

基于Moldflow的塑料箱注塑成型CAE分析
格式:pdf
大小:689KB
页数:3P
人气 :61
 4.7
4.7
详细阐述了Moldflow技术的重要作用及地位,通过应用Moldflow/MPI软件对塑料箱模具进行CAE综合分析,用仿真注塑工艺参数来模拟产品的实际生产过程,显示了Moldflow技术在模具开发过程中对于优化塑料制品设计、优化塑料模设计和优化注射工艺参数等方面所起到的显著作用。



 塑料制品注塑成型缺陷的成因分析
塑料制品注塑成型缺陷的成因分析 塑料制品注塑成型缺陷的成因分析
通过列举几种注塑成型过程中最为典型的几种缺陷,结合生产实际,从影响注塑成型制品质量的因素(产生的物理原因、注塑模具和制品结构、注塑工艺参数有关的原因、塑料材料)着手,分析了归纳注塑成型制品典型质量缺陷产生的原因,并提出了克服缺陷的具体改良措施。
塑料梳子的注塑成型分析 塑料梳子的注塑成型分析
本文以塑料梳子的注塑模设计为例,借助模流分析软件moldflow对其充模时间、体积收缩、气穴、熔接痕和翘曲变形等进行模拟分析,根据分析结果优化模具设计方案,从而可以提高制品质量,缩短模具设计制造开发周期。
编辑推荐下载
印度首款注塑成型塑料翼子板面市 印度首款注塑成型塑料翼子板面市
格式:pdf
大小:343KB
页数:1P
4.7
sabic创新塑料业务部日前宣布,印度汽车制造商马恒达(mahindra&mahindra)在其一级供应商piasticomnium的支持下,研制出印度首款注塑成型的塑料翼子板,此产品将应用于新型全球xuv500运动型多功能车(suv)。
注塑成型生物塑料的开发 注塑成型生物塑料的开发
格式:pdf
大小:430KB
页数:5P
4.3
目前,世界上正积极开发原料来源于植物的生物塑料,以解决诸如化石燃料资源日益短缺、大气中co2含量不断增加等日益严重的问题。聚乳酸(pla)是一种容易得到的生物塑料,汽车业内人士正在研究将生物塑料用于汽车内饰件生产的可用性。由于pla抗冲击、抗水解和成型能力差,因此提出了由聚丙烯(pp)基体和混入其中的pla成分组成高分子合金的设想。通过选择最佳增容剂和优化弹性体的添加条件,使pla以亚微米级的大小弥散分布于pp基体内,克服了pla的不足,成功地开发出可注塑成型的生物塑料,满足了汽车内饰件外观、性能和批量生产的要求。
塑料箱注塑成型CAE分析热门文档
塑料微流控芯片的注塑成型 塑料微流控芯片的注塑成型
格式:pdf
大小:824KB
页数:6P
4.5
有别于传统的微流控芯片压塑成型方法,本文提出注塑成型加工塑料微流控芯片的新工艺.采用uv-liga技术制作成型微通道的型芯,设计制造了微流控芯片注塑模具.充模试验表明,如何使微通道复制完全是微流控芯片注塑成型的主要技术难点.模拟与理论分析表明,熔体在微通道处出现滞流现象是复制不完全的主要原因;搭建了可视化装置对此加以试验验证.利用正交试验方法进行充模试验,研究各工艺参数对微通道复制度的影响.试验表明模具温度对提高微通道复制度起决定性作用;注射速度和熔体温度是次要因素,而注射压力相对其他因素影响力较差,但必须保持在一个较高的水平.依此形成塑料微流控芯片的注塑成型工艺,对于宽80μm、深50μm截面的微通道而言,可使微通道复制度由70%提高到90%,满足使用要求.
塑料注塑成型及其模具的运用 塑料注塑成型及其模具的运用
格式:pdf
大小:155KB
页数:2P
4.7
注塑成型的加工方法,在工业生产中占有很重要的地位,其关系着我国工业更好的发展。研究和探讨塑料注塑成型及其模具的运用,不仅能够提高制品质量,还能够降低制作成本。基于此,本文主要对塑料注塑成型及其模具的运用进行了探讨。
塑料注塑成型及其模具的运用 塑料注塑成型及其模具的运用
格式:pdf
大小:141KB
页数:2P
4.5
随着我国经济的发展,对于工业生产中的产品质量有着更高的要求,不断提升塑料注塑的精密度,不仅是产品发展的要求,也是市场竞争的要求。因此,通过对塑料注塑分析实现其精密度对工业发展的至关重要。鉴于此,本文以注塑成型方法及模具特点为切入点,基于pp塑料的成型缺陷及原因的分析,提出了调控温度、调整注塑压力、注塑速度控制等对策。旨在不断的提升塑料注塑成型及其模具的运用质量献力。
课程设计塑料套管注塑成型
格式:pdf
大小:639KB
页数:25P
4.8
1 广东石油化工学院 课程设计说明书 题目塑料成型模具设计 专业:机电工程学院 班级:材控11-1 学生:梁开森 学号:11024180121 指导教师:罗宇玲 完成时间:2014年9月1日至2014年9月26日 2 《塑料成型模具设计》课程设计任务书 机电工程学院材料成型及控制工程专业班学生 一、课程设计题目:制订图示塑料制件的工艺规程并设计其成型模具 二、原始设计资料:按附图及要求(或实物+技术要求) 给定生产批量:大、或中、或小批量 三、设计工作起止日期:20年月日——20年月日 四、设计内容要求: 1.明确设计任务,确定成型工艺,选择成型设备; 2.确定成型模具的结构方案; 3.计算成型模具零件的工作
塑料箱注塑成型CAE分析精华文档

注塑成型保压过程CAE技术的应用
格式:pdf
大小:279KB
页数:4P
4.8
新材料?新工艺?新技术?新产品 文章编号:100523360(2003)20220001203 注塑成型保压过程cae技术的应用 张 君,董定福 (合肥工业大学材料科学与工程学院,安徽合肥230009) 摘 要: 为缩短产品开发周期,降低成本,提高质量,利用cae(computeraidedengineering)技术进行工艺参数 优化。介绍了注塑模保压过程和cae技术的概念,应用cae技术确定最大保压压力和保压时间的方法。用mold2 flow软件对注塑模保压过程进行模拟,并对得出的结果进行分析。 关键词: cae;注塑成型;保压过程 中图分类号:tq320.662 tp391.7 文献标识码:a 收稿日期:2002211211 注射成型在充填结束后,冷却导致体积收缩,如果 没有压力
防火塑料的热流道注塑成型 防火塑料的热流道注塑成型
格式:pdf
大小:136KB
页数:未知
4.4
为了弥补目前防火塑料的市场热流道成型的空白,本文分析了防火塑料注塑的特点,针对防火料注塑难点进行分析,并针对热流道结构特点深入剖析,提出防火塑料专用热流道注塑成型的方案,满足客户对高防火塑料的注塑要求。
注塑成型参数表
格式:pdf
大小:572KB
页数:16P
4.7
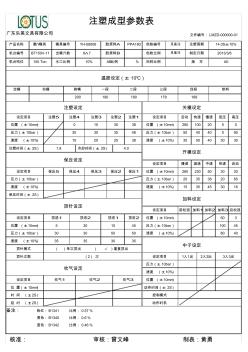
广东乐美文具有限公司 备注: 注塑成型参数表 文件编号:lmzd-000000-01 产品名称酷y模具模具编号yh-09006胶原料appa180色粉编号见备注注塑周期14.0s±10% 机台编号bt150v-11出模穴数8∧7胶原料b色粉比例见备注制定日期2013/3/6 机台吨位150ton水口比例10%ab比例%回料比例 动模射嘴一段 版本a0 温度设定(±10℃) 200190 二段三段四段烘料定模 注塑2注塑1设定项目启动 180178168 快速慢速低压高压 注塑设定关模设定 设定项目注塑5注塑4注塑3 503038位置(±10mm)280 压力(±10bar)3030 100
 改进注塑成型工艺 严把塑料制品质量
改进注塑成型工艺 严把塑料制品质量 改进注塑成型工艺 严把塑料制品质量
格式:pdf
大小:552KB
页数:2P
4.4
随着塑料工业的迅速发展,塑料制品日益普及,现已广泛应用于各行各业。近年来,由于汽车、建筑、家用电器、食品、医药等产业对注塑制品的需求日益增长,注塑成型技术水平也得到了逐步发展和提高。塑料制品的生产过程非常复杂。其中,注塑成型是塑料制品的一种重要成型方式,在目前的工程塑料业中,80%采用了注塑成型。注塑成型的工艺非常复杂,塑料制品的成型质量也因此受到很多因素的影响,例如注塑机械、注塑模具的设计参数、注射压力、成型温度、工件的几何形状和尺寸等。
塑料箱注塑成型CAE分析最新文档
 注塑成型工艺对塑料制品的影响
注塑成型工艺对塑料制品的影响 注塑成型工艺对塑料制品的影响
格式:pdf
大小:224KB
页数:3P
4.6
注塑成型是塑料加工中重要成型方法之一,注塑工艺不仅决定着成型件的形状、外观质量,更重要的是对产品性能有明显的影响,本文主要总结了注塑工艺对成型品性能的影响,提出了要获得优异性能的产品对工艺控制的建议。
防火塑料的热流道注塑成型 防火塑料的热流道注塑成型
格式:pdf
大小:136KB
页数:未知
4.8
为了弥补目前防火塑料的市场热流道成型的空白,本文分析了防火塑料注塑的特点,针对防火料注塑难点进行分析,并针对热流道结构特点深入剖析,提出防火塑料专用热流道注塑成型的方案,满足客户对高防火塑料的注塑要求。
硬质PVC干混料注塑成型要点分析 硬质PVC干混料注塑成型要点分析
格式:pdf
大小:239KB
页数:3P
4.4
对影响硬质pvc干混料注塑成型产品质量的主要因素:硬质pvc干混料的配方、注塑机的选择、注塑产品的结构设计、模具设计以及注塑工艺等多方面进行了比较祥细地分析,总结了使用pvc干混料注塑产品时可能出现的产品缺陷及问题,结合实际给出了一般使用条件下pvc产品的干混料注塑成型的配方方法和注塑加工工艺参数。
微发泡注塑成型及可微发泡注塑材料 微发泡注塑成型及可微发泡注塑材料
格式:pdf
大小:86KB
页数:1P
4.7
微发泡是指以热塑性材料为基体,制品中间层密布尺寸从十到几十微米的封闭微孔。微发泡注塑成型技术突破了传统注塑的诸多局限,在基本保证制品性能的基础上,可以明显减轻质量和成型的周期,大大降低机台的锁模力,并具有内应力和翘曲小、平直度高,没有缩水,尺寸稳定,成型视窗大等特点,特别是在生产高精密和材料较贵的制品上与常规注塑相比较独具优势,成为近年来注塑技术发展的一个重要方向。
基于Pro/E塑料顾问的手机前盖注塑成型工艺分析 基于Pro/E塑料顾问的手机前盖注塑成型工艺分析
格式:pdf
大小:2.2MB
页数:4P
4.6
从实用角度出发,以主流三维模具设计软件pro/e中的塑料顾问为平台,以手机前盖注塑零件为实例,对塑料制品进行注塑成型工艺分析和注塑成型模拟。结果表明:pro/e塑料顾问可提高塑料制品的成型质量,减少缺陷的产生降,低生产成本缩,短生产周期。

注塑成型作业指导书
格式:pdf
大小:136KB
页数:6P
4.6
深圳市中悦电子有限公司 注塑成型作业指导书 核准审核制表 编号:zy-qc-30制定日:2013-07-29实施日:2013-07-29版次:a/0页码:1/6 注塑成型作业指导书 一.注塑成型的原理: 1.注塑成型:指将注射用的置于能加热的料筒内,受热、塑化,再施加压力,使熔体塑料注入到所需形状的模具中,经过 冷却定型后脱模,得到所需形状的制品。 2.注塑成型三要素:注塑机、模具、原料 3.注塑成型条件五大要素:压力-时间-速度-位置-温度。 二.注塑机: .注射机的结构: a.注射系统:主要使塑料塑化和使熔体塑料注入模具功能 b.合模系统:主要模具的开模、锁模、调模、顶出功能 c.传动系统:主要控制注射机的动作能力。如油压阀、电动机 d.电气控制系统:主要注射机内部电路、开关、电路板 3.注射机的操作: a.打开注射机总电源及各开关,旋开紧急停止键 b.按下

注塑成型充模过程的温度场计算
格式:pdf
大小:467KB
页数:7P
4.5
收稿日期:2000207204;修改稿收到日期:20012022151 基金项目:国家自然科学基金重点项目(19632004)资助1 作者简介:王利霞(19692),女,副教授,郑州大学北区橡塑模 具国家工程研究中心在读博士生1 第19卷第2期 2002年5月 计算力学学报 chinesejournalofcomputationalmechanics vol.19,no.2 may2002 文章编号:100724708(2002)0220173206 注塑成型充模过程的温度场计算 王利霞, 申长雨, 陈静波, 刘春太, 董斌斌 (郑州大学橡塑模具国家工程研究中心,河南郑州450002) 摘 要:对注塑成型过程中充填阶段的非等温效应的数值模拟进行了研究,模拟
基于DOE的注塑成型工艺参数优化
格式:pdf
大小:1.6MB
页数:3P
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
塑料箱注塑成型CAE分析相关
文辑推荐
知识推荐
百科推荐


职位:安全质量环境管理员
擅长专业:土建 安装 装饰 市政 园林


