

双流浇注连续铸造铝合金梯度材料的工艺参数
格式:pdf
大小:562KB
页数:4P
人气 :57
 4.5
4.5
从宏观的角度总结了影响双流浇注连续铸造制备铝合金梯度材料的因素 ,分析了确定浇注温度、铸造速度、内浇包的导流管设计等关键工艺参数时需要注意的问题 ,以便控制上述参数在一定的范围内变化 ,确保铝合金获得所期望的梯度分布。并以 2 0 2 4/30 0 3合金的制备为例 ,提供了一些操作可行的参数 ,这些工作将为双流浇注连续铸造制备铝合金梯度材料提供指导



泡沫铝合金的渗流铸造工艺参数研究
选择食盐粒子作为填料进行正交试验,分析了粒子预热温度、浇注温度、渗流压力和真空度对铝合金液充型过程的影响。结果表明,粒子预热温度对渗流工艺的影响最为显著,适当提高浇注温度和渗流压力有助于渗流过程的进行,适度的真空度有利于降低铝液的氧化程度、增加渗流长度、缩短渗流时间。
编辑推荐下载
 半连续铸造铝合金圆锭冷却过程传热研究
半连续铸造铝合金圆锭冷却过程传热研究 半连续铸造铝合金圆锭冷却过程传热研究
格式:pdf
大小:125KB
页数:未知
4.8
通过试验法测定了铸造过程中准100mm的铝合金铸锭近表面的动态温度,采用逆向法计算出其水冷段的换热系数。结果表明,随着铸锭表面温度的降低,换热系数逐渐增大;在温度由400℃降至130℃的过程中,换热系数急剧增大,在130℃左右时达到最大,其最大值大约为23000w/(m.k);当温度继续降低时,铸锭表面换热系数迅速减小。最后分析了换热系数变化的原因。
双流浇注连续铸造铝合金梯度材料工艺参数热门文档

铸造铝合金生产工艺的优化
格式:pdf
大小:92KB
页数:2P
4.4
叙述铸造铝合金半连续铸造工艺,其中着重介绍a356.2合金的立式半连续铸造工艺,此工艺的创新对提高铸造铝合金的产品质量及环境保护都具有重大意义。
铸造铝合金熔体净化技术及工艺进展
格式:pdf
大小:178KB
页数:3P
4.7
介绍了熔体杂质主要种类和危害,分析了高强度铝合金熔体净化工艺现状及发展趋势。指出,传统的熔炼设备,通气、过滤设备及工艺不能满足航空航天对高强度铸造铝合金提出的高标准要求,而对一体炉、精炼剂、净化设备及工艺等的研究是今后主要的发展方向。
 等离子喷涂法制备铝合金梯度搪瓷涂层
等离子喷涂法制备铝合金梯度搪瓷涂层 等离子喷涂法制备铝合金梯度搪瓷涂层
格式:pdf
大小:444KB
页数:2P
4.6
采用等离子喷涂技术在铝合金表面喷涂一层薄的ni/al过渡层,再进行搪烧,以提高瓷层与基体的结合强度。实验结果表明,通过等离子喷涂,熔融的ni/al粉末被雾化后高速撞击到铝合金表面,与基体牢固结合,涂搪烧结后,瓷层与基体间的结合强度显著提高,瓷层的裂纹和脱瓷现象得到控制。
双流浇注连续铸造铝合金梯度材料工艺参数精华文档
确定铝合金连续铸造工艺参数时应注意的几个问题 确定铝合金连续铸造工艺参数时应注意的几个问题
格式:pdf
大小:151KB
页数:4P
4.6
讨论在了铝合金连续铸造生产实践中确定工艺参数时应注意的有关问题,供从事变形铝合金铸造生产人员参考。
确定铝合金连续铸造工艺参数时应注意的几个问题 确定铝合金连续铸造工艺参数时应注意的几个问题
格式:pdf
大小:151KB
页数:未知
4.3
讨论在了铝合金连续铸造生产实践中确定工艺参数时应注意的有关问题,供从事变形铝合金铸造生产人员参考。
铸造铝合金铸造工艺相关热点问题的探讨 铸造铝合金铸造工艺相关热点问题的探讨
格式:pdf
大小:114KB
页数:未知
4.4
如今对铸造铝合金的研究包括很多方面,比如合金元素在合金中的作用、合金成分的优化和新的合金的研究、合金的熔炼、合金液的精炼处理、合金的晶粒细化、铝硅合金的变质处理、传统铸造方法的优化和开发新的铸造方法以满足铝合金铸件的大型化、薄壁化、复杂化要求。本文则在此基础上对铝合金铸造工艺相关热点问题进行一番探讨。
铝合金熔体发泡过程的工艺参数控制 铝合金熔体发泡过程的工艺参数控制
格式:pdf
大小:148KB
页数:未知
4.6
以tih2为发泡剂的熔融铝合金发泡过程是一个非等温过程,初始发泡温度与tih2的加入量之间有一最佳配合,在本实验条件下,tih2(〈300目)加入量为2%(w),初始发泡温度680℃,可使含钙2%(w)和镁1%(w)的工业纯铝获得良好的发泡效果,实验表明,选择凝固温度区间大的铝合金材料,有利于发泡过程的工艺参数控制。
各国铸造铝合金牌号对照
格式:pdf
大小:2.1MB
页数:105P
4.4
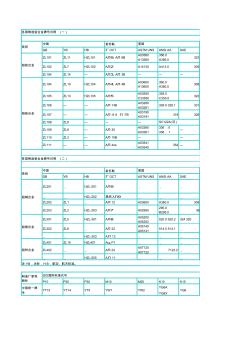
前苏联 gbybhbгoctastmunsansiaasae zl101zl11hzl101aл9,aл9b a03560 a13560 356.0 a356.0 323 zl102zl7hzl102aл2a14130a413.0305 zl104zl14—aл3,aл3b——— zl104zl10hzl104aл4,aл4ba03600 a13600 360.0 a360.0 309 zl105zl13hzl105aл5 a03550 c33550 355.0 c355.0 322 zl106——aл14b a03280 a03281 328.0328.1331 zl107——aл-6aл-7b a03190 a03191319326 zl108zl8——— zl109zl9—
双流浇注连续铸造铝合金梯度材料工艺参数最新文档
铸造铝合金定义分类用途
格式:pdf
大小:49KB
页数:3P
4.5
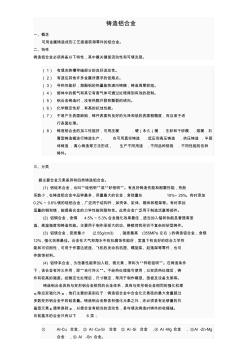
铸造铝合金 一、概念 可用金属铸造成形工艺直接获得零件的铝合金。 二、特性 铸造铝合金必须具备以下特性,其中最关键是流动性和可填充型。 (1)有填充狭槽窄缝部分的良好流动性。 (2)有适应其他许多金属所要求的低熔点。 (3)导热性能好,熔融铝的热量能快速向铸模,铸造周期较短。 (4)熔体中的氢气和其它有害气体可通过处理得到有效的控制。 (5)铝合金铸造时,没有热脆开裂和撕裂的倾向。 (6)化学稳定性好,有高的抗蚀性能。 (7)不易产生表面缺陷,铸件表面有良好的光泽和低的表面粗糙度,而且易于进 行表面处理。 (8)铸造铝合金的加工性能好,可用压模.硬(永久)模.生砂和干砂模.熔模.石 膏型铸造模进行铸造生产,也可用真空铸造.低压和高压铸造.挤压铸造.半固 体铸造.离心铸造等方法形成,生产不同用途.不同品种规格.不同性能

铸造铝合金牌号对照表
格式:pdf
大小:89KB
页数:5P
4.5
铸造铝合金牌号对照表 类 别 中国前苏联美国英国法国原联邦德国 日本 jisisogbybhbгoct astm unsansiaasaebsbs/lnfairladin 铝 硅 合 金 zl101zl11hzl101 aл9, aл9b a03560 a13560 356.0 a356.0 323——a-s7gas7g03 g—alsi7mg (3.2371.61) ac4calsi7mg zl102zl7hzl102aл2a14130a413.0305lm204l33a-s13—g—alsi12 (3.2581.01) ac3aalsi12 zl104zl14— aл3, aл3b ————————ac2b— 铝 硅 合 金 zl104zl10hzl10
压缩机叶轮用铸造铝合金 压缩机叶轮用铸造铝合金
格式:pdf
大小:41KB
页数:1P
4.8
本专利提供了一种新型压缩机叶轮用铸造铝合金,和过去的铝合金比较,这种新型合金的常温强度与伸长率较高,也具有较高的高温强度,它的主要化学成分如下(wt%):1.5~4.0si,1.0~5.0cu,0-3—0.7mg,0.05~0.3ti,0.005~0.08sr,
铸造铝合金现状及未来发展 铸造铝合金现状及未来发展
格式:pdf
大小:164KB
页数:未知
4.5
随着我国经济水平和科学技术水平的不断发展和提高,铸造铝合金因其自身具有良好的强度和耐腐蚀性,在航空航天、汽车机械制造等行业得到广泛应用。随着铝合金铸造技术的不断发展、完善,极大地推动了高质量铸造铝合金在我国的生产应用,满足了市场相关行业对于铸造铝合金性能的相关需求,为了推动铸造铝合金更广泛的应用,就要深入研究、分析铸造铝合金技术,不断提高产品质量。本文就铸造铝合金现状及未来发展进行了探究。
压力铸造铝合金结构件 压力铸造铝合金结构件
格式:pdf
大小:55KB
页数:未知
4.6
本发明推荐一种含si≤1.4%、fe≤0.8%、mn0.1—1.6%、mg≤5.0%、ti≤0.2%、zn≤0.1%、其余每一种杂质含量≤0.02%(总量≤0.2%)的铝合金。该合金还可添;0uo.05~0.3%v,以提高铸造性能(无铸造缺陷)及合金的韧性,并通过适当选择热处理温度和时间来得到良好的强度和塑性性能。
铝合金熔体发泡过程的工艺参数控制 铝合金熔体发泡过程的工艺参数控制
格式:pdf
大小:148KB
页数:6P
4.8
以tih2为发泡剂的熔融铝合金发泡过程是一个非等温过程,初始发泡温度与tih2的加入量之间有一最佳配合,在本实验条件下,tih2(〈300目)加入量为2%(w),初始发泡温度680℃,可使含钙2%(w)和镁1%(w)的工业纯铝获得良好的发泡效果,实验表明,选择凝固温度区间大的铝合金材料,有利于发泡过程的工艺参数控制。

铸造铝合金数据库设计与开发
格式:pdf
大小:934KB
页数:3P
4.5
利用c++builder软件开发了一套铸造铝合金数据库系统,用来收集、整理有关铸造铝合金材料的相关信息。该系统实现了对铸造铝合金材料的数据维护、查询、排序、打印等功能。研究了如何实现该系统的各项功能。系统界面清晰、明了,数据真实可靠,功能较完整。
铸造铝合金车轮的轻量化设计
格式:pdf
大小:616KB
页数:5P
4.5
将铝合金车轮分为正面、轮辋、轮辐背腔及轮心背腔等设计区域,详细阐述了车轮各部位进行轻量化设计的要求.在铸造铝合金车轮的设计过程中,应根据车轮不同部位的特点有针对性地使用相应的轻量化设计方法.根据设计实践,采用这些方法可以有效缩短轻量化设计周期,满足车轮轻量化的要求.
双流浇注连续铸造铝合金梯度材料工艺参数相关
文辑推荐
知识推荐
百科推荐


职位:暖通设计工程师
擅长专业:土建 安装 装饰 市政 园林


