

塑料压力管道热板焊接接头瞬时应力有限元分析
格式:pdf
大小:1.1MB
页数:6P
人气 :89
 4.4
4.4
基于热粘弹性积分型本构关系,考虑材料性能依赖于温度变化及相变潜热的影响,利用有限元软件ANSYS热-力耦合及载荷步功能模拟结晶型高密度聚乙烯塑料压力管道热板焊接过程。并对焊接接头的应力分布进行有限元分析,得到了环向、轴向及径向瞬态应力分布规律。采用盲孔法和锯切法测量焊后残余应力,实测结果与数值分析基本吻合。



 内外施焊接管焊接接头应力的有限元分析
内外施焊接管焊接接头应力的有限元分析 内外施焊接管焊接接头应力的有限元分析
应用ansys有限元应力分析软件,根据钢制化工容器结构设计规定(hg20583-1998),分别建立了内部施焊和外部施焊的内伸入式接管与壳体间焊接接头的模型,分析了焊接接头处应力分布情况,并对焊接接头处的应力进行了对比。结果表明,内部施焊的整个焊缝x方向的应力平均值大于外部施焊焊缝;外部施焊的整个焊缝y方向应力水平略大于内部施焊焊缝;内部施焊焊缝等效应力的应力值小,但其高应力区域范围较大。
内伸入式接管焊接接头应力的有限元分析 内伸入式接管焊接接头应力的有限元分析
本文应用ansys有限元应力分析软件,根据钢制化工容器结构设计规定(hg20583-1998),分别建立内部施焊和外部施焊的内伸入式接管与壳体间焊接接头的模型,分析焊接接头处应力分布的情况,并对焊接接头处的应力进行对比。对比结果表明:a类焊接接头所受应力最大;c类焊接接头应力相对较小;b类焊接接头受力效果最好。若可以对焊缝的坡口连接拐点附近进行优化,可以大大的减小应力水平,改善焊缝的受力情况。
编辑推荐下载
喷熔修形后的焊接接头残余应力有限元分析 喷熔修形后的焊接接头残余应力有限元分析
格式:pdf
大小:493KB
页数:6P
4.5
采用ni60合金粉末对q235b钢焊态十字接头进行了氧—乙炔火焰喷熔处理,同时进行了高频疲劳试验.分析认为喷熔修形改善了焊接接头的几何外形.喷熔修形态十字接头在2×106循环周次下的疲劳强度比原始焊态提高了64.5%.基于氧—乙炔火焰喷熔工艺参数,采用ansys12.0软件对喷熔过程进行了热-应力耦合的有限元模拟,分析认为,焊缝和涂层表面的残余应力仍为拉应力,但是残余拉应力的大小和喷熔前原始焊态接头表层的残余拉应力相比略微减小.原始焊态接头表层的拉应力约为238mpa,喷熔修形后喷熔层表面的残余拉应力约为182mpa,即火焰喷熔使得焊接接头表层的残余应力降低了24%.
高密度聚乙烯塑料压力管道热板焊接头应力分布有限元分析 高密度聚乙烯塑料压力管道热板焊接头应力分布有限元分析
格式:pdf
大小:656KB
页数:5P
4.4
基于热粘弹性积分型本构关系,考虑材料性能依赖于温度变化及相变潜热的影响,利用ansys热-力耦合及载荷步功能模拟结晶型高密度聚乙烯(hdpe)塑料压力管道热板焊接过程,并对焊接接头的应力分布进行有限元分析,得到了环向、轴向以及径向瞬态应力分布的基本规律。采用盲孔法和锯切法测量焊后残余应力,实测结果与数值分析基本符合
塑料压力管道热板焊接接头瞬时应力有限元分析热门文档
不同裂纹位置焊接接头J积分有限元数值分析
格式:pdf
大小:508KB
页数:6P
4.8
文章编号:100624710(2004)0420341206 不同裂纹位置焊接接头j积分有限元数值分析 张敏1,2,丁方 1 ,许德胜 2 ,程祖海 2 (1.西安理工大学材料科学与工程学院,陕西西安710048; 2.华中科技大学激光技术国家重点实验室,湖北武汉430074) 摘要:针对焊接接头中母材、焊缝、热影响区的性能各不相同的问题,利用有限元方法,建立 了焊接接头有限元计算模型,编写了j积分有限元计算程序。计算结果表明,在平面应变和 平面应力两种状态下,焊接接头三个不同裂纹位置的j积分值与全母材和全焊缝材料的j 积分值均不相同,但具有一定的规律性;裂纹分别处于焊接接头不同位置时的j积分有限 元计算结果也不相同。根据各种情况下的有限元计算结果,结合焊接结构安全评定的工程 实际提出了
氨制冷压力管道焊接接头质量检测与分析 氨制冷压力管道焊接接头质量检测与分析
格式:pdf
大小:41KB
页数:未知
4.7
氨制冷系统压力管道主要应用于冷冻业,其中压力管道是设备安全监管的核心内容,而影响管道安全的是焊接接头的质量,本文主要是对氨制冷压力管道焊接接头进行缺陷及显微组织检测,分析焊接缺陷产生的原因,以及对管道安全的危害,并提出提高氨制冷管道焊接质量的建议.
SAF2205钢板焊条电弧焊焊接接头残余应力有限元分析 SAF2205钢板焊条电弧焊焊接接头残余应力有限元分析
格式:pdf
大小:218KB
页数:4P
4.4
双相不锈钢是针对石油化工行业中强酸强碱易造成局部点蚀、应力腐蚀以及孔穴腐蚀现象而采用兼有铁素体不锈钢和奥氏体不锈钢的优点。在焊接生产中,由于不均匀加热、冷却、相变和拘束等原因,会在焊接接头内产生瞬态热应力以及残余应力和变形,往往是形成焊接裂纹的重要因素之一,又是造成热应变时效脆化的根源。它将降低结构的强度、疲劳寿命,并加速裂纹的扩展破坏。焊接残余应力的测量方法很多,本文利用有限元法,开发顺次耦合的焊接残余应力有限元程序,对焊接的saf2205双相不锈钢平板焊条电弧焊焊接接头残余应力进行分析,为saf2205双相不锈钢压力容器焊接工艺的优化、结构完整性评价提供参考。
塑料压力管道热熔对接焊用加热板及其控制系统 塑料压力管道热熔对接焊用加热板及其控制系统
格式:pdf
大小:813KB
页数:6P
4.5
在塑料压力管道热熔对接焊中,加热板的性能直接关系到焊接质量的好坏,从而影响到管网系统的运行效果、使用安全性和使用寿命。因此对加热板的设计要求、温度检测及控制技术等进行了详细的阐述。试验表明,该加热板表面温度均匀、恒定,且温度连续可调,以适应不同材质塑料管道焊接的需要
塑料压力管道热板焊接接头瞬时应力有限元分析精华文档
用弹性有限元方法分析管状异种钢焊接接头的热应力分布 用弹性有限元方法分析管状异种钢焊接接头的热应力分布
格式:pdf
大小:158KB
页数:6P
4.5
对管状奥氏体/铁素体异种焊接连头进行数学模型化,采用弹性力学有限元分析方法计算分析了不同坡口形状,线膨胀系数及熔合区存在的马氏体层对热应力的影响。计算结果表明,60°角坡口有较好的热应力分布状态;马氏体层内以压应力和较低的拉应力为主,最大拉应力分布在焊缝上。
 船用薄板焊接接头残余变形有限元模拟
船用薄板焊接接头残余变形有限元模拟 船用薄板焊接接头残余变形有限元模拟
格式:pdf
大小:537KB
页数:5P
4.5
运用热弹塑性有限元法,对不同焊接工艺条件下板厚6mm的ah36钢薄板焊接接头残余变形进行了有限元模拟研究.结果表明,使用不同的焊接方法,纵向挠曲变形和角变形量发生显著变化,采用单一co2气体保护焊,焊接残余变形量较小;采用co2气体保护焊+埋弧焊的混合焊方法,焊接残余变形量有所增大;在焊缝背面施加雾化水冷,可以有效控制焊接残余变形,尤其对于控制采用单一co2气体保护焊的角变形成效显著.为了验证有限元模拟结果的准确性,采用与有限元模拟完全相同的工艺条件对ah36钢薄板进行了焊接残余变形试验,试验结果与数值模拟结论存在一定误差,但基本变化趋势一致,表明采用有限元模拟技术可以预测ah36钢薄板焊接残余变形.
钛合金与不锈钢钎焊接头残余应力有限元分析 钛合金与不锈钢钎焊接头残余应力有限元分析
格式:pdf
大小:1.3MB
页数:6P
4.4
通过有限元分析的方法对tc4钛合金与1cr18ni9ti不锈钢钎焊接头残余应力场进行分析,计算工艺参数对接头应力分布的影响.结果表明,在tc4、不锈钢母材与钎料接头两侧的界面区附近形成应力集中,并且在距离钛合金母材0.45mm处等效应力达到最大值.钎焊间隙在50μm时应力值最小,钎料的线膨胀系数在12×10-6℃-1时接头内应力达到最小值,连接温度对这些残余应力的集中与分布影响很小.
冲压连接接头拉剪强度的有限元分析 冲压连接接头拉剪强度的有限元分析
格式:pdf
大小:238KB
页数:5P
4.7
针对冲压连接接头拉剪强度的数值模拟方法进行研究。对0.7mm低碳钢+0.7mm低碳钢以及1mm低碳钢+1mm低碳钢板冲压连接接头的剪切拉伸过程建立有限元模型,采用数值模拟的方法分析冲压连接接头的拉剪强度及失效形式。并且通过试验过程验证有限元模拟结果的可靠性。在确定有限元模型可靠的情况下,分析了冲压连接接头处的网格尺寸以及冲压连接接头的嵌入值对冲压连接接头的影响。研究结果表明:有限元模拟结果与试验结果吻合良好;合适的网格尺寸能够在优化计算时间的同时得到可靠的计算结果;冲压连接接头的拉剪强度受上板嵌入值影响。
塑料压力管道热板焊接接头瞬时应力有限元分析最新文档
焊接残余应力有限元分析技术研究 (4)
格式:pdf
大小:1.3MB
页数:7P
4.3
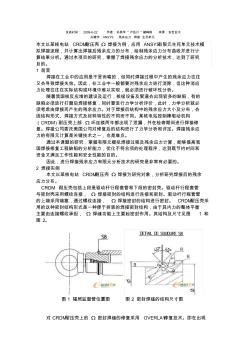
发表时间:2009-6-22作者:孙英学*卢岳川*臧峰刚来源:安世亚太 关键字:ansys残余应力焊接生死单元 本文以某核电站crdm耐压壳ω焊接为例,应用ansys有限元生死单元技术模 拟焊接流程,并计算出焊接后残余应力的分布,绘制残余应力分布曲线并进行计 算结果分析。通过本项目的研究,掌握了焊接残余应力的分析技术,达到了研究 目的。 1前言 焊接在工业中的应用是不言而喻的,但同时焊接过程中产生的残余应力往往 又会导致焊接失效。因此,在工业中一般都要对残余应力进行消除,但这种消应 力处理往往在实际结构或环境中难以实现,就必须进行破坏性分析。 随着我国核反应堆的建设及运行,核级设备及管道会出现较多的缺陷,有的 缺陷必须进行打磨后焊接修复,同时要进行力学分析评价,此时,力学分析就必 须考虑由焊接而产生的残余应力。对于焊接后结构中的残余应力大小及分
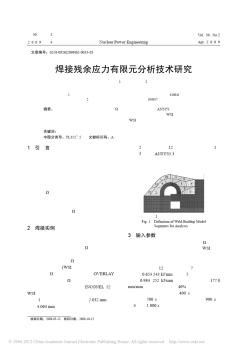
焊接残余应力有限元分析技术研究
格式:pdf
大小:535KB
页数:4P
4.7
?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net 第42卷增刊原子能科学技术vol.42,suppl. 2008年12月atomicenergyscienceandtechnologydec.2008 焊接残余应力有限元分析技术研究 孙英学,卢岳川,臧峰刚 (中国核动力研究设计院核反应堆系统设计技术国家级重点实验室,四川成都 610041) 摘要:本文以岭澳核电站控制棒驱动机构(crdm)耐压壳ω焊接为例,应用ansys有限元生死单元技 术模拟焊接流程,并计算焊接后残余应力的分布,绘制残余应力分布曲线并进行计算结果分析。通过本 项目的研究,掌握了焊接残余应力
焊接残余应力有限元分析技术研究 (5)
格式:pdf
大小:1.3MB
页数:7P
4.3
发表时间:2009-6-22作者:孙英学*卢岳川*臧峰刚来源:安世亚太 关键字:ansys残余应力焊接生死单元 本文以某核电站crdm耐压壳ω焊接为例,应用ansys有限元生死单元技术模 拟焊接流程,并计算出焊接后残余应力的分布,绘制残余应力分布曲线并进行计 算结果分析。通过本项目的研究,掌握了焊接残余应力的分析技术,达到了研究 目的。 1前言 焊接在工业中的应用是不言而喻的,但同时焊接过程中产生的残余应力往往 又会导致焊接失效。因此,在工业中一般都要对残余应力进行消除,但这种消应 力处理往往在实际结构或环境中难以实现,就必须进行破坏性分析。 随着我国核反应堆的建设及运行,核级设备及管道会出现较多的缺陷,有的 缺陷必须进行打磨后焊接修复,同时要进行力学分析评价,此时,力学分析就必 须考虑由焊接而产生的残余应力。对于焊接后结构中的残余应力大小及分

热板焊接
格式:pdf
大小:180KB
页数:4P
4.3
何谓热板焊接由热板产生的热量软化接合表面的加压焊接方法。 因装置简便、焊接强度高,自古以来就被用于大型产品的焊接。 热板焊接的特征☆优点 焊接强度、效率高(在各焊接法中最佳) 可进行气密接合,可靠性好 制品、焊接部的形状设计相对来说比较容易 ★缺点 由热板产生的热量使制品软化,周期较长。 粘贴在热板上的树脂会出现拉丝现象(必须有相应的塑料粘贴对策) 当不同种类的树脂或金属与树脂相接合时,会出现强度不足。 焊接工艺装置是由热板与加压机构等所构成。 第一阶段:让制品接触热板,以融化黏接部 第二阶段:保持融化面的接触,以冷却凝固。 黏接部分的接合形状例 焊接部为平坦状 飞边露出深度形状 隐藏飞边形状 焊接条件温度设定基本上大于树脂熔点 低温时 o焊接周期长 o焊接强度低 高温时 o注意材料老化 以duracon为例,最佳温度为260℃左右 热板的制品加
压力容器焊接接头系数取值分析 压力容器焊接接头系数取值分析
格式:pdf
大小:1.3MB
页数:2P
4.5
文章根据实际工作经验,通过理论分析,总结了asme规范焊接接头系数取值规则,指出了我国压力容器规范中关于焊接接头系数取值存在的问题,并提出了解决方案。
不同异种钢管道焊接接头残余应力的数值模拟 不同异种钢管道焊接接头残余应力的数值模拟
格式:pdf
大小:1.1MB
页数:6P
4.6
利用有限元软件abaqus,开发了一个顺次耦合的热应力有限元计算程序,对0cr18ni9/20和1cr5mo/20异种钢焊接接头残余应力进行了有限元模拟分析.结果表明,无论是采用奥氏体不锈钢焊条a302焊条还是镍基焊条incone182焊条,0cr18ni9/20钢和1cr5mo/20钢焊接接头中最大的轴向残余应力和环向残余应力产生在20钢侧的热影响区,0cr18ni9侧有最小的焊接残余应力.采用incone182来代替a302可以有效地降低残余应力值,提高抗应力腐蚀开裂的能力.

压力管道焊接工艺卡
格式:pdf
大小:378KB
页数:6P
4.6
焊接工艺卡 焊接工艺评定编号pqr-wd-015 焊接部件zq、zd 母材类别ⅲ-2 坡口形式:焊接方法gtaw/smaw 焊接位置管状水平固定(5g) 厚度(mm)δ=9、10、11、13 外径(mm)φ=194、219、273、325 焊条r307 焊丝tig-r30 焊前准备 清除坡口两侧20mm范围内所有油漆、铁 锈等杂质,检查坡口形式及对口情况。 预热层间 温度 (℃) 焊后热处理 加热 方法 加热温度 (℃) 加热 方法 升温速率 (℃/h) 加热温度 (℃) 恒温时间(h) 降温速率 (℃/h) 电加热200-300≯400电加热≯300670-700 δ=9、10、11时0.5h δ=13时0.5h ≯300 保护气体氩气,纯度为99.95%以上,流量为8~9l/min。
塑料压力管道热板焊接接头瞬时应力有限元分析相关
文辑推荐
知识推荐
百科推荐


职位:桥梁工程标准员
擅长专业:土建 安装 装饰 市政 园林


