




铝合金轮毂JWL标准
jwl轻合金制轮毂的安全标准 乘用车用轻合金制轮毂的技术标准 (jwl标志是japanlightalloywheel的简略) 此标准是适合于乘用车(乘11人以上的汽车、二轮自动车除外)用轻合金制车轮的 安全标准。此技术标准中所规定的试验由制造者负责实施,符合此标准的产品用jwl 标志表示。 卡车及大型汽车用轻合金制轮毂的技术标准 (jwl-t标志是japanlightalloywheeltruck&bus的简略) 此标准是适用于卡车及大型汽车用轻合金轮毂的安全标准。此技术标准中规定的试验 由制造者负责实施,符合此标准的产品用jwl-t表示。 (品质检查合格标志是vehicleinspectionassociation的简略) jwl、jwl-t标准适用的产品是否合格由第三方公正机关[汽车用轻合金制轮毂试验协 议会]进行确认,根据jwl
铝合金工艺卡片
铝合金平开窗工艺卡片 编制: 审核: 批准: 青岛集力塑钢异型材有限公司 0102030405 06070810 09 11 12 141513 铝合金门窗制作 工艺规范 产品名称铝合金你平开窗产品编号文件目录 序号工序编号工序名称页码序号工序编号工序名称页码 aa铝合金平开窗工艺流程图1010密封条装配10 101型材选料11111五金件装配11 202主型材下料21212玻璃切割、两玻装配12 303中梃下料31313成品总检13 404端铣41414包装14 505铣排水孔51515入库15 606冲切锁孔6 707打工艺孔7 808组角8 909玻璃压条切割9 青
编辑推荐下载
 汽车铝合金轮毂的成型工艺
汽车铝合金轮毂的成型工艺 汽车铝合金轮毂的成型工艺
格式:pdf
大小:55KB
页数:2P
 4.5
4.5
铝合金轮毂是一种应用广泛的汽车轮毂,铝合金轮毂的成型工艺主要有铸造、锻造和旋压成型三种,本文将对这三种成型方式进行简要介绍。
数控加工中心机工艺卡片铝合金轮毂钻孔热门文档
铝合金轮毂铸造缺陷的工艺分析与改进 铝合金轮毂铸造缺陷的工艺分析与改进
格式:pdf
大小:121KB
页数:未知
4.7
铝合金轮毂不仅美观大方,而且十分实用,以其轻便的特点,时尚的外观,以及节能降耗等一系列优势博得了人们的喜爱.常见的铝合金轮毂制造工艺主要就是铸造技术,一旦铸造不当就很容易造成质量问题.分析了常见的铝合金轮毂铸造缺陷,提出了相应的改进措施,并对常见的铸造工艺进行了简述,旨在了解和掌握不同铸造工艺的特点,生产出高质量产品.

如何利用低速数控加工中心在铝合金铸件上加工小孔
格式:pdf
大小:432KB
页数:1P
4.8
2013年第4期 20冷加工 ndustrialforumi产业论坛 (1)在数控铣(加 工中心)机床上加工一 些小的或个别工装模具零 件时,由于没有压装的部 分,就需要增加工艺台或 互换压板来完成加工。这 样就造成效率和精度降 低。是否能将机床的工作 台或增加一个附件使其自身有导磁体的功能? (2)由于大多数是单件加工,在校正工件和 寻找基准上会浪费很多时间。所以在数控铣(加工 中心)机床上能否使用自动感应装置进行工件的分 中和找基准点? (3)随着计算机普遍的应用,零件图已经都 是电脑绘制,能否实现将二、三维图形直接在机床 上显示后进行处理后可以生成加工程序?或者将简 单的二、三维图形的程序模块化,实现人机对话? (4)对于操作人员来说在遇到机床报警后都 很头疼,现在的一般报警都是以代码形式出现,还 要去翻资料查询。所以能否将故障报警信息以文字
铝合金轮毂双色涂装工艺探讨 铝合金轮毂双色涂装工艺探讨
格式:pdf
大小:68KB
页数:1P
4.5
铝合金轮毂,带有防腐特性,以及装饰特性。惯用的表面处理,很难适应现有的工艺需要。在这样的状态下,整合了新颖的粉末涂装,以及现有的电泳涂装,创设出双色涂装这一新工艺。这样的工艺,可以分出两个独特步骤;涂装得来的防护层,带有更优的特性。轮毂外表,搭配着很美观的色彩,涂层也能密切衔接起来。这一工艺,便利了轮毂操作,缩减了原有的涂装成本,适宜被延展采纳。
汽车铝合金轮毂锻造成形工艺研究 汽车铝合金轮毂锻造成形工艺研究
格式:pdf
大小:89KB
页数:未知
4.7
本文对汽车铝合金轮毂几种成形方法的特点进行了简要介绍,并对轮毂锻造成形工艺进行了分析,为铝合金轮毂锻造成形工艺的研究提供了参考。
数控加工中心机工艺卡片铝合金轮毂钻孔精华文档
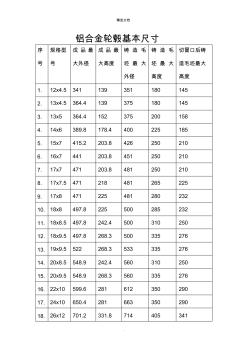
铝合金轮毂基本尺寸
格式:pdf
大小:33KB
页数:2P
4.7
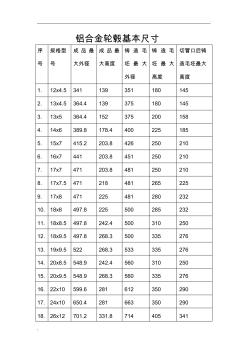
. '. 铝合金轮毂基本尺寸 序 号 规格型 号 成品最 大外径 成品最 大高度 铸造毛 坯最大 外径 铸造毛 坯最大 高度 切冒口后铸 造毛坯最大 高度 1.12x4.5341139351180145 2.13x4.5364.4139375180145 3.13x5364.4152375200158 4.14x6389.8178.4400225185 5.15x7415.2203.8426250210 6.16x7441203.8451250210 7.17x7471203.8481250210 8.17x7.5471218481265225 9.17x8471225481280232 10.18x8497.822550028
新型铝合金轮毂旋压模具 新型铝合金轮毂旋压模具
格式:pdf
大小:108KB
页数:未知
4.4
铝合金轮毂是汽车工业中广泛使用的一种轮毂。由于传统的铸造一机械加工存在诸多缺点,旋压加工铝合金轮毂越来越普遍。旋压加工中,由上模和下模将坯料压紧,当旋压轮施加的压力大于压紧油缸施加给坯料的压紧的力时,坯料容易发生窜动,影响了加工精度。本文提供了使得上模、坯料、下模中心位于同一轴线的固定和锁紧方法,避免在毛坯在旋压加工的过程中发生窜动。
铝合金轮毂的优势与热处理 铝合金轮毂的优势与热处理
格式:pdf
大小:73KB
页数:未知
4.6
为了提高铝合金轮毂制造质量,本文对铝合金轮毂热处理工艺展开全面研究分析。首先,依据铝合金轮毂理论知识,结合多年工作经验,总结铝合金轮毂优势。其次,探究a356合金轮毂固溶处理、淬火、时效处理,分析自然时效和人工时效。最后,开展试验,分析t4热处理和t6热处理后a356合金伸长率和硬度变化情况。
针对汽车铝合金轮毂锻造成形工艺的运用分析 针对汽车铝合金轮毂锻造成形工艺的运用分析
格式:pdf
大小:126KB
页数:未知
4.8
汽车轮毂作为汽车零件中重要的组成部分,在加工制作的时候已经形成了各种先进工艺,其中当代汽车制造中汽车铝合金轮毂锻造形成工艺就被汽车制造行业广泛的使用,这是由于其良好的加工工艺以及加工优点,确立了其汽车行业中的应用地位。
基于Delcam PowerMILL数控加工技术在汽车铝合金轮毂模具制造中的应用 基于Delcam PowerMILL数控加工技术在汽车铝合金轮毂模具制造中的应用
格式:pdf
大小:1.3MB
页数:4P
4.4
主要介绍了powermill软件的特点、汽车铝合金轮毂底模加工程序编制和汽车铝合金轮毂底模加工刀路规划.实践证明,该软件的投入使用,提高了复杂三维型面的汽车轮毂模具的数控加工的加工效率和加工质量.
数控加工中心机工艺卡片铝合金轮毂钻孔最新文档
铝合金轮毂压铸充型阶段压力条件的影响 铝合金轮毂压铸充型阶段压力条件的影响
格式:pdf
大小:1.1MB
页数:4P
4.4
在铝合金轮毂的压铸充型过程中,压力条件是影响压铸质量的主要因素,可以通过数值模拟与试压铸来建立压力条件。将有限元数值模拟手段与生产试验相结合,给出了压力条件建立的非线性增加过程;具体分析了熔液进入浇口初时、进入芯部与轮辐部、进入轮辋部时,在压力条件高低变化下,对流场状态与缺陷形成的影响;指出了充型阶段的一些现象与缺陷,如中心部气隙的出现与前移,芯部产生飞溅而形成气隙弥散,轮辋处产生缩松等。相应的压铸缺陷得到了验证,从而获得了轮毂型腔充型阶段压力条件的影响规律。
铝合金轮毂企业集成制造信息系统研究与开发 铝合金轮毂企业集成制造信息系统研究与开发
格式:pdf
大小:441KB
页数:4P
4.4
汽车铝合金轮毂制造业是典型的复杂零件先进制造技术应用行业,制造信息具有信息结构复杂、过程变化快、响应要求迅速,集成化需求高等的特点,制造信息的质量与速度决定着流动资金的量、在制库存、订单周期及产品利润,因此研究与开发其集成制造信息系统具有现实意义。在阐述行业背景与信息化概况的基础上,对制造信息系统的需求进行了分析,然后给出了其基于网络的系统开发模式和系统功能结构,并详细设计了制造信息系统的信息关联模型,最后介绍了原型系统的企业推广应用。
汽车铝合金轮毂的模具设计 汽车铝合金轮毂的模具设计
格式:pdf
大小:108KB
页数:未知
4.6
由于汽车铝舍金轮毂是安全部件,对质量要求较高,本身结构又适合于低压铸造,且需求量大,因此,极大地推动了低压铸造技术的发展。国内的铝合金轮毂制造企业多数采用此工艺生产。然而低压铸造件的质量受到很多因素的影响,如生产环境、工艺参数、模具结构及人工操作等因素,任何一个环节设计不合理或操作不当都有可能导致低压铸造件产生缺陷,模具设计尤为重要。
500万只汽车铝合金轮毂工厂的设计 500万只汽车铝合金轮毂工厂的设计
格式:pdf
大小:101KB
页数:未知
4.6
叙述了某大型电解铝工业企业新建铝合金轮毂工厂设计概况,并具体介绍了工厂布局先进的车间物流设计及采用先进的生产工艺和自动化工艺设备。
铝合金轮毂模具的快速数字化制造方法
格式:pdf
大小:135KB
页数:4P
4.6
铸型数字化加工制造是一种全新的铸件制造方法,具有精密化、快速化等特点,可以提高铸造精度、生产效率、铸件质量,降低铸造过程中的资源消耗。
铝合金汽车轮毂的喷涂工艺 铝合金汽车轮毂的喷涂工艺
格式:pdf
大小:45KB
页数:2P
4.7
现阶段,我国汽车使用量逐渐增多,汽车生产企业也迎来了新的发展机遇,越来越多的企业开始重视汽车配件生产技术。轮毂作为汽车车身的重要配件,它的存在能够协助安装轮胎、承载车身内部负荷。近年来,铝材料的普及及价格降低使得汽车配件生产企业越来越多的选择铝合金这种材料作为轮毂原料。对铝合金轮毂通过喷涂工艺进行处理,不仅能够提升铝合金轮毂的美观程度,还能够延长铝合金轮毂的寿命。本文对现阶段汽车铝合金轮毂喷涂工艺的种类及应用现状做了介绍,并分析了现阶段铝合金轮毂喷涂时存在的问题及解决方法,以期为相关工作者提供指导和帮助。
铝合金轮毂低压铸造充型过程模拟及工艺改进
格式:pdf
大小:2.7MB
页数:4P
4.5
以实际生产中的铝合金轮毂铸件为例,采用商用软件anycasting和自己开发的低压铸造过程数值模拟软件对其充型过程进行了模拟,并针对铝合金轮毂件的气孔缺陷分析提出了工艺改进方案。经过实际生产验证,有气孔缺陷的产品明显减少,表明数值模拟技术在低压铸造领域中对于改进生产工艺、减少铸件废品等方面具有实际指导意义。
铝合金轮毂基本尺寸(20200925110402)
格式:pdf
大小:33KB
页数:2P
4.5
精选文档 . 铝合金轮毂基本尺寸 序 号 规格型 号 成品最 大外径 成品最 大高度 铸造毛 坯最大 外径 铸造毛 坯最大 高度 切冒口后铸 造毛坯最大 高度 1.12x4.5341139351180145 2.13x4.5364.4139375180145 3.13x5364.4152375200158 4.14x6389.8178.4400225185 5.15x7415.2203.8426250210 6.16x7441203.8451250210 7.17x7471203.8481250210 8.17x7.5471218481265225 9.17x8471225481280232 10.18x8497.8225500285232 11

低压铸造铝合金轮毂充型和凝固过程模拟分析
格式:pdf
大小:869KB
页数:4P
4.5
利用procast软件对某铝合金轮毂新产品的多种工艺方案进行模拟分析。模拟结果显示,铝合金,轮辋与轮辐的肋部交接位置易出现"孤立熔池"现象,为此提出降低边模温度,同时设计了轮辐与轮辋交接处的冷却系统及相应的工艺参数。通过对多种工艺方案模拟结果的对比分析,证明改进后的工艺方案几乎不出现"孤立熔池"现象,且实现了顺序凝固的要求。将改进后的工艺方案投入试生产,产品抽检结果与模拟结果基本符合。
数控加工中心机工艺卡片铝合金轮毂钻孔相关
文辑推荐
知识推荐
百科推荐


职位:测量员,测量工程师
擅长专业:土建 安装 装饰 市政 园林


