我国城 市特别是大城市的交通问题严重,如果不能得到有效解决和根本治理,必将对我国经济的持续、 快速、健康发展构成严重威胁。本论文分析了交通拥堵的原因并提出了解决方法。 关键词:城市交通;交通拥堵;综合治理; 成绩 1.我国城市交通拥堵的原因 造成城市交通问题的根本原因,在于城市发展过程本身。经济发展导致城市 形态发生了巨大的变化,由高度密集的城市逐步演变为在更大区域内日益分散和 多极化的城市,居民的出行模式也随之发生急剧的变化,人口的不断增长、由经 济引发的出行行
注塑件变形的原因及解决方法
格式:pdf
大小:129KB
页数:11P
4.6
注塑件形状与模腔相似但却是模腔形状的扭曲版本。可能出现问题的原因: (1)弯曲是因为注塑件内有过多内部应力。 (2)模具填充速度慢。(3)模腔内塑料不足。 (4)塑料温度太低或不一致。(5)注塑件在顶出时太热。 (6)冷却不足或动、定模的温度不一致。 (7)注塑件结构不合理(如加强筋集中在一面,但相距较远)。 补救方法: (1)降低注塑压力。(2)减少螺杆向前时间。 (3)增加周期时间(尤其是冷却时间)。从模具内(尤其是较厚的注塑件)顶出后立即浸入温水中(38℃) 使注塑件慢慢冷却。 (4)增加注塑速度。(5)增加塑料温度。(6)用冷却设备。 (7)适当增加冷却时间或改善冷却条件,尽可能保证动、定模的模温一致。 (8)根据实际情况在允许的情况下改善塑料件的结构。 注塑件变形的原因及解决方法 透明塑料由于透光率要高,必然要求塑料制品表面质量要求严格,不能有任何斑纹、
塑料制品的加工方法及透光率的监控
格式:pdf
大小:239KB
页数:2P
4.5
塑料制品的加工方法及透光率的监控 塑料,是合成树脂中的一种,形状跟天然树脂中的松树脂相似,经过化学手段进行 人工合成,而被称之为塑料,塑料的透光率可以用塑料透光率仪来测量。 塑料制品常见加工方法: 一、挤塑:用于挤塑生产的品级一般具有小于1的熔体指数和中宽到宽的mwd。在 加工过程中,低的mi可获得适宜的熔体强度。更宽mwd品级更适于挤塑,因为它们具 有更高的生产速度,较低的模口压力而且熔体断裂趋势减少。 二、吹塑:在美国销售的hdpe1/3以上用于吹塑用途。这些范围从装漂白剂、机油、 洗涤剂、牛奶和蒸馏水的瓶子到大型冰箱、汽车燃料箱和筒罐。吹塑品级的特性指标, 如熔体强度、es-cr和韧性,与用于片材和热成型应用级相似,故相似品级可以采用。 三、注塑:hdpe有数不清的应用,范围从可重复使用的薄壁饮料杯到5-gsl罐, 消费国内生产的hdpe的1/5。注塑品级一
注塑件常见品质问题及其产生原因和解决方法
格式:pdf
大小:46KB
页数:4P
4.7
注塑件常见品质问题及其产生原因和解决方法 一、注塑件常见品质问题 塑胶件成型后,与预定的质量标准(检验标准)有一定的差异,而不能满足下工序要求,这就是塑胶件缺陷,即常说 的品质问题,要研究这些缺陷产生原因,并将其降至最低程度,总体来说,这些缺陷不外乎是由如下几方面造成:模具、 原材料、工艺参数、设备、环境、人员。 现将缺陷问题总结如下: 1、色差:注塑件颜色与该单标准色样用肉眼观看有差异,判为色差,在标准的光源下(d65)。 2、填充不足(缺胶):注塑件不饱满,出现气泡、空隙、缩孔等,与标准样板不符称为缺胶。 3、翘曲变形:塑胶件形状在塑件脱模后或稍后一段时间内产生旋转和扭曲现象,如有直边朝里,或朝外变曲或平坦 部分有起伏,如产品脚不平等与原模具设计有差异称为变形,有局部和整体变形之分。 4、熔接痕(纹):在塑胶件表面的线状痕迹,由塑胶在模具内汇合在一起所形成,而熔体在其交汇
塑料制品的翘曲变形的原因分析和解决方法精华文档
 汽车塑料内饰门板翘曲变形原因及解决方案
汽车塑料内饰门板翘曲变形原因及解决方案 汽车塑料内饰门板翘曲变形原因及解决方案
格式:pdf
大小:28KB
页数:1P
4.8
随着社会不断进步,汽车工业持续发展,塑料零件被广泛应用到汽车的内、外饰件等,发挥着不可替代的作用,可以节约燃油、回收利用等。但由于受到各种主客观因素影响,汽车塑料内饰门板经常出现翘曲变形,大大缩短其使用寿命,存在安全隐患,急需要通过不同渠道,客观分析产生翘曲变形的原因,制定可行的解决方案予以解决,提高汽车塑料内饰门板质量,更好地发挥自身作用,投入到使用中,确保汽车的安全、稳定运行。
塑料制品注塑成型缺陷的成因分析 塑料制品注塑成型缺陷的成因分析
格式:pdf
大小:221KB
页数:3P
4.3
通过列举几种注塑成型过程中最为典型的几种缺陷,结合生产实际,从影响注塑成型制品质量的因素(产生的物理原因、注塑模具和制品结构、注塑工艺参数有关的原因、塑料材料)着手,分析了归纳注塑成型制品典型质量缺陷产生的原因,并提出了克服缺陷的具体改良措施。
塑料制品的翘曲变形的原因分析和解决方法最新文档
 地盘管采暖地面产生裂缝的原因和解决方法
地盘管采暖地面产生裂缝的原因和解决方法 地盘管采暖地面产生裂缝的原因和解决方法
格式:docx
大小:19KB
页数:未知
3
地盘管采暖地面产生裂缝的原因和解决方法—— 地盘管采暖技术在施工中由于措施不当,在使用时会出现地面裂缝的质量通病,严重影响装饰装修质量和正常使用。通过分析地盘管采暖地面裂缝产生的原因,提出了有针对性的措施和处理方法。将这些措施应用在工程中,解...
汽车空调间歇制冷的原因和解决方法
格式:pdf
大小:52KB
页数:1P
4.6
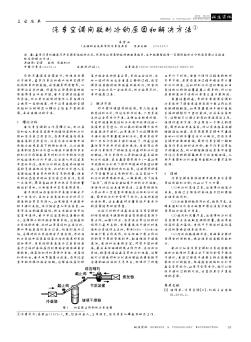
夏季汽车行驶离不开空调系统提供冷风,然而随之而来的故障也越来越多,文中就典型故障—空调间歇制冷分析其原因以及提出相应的解决方法。
浅谈幕墙漏水主要原因分析和解决方法
格式:pdf
大小:9KB
页数:1P
4.7
浅谈幕墙漏水主要原因分析和解决方法 摘要:玻璃幕墙在实际使用过程中,漏水是业主能够最直接感受到和最日常 烦恼的质量问题,多年来已成为玻璃幕墙中最常见的弊病之一。玻璃幕墙渗水原 因非常复杂,涉及到设计、材料应用、施工和管理等各个方面,应加强研究,制 定有效的措施,综合治理,防患于未然。下面我们来分析几种常见幕墙漏水主要 原因分析及解决方案。 关键词:玻璃幕墙漏水原因控制措施 1玻璃幕墙的构成及优点 1.1构成 玻璃幕墙是用铝合金或其他金属轧成骨架,以玻璃封闭的空腹型杆件作成的 房屋围护墙。有单层和双层玻璃二种墙体;反光绝缘玻璃厚6mm,墙面自重约 40kg/m2;幕墙外层玻璃的里侧涂有彩色的金属镀膜等。 1.2优点 玻璃幕墙的优点有:可吸收红外线;减少进入室内的太阳辐射;降低室内温 度;轻巧美观;不易污染;节约能源;在光线的反射下,室内不受强光照射,视 觉柔和等。
某闸闸门侧移原因分析及解决方法 某闸闸门侧移原因分析及解决方法
格式:pdf
大小:378KB
页数:2P
4.5
简要介绍了某闸闸门运行过程中产生偏向移位的情况;阐明偏向移位所带来的危害;通过对闸门侧移原因的分析,提出了行之有效的解决方法。
精密塑料制品注射成型的现状和前景
格式:pdf
大小:82KB
页数:13P
4.6
鄂州大学2005级毕业论文 1 精密塑料制品注射成型的现状和前景 摘要:本文主要讲述“精密塑料制品注射成型的现状和前景的一些学术理念,随着现代技 术的发展,对于机械设计和制造技术方面的要求领域其高,然而也进一步展望了先进制造技 术的发展前景,随着经济技术的高速发展以及顾客需求和市场环境的不断变化,这种竞争日 趋激烈,因而各国政府都非常重视对先进制造技术的研究,本文也介绍了当前制造科学要解 决的问题和微机械及其制造技术的研究。同时也阐明了机械仿生制造的过程,仿生制造指的 是模仿生物器官的自组织、自愈合、自增长与自进化等功能结构和运行模式的一种制造系统, 属于制造科学和生命科学的"远缘杂交",它将对21世纪的制造业产生巨大的影响。 关键词:问题;先进制造技术;前沿科学;应用前景 “精密注射成型”是指制品的精度和表面质量均要求很高的一类塑料成型工 艺,
精密塑料制品注射成型的现状和发展
格式:pdf
大小:60KB
页数:13P
4.4
1 精密塑料制品注射成型的现状和发展 摘要:国内外模具系统发展概况随着塑料制品的发展,传统的制造业开始了根本性 变革,各工业发达国家投入巨资,对现代制造技术进行研究开发,提出了全新的制造模式。 本文分析了精密塑料制品的性能要求、原料的选择、注射成型工艺、注射成型设备、注射成 型模具及制品收缩问题,对精密塑料制品注射成型的现状和发展情况进行了初步探索。 关键词:精密制品;注射;工艺;工程塑料 “精密注射成型”是指制品的精度和表面质量均要求很高的一类塑料成型 工艺,这一概念主要是区别于“常规注射成型”的传统概念。由于高分子材料迅 速的发展,使塑料制品能取代高精度的金属零件成为可能,从而使塑料制品在精 密仪器制造、电子电器和仪表等行业得到更广泛的应用。但是塑料制品的精度与 金属零件的精度还不能等同起来,因为从根本上说,塑料制品和金属制品在原材 料及其成型手段上有着许多本质的区
塑料制品的翘曲变形的原因分析和解决方法相关
文辑推荐
知识推荐
百科推荐


职位:岩土设计助理
擅长专业:土建 安装 装饰 市政 园林


