

数控机械加工工序卡
格式:pdf
大小:924KB
页数:11P
人气 :78
 4.8
4.8
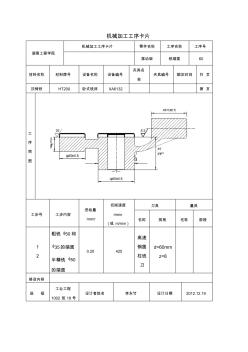
武汉软件 工程职业学院 数控机械加工工序卡 产品型号 零(部)件图号 文件编号 产品名称 车床斜槽轴零件 零(部)件名称 共 页 第 页 工 序 附 图 : 车 间 工 序 号 工 序 名 材料牌号 102 1 外圆加工 45#钢 毛坯种类 毛坯外形尺寸 毛坯件数 每台件数 Ф60x112 1 1 设备名称 设备型号 设备编号 同时加工件数 华中数控 夹 具 编 号 夹 具 名 称 切 削 液 工位器具编号 工位器具名称 工序工时 单件 准终 工 步 号 工 步 内 容 刀 具 进 给 行 程 主轴 转速 n 切削 速度 Vc 进给 量 f 切削 深度 ap 进 给 次 数 工步工 时 T 码 种类规格 刀 辅 具 长 度 半 径 长度 补偿 半径 补偿 加 工 切 入 切 出 单 件 准 终 1 倒角 C2 外圆车刀(粗车) 90 0.4 2 0 2 1000 45 100



 新型数控机械加工进刀工艺的改进措施
新型数控机械加工进刀工艺的改进措施 新型数控机械加工进刀工艺的改进措施
随着社会和科技水平的不断发展,数控机械加工技术逐渐得到了革新与进步。本文主要是对目前国内的新型数控机械加工进刀工艺的相关改进措施进行分析。首先以数控加工和进刀工艺的概念等作为本文主要的切入点,其次根据当前进刀工艺的特征与现状提出相关的改进意见,最后对改进结果进行探究。希望本文能够给数控加工领域带来新的参考价值。
新型数控机械加工进刀工艺的改进措施 新型数控机械加工进刀工艺的改进措施
针对当前数控机械加工进刀工艺现状进行分析,提出了新型数控机械加工进刀工艺的改进措施,对改进后数控机械加工进刀工艺在机械加工过程中的应用效果进行比对.以期为优化数控机械加工进刀工艺,提高数控机械加工进刀工艺使用价值.
编辑推荐下载
新型数控机械加工进刀工艺的改进措施 新型数控机械加工进刀工艺的改进措施
格式:pdf
大小:1.9MB
页数:1P
4.5
数控技术是现代制造业的基础,水平与应用程度体现着一个国家的综合实力.相关技术人员应根据工作实践,优化数控机械加工效率,促进企业的进一步发展.文章描述了数控机械加工改进进刀工艺的措施,详细阐明了改进的步骤,通过使用得知改进后的工艺,使得进刀速度高、精度准,具有一定的参考价值.
解析新型数控机械加工进刀工艺的改进措施 解析新型数控机械加工进刀工艺的改进措施
格式:pdf
大小:1.6MB
页数:2P
4.5
随着社会经济的发展以及科学技术水平的进步,数控机械加工技术有革命性的发展和进步.数控技术的发展,其应用的领域不断扩大,对于我国的汽车制造行业、轻工业以及医疗器械等各种行业的发展有着重要作用,促使其实现数字化发展.本文分析了数控加工工艺的现状,并且对其进刀工艺的改进展开探究,做好走刀的设置,最后对其进刀工艺的效果展开分析,促进新型数控机械加工工艺的发展.
数控机械加工工序卡热门文档
新型数控机械加工进刀工艺的改进措施 新型数控机械加工进刀工艺的改进措施
格式:pdf
大小:193KB
页数:1P
4.5
文章描述了数控机械加工改进进刀工艺的措施,详细阐明了改进的步骤,通过使用得知改进后的工艺,使得进刀速度高、精度准,具有一定的参考价值。
机械加工工序卡片
格式:pdf
大小:657KB
页数:14P
4.8
河南机电高等专科学校毕业设计 河南机电高等 专科学校 机械加工工序卡片 产品型 号 零(部)件图 号 lz-jz032-01设计者:马帅 产品名 称 零(部)件名 称 左支座 共(14) 页 第(1)页 车间工序号工序名称材料牌号 机加工01 粗铣φ80的小 端端面 ht200 毛坯种类毛坯外型尺寸 每毛坯可制件 数 每台件数 铸件140×140×104mm11 设备名称设备型号设备编号同时加工件数 立式铣床x52k1 夹具编号夹具名称切削液 专用家具 工位器具编号工位器具名称 工序工时 准 终 单件 工 步 号 工步内容 工艺装备(含:刀具、量 具、专用工具) 主轴转 速 r/min 切削速度 m/min 进给量 mm/r 切削深 度 mm 进给次 数 工步工 时(min) 机动辅助 1粗铣ф80h9
机械加工工序卡片 (2)
格式:pdf
大小:243KB
页数:7P
4.4
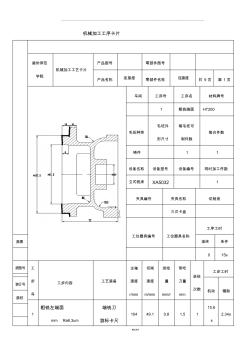
机械加工工序卡片 产品型号零件图号 产品名称联轴器零件名称联轴器共7页第1页 车间工序号工序名材料牌号 金工3车ht200 毛坯种类毛坯外形尺寸每坯可制件数每台件数 铸造11 设备名称设备型号设备编号同时加工件数 卧式车床ca61401 夹具编号夹具名称切削液 专用夹具 工位器具编号工位器具名称 工序工时 准终单件 工 步 号 工步内容工艺装备 主轴 转速 r/min 切削 速度 m/min 进给量 mm/r 背吃 刀量 mm 进给 次数 工步工时 描图机动辅助 1以?55mm处外圆及其端面定位,粗车 半精车外圆?110mm及端面 专用夹具,高速钢刀具,游 标卡尺 220243151 描校 底图号 装订号 设计 (日期) 审核 (日期) 标准化 (日期) 会
机械加工工序卡片-6
格式:pdf
大小:41KB
页数:2P
4.4
零件名称拨叉材料编号ht200第张 零件编号831008毛坯种类铸件共10张 生产编号毛坯重量 工序编号夹具编号 工序名称 以φ20孔为 精基准,精 铣φ50孔上 下端面 夹具名称编制刘煜2011-1-11 设备名称工序工时指导黄长礼 设备型号冷却液审核 工步号工步内容 走刀长度 (mm) 走刀次数 主轴转速 (r/min) 切削速度 (m/s) 进给量 (mm/r) 背吃刀量 (mm) 工时定额 (min) 1精铣φ50孔下端面,保证端面相对孔的垂 直度误差不超过0.07 112350.60.210.216 2 精铣φ50孔上端面,保证端面相对孔的垂 直度误差不超过0.07112350.60.210.216 3 4 5 6 7 8 9 中南大学交通运输工程学院同时加工 件数 1 机械加工工序卡片 零件名称
数控机械加工工序卡精华文档
(已改)机械加工工序卡
格式:pdf
大小:59KB
页数:1P
4.5
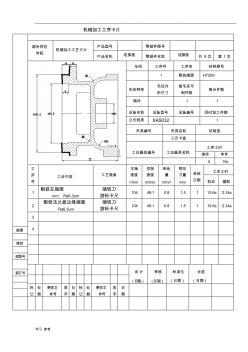
机械加工工序卡片 湖南工程学院 机械加工工序卡片零件名称工序名称工序号 推动架铣端面60 材料名称材料牌号设备名称设备编号 夹具名 称 夹具编号额定时间共页 灰铸铁ht200卧式铣床xa6132第页 工 序 简 图 48.5±0.5 20 ± 0. 5 φ50±0.8 45 -0.08-0.25 φ35±0.8 25 3 6.3 工步号工步内容 进给量 mm/r 切削速度 r/min (或m/min) 刀具量具 名称规格名称规格 1 2 粗铣50和 35的端面 半精铣50 的端面 0.20425 高速 钢圆 柱铣 刀 d=60mm z=8 修改内容 班级 工业工程 1002班18号 设计者姓名李永竹设计日期2012.12.19

机械加工中数控机床的工艺性分析
格式:pdf
大小:157KB
页数:12P
4.7
1 机械加工中数控机床的工艺性分析 目录 1数控机床的概述........................................................................................................................... 1.1.机床的结构............................................................................................................... 1.2工作原理..............................................................................................................
数学在数控机械加工中的体现——解直角三角形的应用
格式:pdf
大小:56KB
页数:1P
4.5
技工院校生源普遍存在基础知识薄弱、综合素质偏低和厌学的现象,尤其体现在数学这一学科上。针对这种现象及数学在数控专业中的重要性,结合教学过程中,如何营造一个宽松、平等、和谐、互动的师生快乐的教学气氛,如何激发学生的学习兴趣,进行有效的课堂教学,使学生在轻松愉快的环境中对数学这一学科感兴趣,进而促进专业知识的学习和专业技能的掌握。
机械加工工序卡片工艺过程卡片
格式:pdf
大小:574KB
页数:14P
4.5
.... 学习.参考 机械加工工序卡片 底图号 装订号 描校 描图 湖州师范 学院 机械加工工艺卡片 产品型号零部件图号 产品名称连接座零部件名称连接座共9页第1页 车间工序号工序名材料牌号 1粗铣端面ht200 毛坯种类 毛坯外 形尺寸 每毛坯可 制件数 每台件数 铸件11 设备名称设备型号设备编号同时加工件数 立式铣床xa50321 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时 准终单件 015s 工 步 号 工步内容工艺装备 主轴 速度 r/min 切削 速度 m/min 进给 量 mm/r 背吃 刀量 mm 进给 次数 工步工时 机动辅助 1 粗铣左端面 mmra6.3um 端铣刀 游标卡尺 10449.10.81.5115.6s2.34s 2 粗铣法兰
机械加工工序卡片工艺过程卡片
格式:pdf
大小:347KB
页数:10P
4.5
______________________________________________________________________________________________________________ 精品资料 机械加工工序卡片 底图号 装订号 描校 描图 湖州师范 学院 机械加工工艺卡片 产品型号零部件图号 产品名称连接座零部件名称连接座共9页第1页 车间工序号工序名材料牌号 1粗铣端面ht200 毛坯种类 毛坯外 形尺寸 每毛坯可 制件数 每台件数 铸件11 设备名称设备型号设备编号同时加工件数 立式铣床xa50321 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时 准终单件 015s 工 步 号 工步内容工艺装备 主轴 速度 r/min 切削 速度 m/min 进给 量 m
数控机械加工工序卡最新文档

浅谈PLC机械加工数控机床改造技术
格式:pdf
大小:1.7MB
页数:2P
4.6
数控机床的强大功能离不开plc技术的采用,文本通过对plc技术的简单介绍来阐述plc机械加工数控机床改造技术,实现企业利润的最大化。

谈PLC机械加工数控机床改造技术
格式:pdf
大小:289KB
页数:1P
4.5
随着我国经济水平的日益发展,我国各行各业都得到了蓬勃的发展。我国科学技术的不断完善下,逐渐涌出了各种各样的技术。尤其是在制造行业中,由于数控机床所具有的全部功能都与plc技术的使用有着密切的联系。因此,本文主要从以下多个方面对plc机械加工数控机床改造技术进行深入探讨,笔者依据多年经验提出合理化建议,提供给相关人士,旨在可以为企业带来丰厚的经济效益,从而为我国的社会主义现代化建设做出贡献。
提高数控机床机械加工率的方法探讨 提高数控机床机械加工率的方法探讨
格式:pdf
大小:200KB
页数:1P
4.4
随着社会不断进步和发展,对机械产品加工质量的要求、复杂程度也随之增加,数控加工技术的优势得以显现,数控机床机械产品的加工效率、质量、精度也能得以保证。这一优势逐渐被企业所高度重视,促进机械加工制造产业在激烈市场竞争中占据有利地位。但是目前我国许多制造企业数控机床技术和加工效率有着明显不足。因此有必要从数控机床现状分析入手,找到提高数控机床技术加工效率的有效方法,促进制造业不断发展。
轴承座机械加工工序卡片
格式:pdf
大小:89KB
页数:4P
4.5
蚌埠坦克学院机械加工工序卡片 产品型号零件图号 产品名称零件名称轴承座共1页第1页 6钻铰13ht150 毛皮种类毛坯外形尺寸每毛坯可制作数每台件数 铸件180×6211 设备名称设备型号设备编号同时加工件数 看立式钻床z5251 夹具编号夹具名称切削液 专用夹具 工位器具编号工位器具名称工序工时(分) 准终单件 10s 工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工布工时 r/minm/minmm/rmm机动辅助 1钻孔至φ13mm高速钢钻刀、游标卡尺960200.125mm13.8752s 2铰孔至左2mm铰刀、塞规.、卡尺972125mm13.15s36.8s 3铰孔至左2mm铰刀、塞规.、卡尺972125mm13.
左支座机械加工工序卡片《完整版》
格式:pdf
大小:664KB
页数:13P
4.7
计算机辅助设计与制造机械加工工序卡片工序名称粗铣φ80的大端端面工序号01 零件名称左支座零件号01 零件重量同时加工零件数1 材料毛坯 牌号硬度型号重量 ht200 铸件140 ×140× 104mm 设备夹具 名称 辅助 工具名称型号 立式铣床x52k专用家具 安装工步安装及工步说明刀具量具 走刀 长度 走刀 次数 背吃 刀量 mm 进给量 mm/r 主轴 转速 r/min 切削 速度 mm/mi n 基本 工时 (min) 1粗铣ф80h9孔大端端面yg6硬质合 金镶齿铣刀 12.50.151193780.95 设计者 指导教 师 共13页第1页 计算机辅助设计与制造机械加工工序卡片工序名称粗
探讨数控机械加工效率优化措施 探讨数控机械加工效率优化措施
格式:pdf
大小:88KB
页数:未知
4.3
本文主要针对数控机械加工效率优化措施展开深入研究,先论述了提高数控机械加工效率优化的重要性分析,然后重点对合理选择刀具、加强生产管理力度、提高对软件开发的高度重视等进行了详细阐述,进而不断提高数控机械加工效率,为制造企业提供更为广阔的发展空间。
浅谈如何提高数控机床机械加工效率 浅谈如何提高数控机床机械加工效率
格式:pdf
大小:90KB
页数:未知
4.5
随着社会主义市场经济的快速发展,机械加工行业中新技术、新工艺、新产品不断涌现,对于机械加工行业的生产效率和生产质量提出了更高的要求。数控机床机械加工效率对于机械加工企业的经济效益有着非常重要的影响,因此要不断提高数控机床机械加工效率,推动企业快速发展。本文分析了数控机床机械加工存在的问题,阐述了提高数控机床机械加工效率的有效策略。
数控机床对机械加工工艺规程的影响分析 数控机床对机械加工工艺规程的影响分析
格式:pdf
大小:96KB
页数:未知
4.6
随着现代化的推进,数控机床大量的运用于机械加工,并且给机械加工带来了质的改变,进一步提高了机械加工的质量以及效率。数控机床的应用对零件加工工艺方法进行了优化以及更新,加工出的产品更加满足市场的要求,而且解决了市场上供不应求的现状,在质量保证的基础上增加了效率。据此,针对数控机床对机械加工工艺规程的影响进行相应的分析以及研究。
连接座机械加工工序卡片
格式:pdf
大小:468KB
页数:11P
4.4
新余学院机械加工工序卡片 产品型号零件图号 产品名称零件名称连接座共11页第2页 车间工序号工序名称材料牌号 1zg310-570 毛坯种类毛坯外形尺寸每坯可制件数每台件数 铸件 设备名称设备型号设备编号同时加工件数 卧式车床ca61361 夹具编号夹具名称切屑液 三爪卡盘 工位器具编号工位器具名称 工序时间/min 准终单件 工步 号 工步内容工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀 量/mm 进给次 数 工步工时/min 描图机动辅助 黄开相1粗车右端面至78yt1545°偏刀游标卡尺6601200.450.910.183 描校2粗车外圆φ125×5yt1590°偏刀游标卡尺6601430.450.910
尾座体机械加工工序卡片
格式:pdf
大小:52KB
页数:1P
4.6
机械设计制造及其自动化专业机械加工工序卡 片 工序名称钻φ5mm孔,攻 m6的螺纹 工序号7 零件名称尾座体零件图号 零件重量同时加工件数1 材料毛坯 牌号硬度型式重量 ht200金属型 设备夹具辅助工具 名称型号 立式钻床z525 工 步 号 工步内容刀具量具走刀长 度 走刀次数背吃刀量进给量 mm/r 主轴转速 r/s 切削速 度 m/s 工时 1钻φ5mm孔并用螺纹塞规控 制其大小 φ5mm的麻花钻头110.50.25150.25 2攻丝至m6 m6细柄机用丝锥攻螺纹 110.50.25150.15 设计者指导教师共页第页
数控机械加工工序卡相关
文辑推荐
知识推荐
百科推荐


职位:土建项目经理
擅长专业:土建 安装 装饰 市政 园林


