

水冷却工艺在不锈钢薄板焊接中的应用研究
格式:pdf
大小:749KB
页数:3P
人气 :55
 4.7
4.7
在对不锈钢薄板筒体与筒体加强圈进行混合气体保护自动焊时,采用对角焊缝背面通水冷却的方法,研究了水冷却工艺对筒体变形量的影响。结果表明:采用水冷却工艺后,筒体变形量减小很多。当焊接电流为125~145 A,电弧电压为21~24 V,焊接速度为470~490 mm/min时,既保证了焊缝成形效果,同时筒体变形量较小。




不锈钢薄板焊接
薄壁不锈钢板的tig自动焊接 陈春阳 昆山华恒焊接设备技术有限公司215301 摘要:随着我国不锈钢市场的不断扩大,不锈钢板的消费量也逐年增加,薄壁不锈钢板也已经深入到各种 生产制造领域中,因此薄壁不锈钢板的焊接也就成为生产制造中一个重要工序,由薄壁不锈钢板自身的焊 接工艺特点决定了其焊接存在的难度,本文着重介绍薄壁不锈钢板的tig焊接工艺。 关键词:薄壁不锈钢板tig焊接焊接工艺 前言: 不锈钢在我国的使用量正逐年增加,不锈钢的使用量由1988年的30万吨增加到2000 年的165万吨,年增长率为15.26%。而在不锈钢的使用中以薄板为主,2000年薄板的消费 量为91万吨,占到使用总量的一半。而且薄壁不锈钢板也已经应用到国民生产和生活的各 个领域,如:食品加工行业,主要制造食品加工机械;压力容器行业,主要是机电和化工部 门;电力工业。另外还有一些
 不锈钢薄板焊接裂纹成因分析
不锈钢薄板焊接裂纹成因分析 不锈钢薄板焊接裂纹成因分析
某不锈钢薄板在钎焊过程中产生裂纹,通过对裂纹表面的宏观形貌、微区形貌以及微区成分进行分析,查明了其开裂原因。结果表明:由于在钎焊过程中有铜粒子熔化渗入到不锈钢的晶粒边界,在晶粒边界形成脆性液膜,因此铜脆是导致该不锈钢薄板产生裂纹的主要原因。最后根据开裂原因提出了相应的改进措施和建议。
编辑推荐下载
 钨极氩弧焊在不锈钢薄板焊接中的应用
钨极氩弧焊在不锈钢薄板焊接中的应用 钨极氩弧焊在不锈钢薄板焊接中的应用
格式:docx
大小:44KB
页数:未知
3
钨极氩弧焊在不锈钢薄板焊接中的应用——分析了不锈钢薄板焊接熔池受力情况与该工作的焊接变形。详细介绍了钨极氩弧焊焊接不锈钢薄板时的焊接工艺要领和应用。

不锈钢薄板焊接质量影响原因分析
格式:pdf
大小:571KB
页数:8P
4.7
(304)不锈钢薄板焊接质量影响原因 分析管理 投票 评论收藏博客引用推荐本文发布者:杨勇光分类: 金属学/金属工艺 摘要:简明介绍了焊接质量方面的几个评价要素及含义,分析了影响这几个评价要素基本原因及一些 解决方法。并提出了长焊缝的收缩问题及解决办法,在工艺上用引弧板和收弧板解决起弧和收弧时质 量不稳定性。 关键词:不锈钢、焊接质量、焊缝 1引言 不锈钢焊接由于焊接方法、设备、材料、工艺手段、操作方法不同,所得到的焊接质量千差万别。现 就直流钨极氩弧机,采用直流正接法,在焊接304不锈钢薄板中影响其焊接质量的一些主要原因分析 及解决办法供大家参考。 2焊接质量评价术语的含义 2.1焊接缝牢固度:主要看工件正反二面材料是否完全熔接,抗拉抗折能力。 2.2焊缝平面度:指的是焊缝及热影响区实际平面与基准平面间隙值,间隙越大工件变形量就越大, 平面度就越差,反
水冷却工艺在不锈钢薄板焊接中的应用研究热门文档
不锈钢薄板焊接方法的探讨 不锈钢薄板焊接方法的探讨
格式:pdf
大小:214KB
页数:3P
4.8
随着我国不锈钢市场的不断扩大,不锈钢板的消费量也逐年增加,薄肇不锈钢板也已经深入到各种牛产制造领域中,因此薄壁不锈钢板的焊接也就成为生产制造中一个重要工序,由薄壁不锈钢板自身的焊接工艺特点决定了其焊接存在的难度,本文着重介绍薄壁不锈钢板的焊接工艺及其特点.
TIG焊接不锈钢薄板
格式:pdf
大小:60KB
页数:7P
4.4
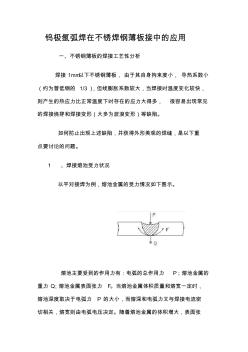
钨极氩弧焊在不锈焊钢薄板接中的应用 一、不锈钢薄板的焊接工艺性分析 焊接1mm以下不锈钢薄板,由于其自身拘束度小,导热系数小 (约为普低钢的1/3),但线膨胀系数较大,当焊接时温度变化较快, 则产生的热应力比正常温度下时存在的应力大得多,很容易出现常见 的焊接烧穿和焊接变形(大多为波浪变形)等缺陷。 如何防止出现上述缺陷,并获得外形美观的焊缝,是以下重 点要讨论的问题。 1、焊接熔池受力状况 以平对接焊为例,熔池金属的受力情况如下图示。 熔池主要受到的作用力有:电弧的总作用力p;熔池金属的 重力q;熔池金属表面张力f。当熔池金属体积质量和熔宽一定时, 熔池深度取决于电弧力p的大小,而熔深和电弧力又与焊接电流密 切相关,熔宽则由电弧电压决定。随着熔池金属的体积增大,表面张 力f也随着增大,造成表面张力不能平衡电弧作用力p和熔池金属的 重力q,此时熔池
不锈钢薄板激光焊接工艺研究 不锈钢薄板激光焊接工艺研究
格式:pdf
大小:636KB
页数:3P
4.4
针对不锈钢薄板的激光焊接进行了研究,分析了激光工艺参数对超薄不锈钢板焊接质量的影响。结果表明,对于不锈钢薄板激光焊接,脉冲工作电流和脉冲宽度对焊缝成形影响很大。在合适的工艺参数下,超薄不锈钢薄板焊缝成形良好,焊接接头基本与母材等强。
 浅谈不锈钢薄板容器的焊接
浅谈不锈钢薄板容器的焊接 浅谈不锈钢薄板容器的焊接
格式:pdf
大小:288KB
页数:2P
4.6
对6~8mm薄板不锈钢容器的焊接进行了实践,提出了"焊条电弧焊+埋弧自动焊"组合焊接法,解决了焊缝外观成形较差、工作效率低、成本高、劳动强度大等缺点,取得了良好的结果。
水冷却工艺在不锈钢薄板焊接中的应用研究精华文档
不锈钢薄板的焊接技术探讨 不锈钢薄板的焊接技术探讨
格式:pdf
大小:83KB
页数:3P
4.4
本文主要分析了不锈钢薄板的焊接方法及其研究现状,分析认为,钨极氩弧焊即非熔化极氩弧焊最适合焊接较薄的不锈钢钢板。因为tig焊焊接时热量集中,热影响区小,变形小。
不锈钢薄板容器的焊接方法 不锈钢薄板容器的焊接方法
格式:pdf
大小:121KB
页数:1P
4.6
对6~8mm薄板不锈钢容器的焊接进行了实践,提出了"焊条电弧焊+埋弧自动焊"组合焊接法,解决了焊缝外观成形较差、工作效率低、成本高、劳动强度大等缺点,取得了良好的结果。
不锈钢薄板激光切孔工艺研究 不锈钢薄板激光切孔工艺研究
格式:pdf
大小:479KB
页数:2P
4.5
利用连续光纤激光器,通过对0.3mm不锈钢薄板进行激光打孔试验,分析了激光功率、切割速度、加速度/减速度和调制频率对孔质量的影响。实验结果表明,要得到较好的孔效果,不能单一只考虑一个参数,需要进行综合分析,选择合适的参数,提高孔的质量和生产效率。
0.8MM不锈钢薄板氩弧焊焊接工艺
格式:pdf
大小:22KB
页数:2P
4.7
0.8mm不锈钢薄板氩弧焊焊接工艺 设计要求大型隔热门选用0。8mm厚0cr18ni9材料,面板正面不允许拼焊,侧面拼 焊后焊缝表面必须无凹陷。无咬边,平整光洁,且整个面板拼焊后无波浪变形缺陷发生。由 于大型隔热门面板薄,面积大(3046mm*1352mm*0。8mm),受板料规格限制,面板 上必设计两道拼接焊缝。因此焊接过程中不但要解决不锈钢薄板长焊缝的焊接质量问题,还 要控制好面板焊后变形。考虑到自动tig焊缝工艺具有单面焊双面成形,焊缝质量好,焊 后变形小,焊接效率高等优点,特别适合于不锈钢薄板长焊缝的焊接,决定采用自动tig 焊单面焊双面成形工艺解决0。8mm厚0cr18ni9薄板的拼焊问题。 1试验目的 通过对于0。8mm厚0cr18ni9薄板的自动tig焊单面焊双面成形工艺试验,制定 出合理的焊接工艺参数;采取合适的焊接

水冷却工艺在不锈钢薄板焊接中的应用研究最新文档
薄板不锈钢焊接规程(精选.)
格式:pdf
大小:67KB
页数:3P
4.5
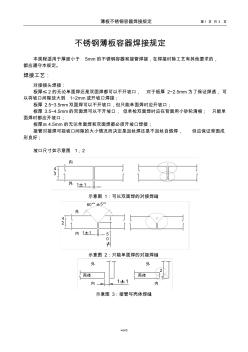
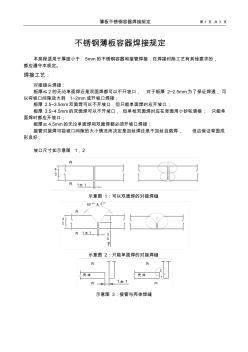
薄板不锈钢容器焊接规定第1页共3页 word. 不锈钢薄板容器焊接规定 本规程适用于厚度小于5mm的不锈钢容器和接管焊接,在焊接时除工艺有其他要求的, 都应遵守本规定。 焊接工艺: 对接接头焊接: 板厚≤2的无论单面焊还是双面焊都可以不开坡口,对于板厚2~2.5mm为了保证焊透,可 以将坡口间隙放大到1~2mm或开坡口焊接; 板厚2.5~3.5mm双面焊可以不开坡口,但只能单面焊时应开坡口; 板厚3.5~4.5mm的双面焊可以不开坡口,但单枪双面焊时应在背面用小砂轮清根;只能单 面焊时都应开坡口; 板厚≥4.5mm的无论单面焊和双面焊都必须开坡口焊接; 接管对接焊可视坡口间隙的大小情况而决定是加丝焊还是不加丝自熔焊,但应保证背面成 形良好; 坡口尺寸如示意图1,2 1±1外 内 3- 4 示意图1:可以双面焊的对接焊缝 60°±5° 2- 4 1±
薄板不锈钢焊接规程
格式:pdf
大小:67KB
页数:3P
4.8
薄板不锈钢容器焊接规定第1页共3页 不锈钢薄板容器焊接规定 本规程适用于厚度小于5mm的不锈钢容器和接管焊接,在焊接时除工艺有其他要求的, 都应遵守本规定。 焊接工艺: 对接接头焊接: 板厚≤2的无论单面焊还是双面焊都可以不开坡口,对于板厚2~2.5mm为了保证焊透,可 以将坡口间隙放大到1~2mm或开坡口焊接; 板厚2.5~3.5mm双面焊可以不开坡口,但只能单面焊时应开坡口; 板厚3.5~4.5mm的双面焊可以不开坡口,但单枪双面焊时应在背面用小砂轮清根;只能单 面焊时都应开坡口; 板厚≥4.5mm的无论单面焊和双面焊都必须开坡口焊接; 接管对接焊可视坡口间隙的大小情况而决定是加丝焊还是不加丝自熔焊,但应保证背面成 形良好; 坡口尺寸如示意图1,2 1±1外 内 3 -4 示意图1:可以双面焊的对接焊缝 60°±5° 2 -4 1 ± 0
不锈钢薄板类工件的车削工艺 不锈钢薄板类工件的车削工艺
格式:pdf
大小:111KB
页数:2P
4.8
我公司承揽的风电项目中,需要加工一批不锈钢(1cr18ni9)材质的薄板类密封环(见图1)。现介绍该类密封环的车序加工工艺措施,为解决不锈钢薄板类工件的加工提供一种新方法。

不锈钢薄板制作工艺
格式:pdf
大小:3.0MB
页数:8P
4.4
图一:t=1.5不锈钢sus316风管 法兰内口与风管满焊。 图二:t=1.5不锈钢sus316风管 加强筋采用同材质的30*40*30的u型钢沿气流方向加强,加强间距≤400mm,均匀 花焊 图三:t=1.5不锈钢sus316风管 法兰外口与风管铆接,铆钉φ4*12sus316,间距≤150mm 图四:t=1.5不锈钢sus316风管 风管中部采用楞(压)筋加强,槽口深度φ6^φ8,加强筋间距≤400mm 图五:t=1.5不锈钢sus316风管 风管对角折边成型,满焊。风管焊接完成后整体钝化处理,去除焊接氧化层。 图六:t=1.0不锈钢sus316风管 法兰外口与风管铆接,内口翻边5^7mm 图七:t=1.0不锈钢sus316风管 风管支管采用楞(压)筋加强,与主管翻边铆接 图八:t=1.0不锈钢s
 不锈钢薄板双面氩弧焊焊接工艺研究
不锈钢薄板双面氩弧焊焊接工艺研究 不锈钢薄板双面氩弧焊焊接工艺研究
格式:pdf
大小:95KB
页数:2P
4.7
本文通过对不锈钢薄板制压力容器双面氩弧焊焊接工艺研究分析,确定合理的焊接工艺参数,提高焊接生产效率,减少焊接变形,保证产品质量。
YAG激光焊接不锈钢薄板焊接工艺参数优化 YAG激光焊接不锈钢薄板焊接工艺参数优化
格式:pdf
大小:450KB
页数:未知
4.8
激光焊接是目前应用较广的激光焊接技术,对于薄板焊接时激光深熔焊接的焊接深熔比可以达到2:1,其焊接强度和稳定都优于传统焊接。本文采用yag激光器对2mm厚的0gr18ni9进行焊接试验,测量焊接的熔深和熔宽,并采用正交试验法进行参数优化,分析激光参数对焊缝的影响,通过显微硬度测试分析焊接接头的硬度,为激光焊接工艺参数选择提供可靠的依据。
Cr17型超低碳铁素体不锈钢薄板焊接工艺及接头性能 Cr17型超低碳铁素体不锈钢薄板焊接工艺及接头性能
格式:pdf
大小:197KB
页数:2P
4.5
主要研究cr17型超低碳铁素体不锈钢薄板焊接工艺及接头性能,对铁素体不锈钢的韧性、耐腐蚀性能和焊接性进行了讨论,并对其薄板焊接工艺与接头性能进行了分析。
不锈钢薄板TIG焊的工艺要领及操作技巧 不锈钢薄板TIG焊的工艺要领及操作技巧
格式:pdf
大小:163KB
页数:未知
4.4
随着国家经济的发展和人民群众生活水平的提高,不锈钢薄板在航空航天、医疗器械和人民群众日常生活用品中的使用也越来越广泛,不绣钢薄板的焊接也成为了人们关注的重点。重点介绍了钨极氩弧焊在不锈钢薄板焊接中的优点、缺点、焊接工艺要领以及tig焊实际操作技巧,帮助我们尽快的了解和掌握利用钨极氩弧焊对不锈钢薄板进行焊接的技术。
水冷却工艺在不锈钢薄板焊接中的应用研究相关
文辑推荐
知识推荐
百科推荐


职位:建筑给排水绘图员
擅长专业:土建 安装 装饰 市政 园林


