

三价铬。六价铬,镍钴铁代铬镀层比较
格式:pdf
大小:11KB
页数:2P
人气 :50
 4.3
4.3
三价铬、六价铬镀铬及代铬(镍钴铁)工艺特点的比较 镀种 工艺特点 三价铬镀铬 六价铬镀铬 环保代铬工艺(镍钴铁) 铬的含量 /(g/L) 15-20 50-300 无 镀液温度 /℃ 30-55 49-52 40-50 pH 值 2.3-4.0 30 10-16 >96 分散能力 较好 差 好 覆盖能力 较好 差 好 搅拌 空气搅拌 无 空气搅拌 铬雾溢出 无 有 无 电流中断的影响 无 无色继续再镀, 需特别处理 无影响 杂质敏感性 敏感( Ni,Fe,Cu ) 不敏感 不敏感 槽液稳定 沉积速度 / (μm/min ) 0.1-0.3 0.1-0.2 1.5(5A/dm 2 ) 最高镀层厚度 / μm 100( 无脆性 ) 镀层硬度 低(HV600-900 )高 9



镍钴铁代铬镀层
镍钴铁代铬镀层 可以得到适当的镍和铁的含量,颜色相似的铬,用适当的镍和铁的含量,可以得到类似的颜 色铁和钴溶液中增加的硬度和稳定性。铁和,磷,铬,铜和钴六个元素溶液索。增加了硬 度和稳定性。 这个特殊的涂层上进行摩擦磨损试验机使用的盘上的球。这个特殊的涂层用球-圆盘机上进 行摩擦磨损试验。观察表面,利用扫描型电子显微镜(sem),和表面组合物的x-射线分析 硬度被确定为1118,在室温下,而硬铬为900hv。hv硬度被确定为1118室温,而硬为900 暖通hv硬度的ni-fe-co涂层并没有改变,直到温度达到300c,在那里它到1552,在40℃, 这是1422,在50℃,这是1300,在60℃,这是1190,以及在70℃,这是1040。沉积镍-钴- 铁涂层的硬度hv没有改变,直到温度达到30℃,它在哪里就去

代铬镀层镍钴铁与镀硬铬性能比较
代铬镀层镍钴铁与镀硬铬性能比较 电沉积ni-co-fe和镀硬铬的比较 特点电沉积 ni-co-fe 镀硬铬 电源传统的 dc 传统的dc 电镀速率0.005“/ 小时 0.0016“/小时 厚度镀到 0.02“ 通常情况下0.02“ 由于镀条件无裂纹微裂 微结构?50nm 的晶粒 正常晶粒大小, 2-5微米>1000nm的 颗粒 所镀的硬度650-750800-1200 随着热处理硬度,760- 200°c./.1.5小时 随着热处理硬度,1200- 400°c./1.5小时 弯曲韧性,0.003“有几个罚 款 无肉眼可见的裂纹, 厚,90°弯头在弯曲处 的裂缝 弯曲 阈值应变*类似 hvof 远低于 t-400** 涂层 的hvoft-400涂料 耐腐蚀性没有明显 的锈 24小时后生锈 盐雾试
编辑推荐下载
 镀锌层三价铬与六价铬钝化膜的性能
镀锌层三价铬与六价铬钝化膜的性能 镀锌层三价铬与六价铬钝化膜的性能
格式:pdf
大小:860KB
页数:5P
4.6
为了以三价铬替代镀锌层钝化溶液中的六价铬,实现镀锌工艺的清洁生产,利用中性盐雾实验(nss)、tafel曲线和扫描电镜对镀锌层三价铬和六价铬钝化膜的耐腐蚀性能、电化学行为、耐高温性能和表面结构进行了比较研究.nss实验结果表明,三价铬钝化膜的耐腐蚀性能高于六价铬钝化膜,nss时间可达84h;tafel曲线表明,三价铬钝化膜的腐蚀速率低于六价铬钝化膜,耐高温性能则高于六价铬钝化膜;sem照片显示,三价铬钝化膜的表面形貌为致密结构,高温处理后膜层变化不大,而六价铬钝化膜表面为疏松的网状结构.

镀硬铬代铬镀层镍钴铁的优缺点
格式:pdf
大小:125KB
页数:2P
4.5
镀硬铬代铬镀层镍钴铁的优缺点 硬铬和装饰铬都是镀铬的一种,镀硬铬一般采用比较多的是常在高温条件下 使用的机械,如:模具等。镀装饰铬顾名思义,主要目的就是为了表面光亮、外 形美观、防锈等等。 镀硬铬长期以来一直是航空部件制造、维护和修复的关键组成部分。对于像 飞机起落架、汽轮机、液压和其它部件,铬可以提供长期的耐磨涂层。遗憾的是 发现用于电镀作业的六价铬会对电镀工厂的工人造成严重伤害。 近几年随着对镀铬的健康和环境威胁意识的明显增强,导致逐渐向替代涂层 技术转移。过去二十年环境和健康规则越来越严格,严重打击了国内的镀硬铬行 业,使约一半的电镀车间搬出公司或撤到乡村以外限制较少的地方。2015年大 部分镀铬将被取替。 于此同时,铬镀层的替代品已稳获市场。热喷涂是最为熟知的镀硬铬替代工艺, 已在航空业确立市场并向航空业以外的一般工业和重型车辆市场拓展。然而,热 喷涂正面临着来自与镀铬
三价铬六价铬镍钴铁代铬镀层比较热门文档
 锌镍合金镀层三价铬钝化研究
锌镍合金镀层三价铬钝化研究 锌镍合金镀层三价铬钝化研究
格式:pdf
大小:1.2MB
页数:4P
4.7
镀锌层三价铬钝化在防腐蚀能力上无法满足一些工件高防腐蚀性能的要求,为此,采用锌镍合金进行三价铬钝化,通过盐雾试验考察了其防腐蚀能力。钝化液主要成分:77g/lcr(no3)3.9h2o,13g/l(cooh)2,15g/lch2(cooh)2,2g/l马来酸酐,8g/lco(no3)2.6h2o,5ml/l含硅化合物。结果表明,控制ph值在1.6~2.0,温度60~70℃,时间30s以上,所得钝化膜防腐蚀能力超过常规镀锌六价铬钝化膜。锌镍镀层三价铬钝化既保护了环境,又能满足工件高防腐蚀性能的要求。
代铬镀层镍钴铁合金的实验方法
格式:pdf
大小:114KB
页数:1P
4.5
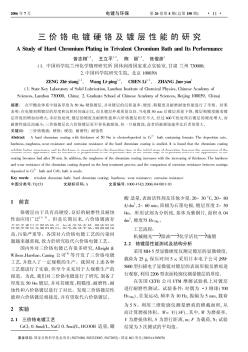
代铬镀层镍钴铁合金的实验方法 实验器材及装备: 代铬镀层镍钴铁电镀原理图 1—电镀槽2—阳极3—直流电源4—代铬镀层镍钴铁层5—阴极6—搅拌器7—电镀液 8—过滤器9—泵10—加热器
镍钴铁代铬镀层在油田设备中的应用
格式:pdf
大小:11KB
页数:2P
4.6
镍钴铁代铬镀层在油田设备中的应用 油田设备的“腐蚀”与“磨损”被称为两大世界级难题,全国约2.92万口油井都存在 不同程度的腐蚀与磨损,随着我国油气田开发年限和设备使用年限的增长更是每 况愈下。另外,高含硫原油进口量大幅增加,炼制设备的腐蚀问题同样日益突出。 更加可怕的是,因腐蚀和磨损对设备安全稳定运行带来的不利影响会越来越突 出。 在目前普遍使用的几种主要电镀工艺中,电镀铬工艺耐磨,成本低,但环境污染 严重,且不耐氯离子腐蚀;化学镀镍磷工艺耐腐蚀却不耐磨,成本也高;热喷涂 工艺各项技术指标均不错,可是生产成本高,很难大范围推广。 “从目前来看,镍钴铁合金电镀技术性能大幅提高,其硬度与耐磨性和电镀铬相 当,但是耐酸耐碱高,生产成本低廉,而且可以根据石油井下的具体作业情况配 置电镀液,实施相应的电镀工艺,满足其作业要求。该合金具有很好的耐磨性, 很好的耐酸、耐碱、耐
钢板涂镀层中六价铬含量的测定方法比较 钢板涂镀层中六价铬含量的测定方法比较
格式:pdf
大小:914KB
页数:3P
4.5
比较了几种rohs常用的六价铬检测标准,考察了萃取时间和萃取剂对钢板涂镀层中六价铬含量测定结果的影响,阐述了各种六价铬萃取方法的适用性。实验表明,沸水萃取法适用于可溶性六价铬的萃取,弱碱萃取法可用于两性金属涂镀层。分析了目前钢板涂镀层表面六价铬检测方法中存在的问题,探讨了六价铬限制法规的符合性问题。
三价铬六价铬镍钴铁代铬镀层比较精华文档
镀锌板镀层中六价铬的测定 镀锌板镀层中六价铬的测定
格式:pdf
大小:226KB
页数:3P
4.6
研究了用光度法测定镀锌板中镀层六价铬cr6+的方法,进行了干扰元素的试验,确立了检测六价铬含量的最佳工作条件,该方法相对标准偏差小于9%。同时为进一步验证该方法的准确性,分两批从冷轧厂取回镀锌板试样及冷板试样,按最佳实验方法分别对镀锌层与基板进行了分析。并委托上海通标与深圳华测两家rohs指令有害元素的权威检测机构进行了试样分析,比对结果符合性较好。目前,该方法已应用于马钢镀锌板及耐指纹板中cr6+的检测。
混合填充体系对铬渣中六价铬的阻留作用 混合填充体系对铬渣中六价铬的阻留作用
格式:pdf
大小:479KB
页数:4P
4.5
以铬渣和粉煤灰为混合填充体系的主要填料,采用柱子淋洗法,通过改变混合填料的配比来研究其对铬渣中cr(vi)的阻留作用。试验结果表明,各种混合填充体系对cr(vi)均有一定程度的阻留作用,其中ⅰ-5柱对cr(vi)的阻留固定效果最佳,淋出液中cr(vi)的质量分数为0.060%,相对阻留效果达94.53%。

硬铬替代镀层纳米晶镍钴铁镀层详解
格式:pdf
大小:184KB
页数:2P
4.5
硬铬替代镀层纳米晶镍钴铁镀层详解 更换硬铬(cr)在飞机制造和维修站活动的电镀是美国国防部的一个高度优先事项。硬铬是 一种技术,已经在商业化生产了50年,是一个重要的过程,既用于各种飞机部件制造业务 及作一般采用硬质涂层的磨损或腐蚀的部件已重新构建从飞机大修。特别是,广泛用于液压 和气动执行机构的磨损表面镀铬。铬电镀浴中含有六价态的铬,一种已知的致癌物。从电镀 作业中产生的废物,必须予以处置,危险废物和电镀业务,必须遵守epa排放标准和osha 允许暴露限值(pel)。osha减少六价铬和所有的六价铬化合物的pel由52μg/m35μg/m3。 该规则还规定,对雇员的保障,如:控制曝光,呼吸防护,防护工作服和设备,卫生领域和 实践,医疗监控,危险通信,及备存纪录的首选方法。由于符合修订后的规则和预期周转时 间增加,处理组件相关的运营成本增加的预期有巨大的压
影响ABS塑料三价铬镀层耐蚀性的因素 影响ABS塑料三价铬镀层耐蚀性的因素
格式:pdf
大小:831KB
页数:2P
4.8
指出了三价铬镀层"发霉"(抗蚀性差)的主要原因,分析了abs塑料的选择、成型及三价铬镀层的结构、镀后清洗、包装防护等对三价铬镀层耐蚀性的影响。强调abs塑料表面粗糙度及后处理的重要性,给出了改善三价铬镀层耐蚀性的措施。
塑料三价铬电镀层的腐蚀失效分析 塑料三价铬电镀层的腐蚀失效分析
格式:pdf
大小:497KB
页数:4P
4.6
某汽车上塑料电镀零部件的三价铬镀层在大气环境中容易腐蚀。对此塑料电镀制品(底层为铜镀层,中间镀双层镍,表面镀三价铬)的镀层厚度、电位、形貌、成分及耐蚀性进行了分析,并与表面镀六价铬的塑料镀件进行比较。结果表明:三价铬镀层的耐腐蚀性劣于传统六价铬镀层;三价铬镀层为微孔镀,各层厚度达到了工艺指标,但镀层中含有单质铁,其电化学的优先腐蚀是三价镀铬层耐蚀性差的主要原因。
三价铬六价铬镍钴铁代铬镀层比较最新文档
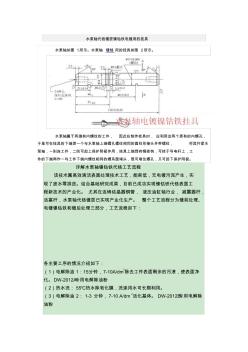
水泵轴代铬镀层镍钴铁电镀用的挂具
格式:pdf
大小:136KB
页数:3P
4.3
水泵轴代铬镀层镍钴铁电镀用的挂具 水泵轴如图1所示。水泵轴镀铬用的挂具如图2所示。 水泵轴属于两端有内螺纹的工件,因此在制作挂具时,应利用这两个原有的内螺孔, 于是可在挂具的下端焊一个与水泵轴上端螺孔螺纹相同的圆柱形接头并带螺纹,将其拧紧水 泵轴,一则连工件,二则可起上保护阴极作用,挂具上端焊有铜挂钩,可挂于导电杆上,工 件的下端再作一与工件下端内螺纹相同的螺系圆堵头,既可堵住螺孔,又可起下保护阴极。 详解水泵轴镍钴铁代铬工艺流程 该技术属高效清洁表面处理技术工艺,能耗低,无电镀污泥产生,实 现了废水零排放。结合基础研究成果,目前已成功实现镍钴铁代铬表面工 程新技术的产业化。尤其在连铸结晶器铜管,液压油缸轴行业,减震器杆, 活塞杆,水泵轴代铬镀层已实现产业化生产。整个工艺流程分为镀前处理、 电镀镍钴铁和镀后处理三部分,工艺流程如下: 各主要工序的情况介绍如下: (1)


锌及锌铁合金镀层三价铬黑色钝化工艺研究
格式:pdf
大小:15.9MB
页数:95P
4.3
pdf컄볾쪹폃"pdffactorypro"쫔폃냦놾뒴붨www.***.*** pdf컄볾쪹폃"pdffactorypro"쫔폃냦놾뒴붨www.***.*** pdf컄볾쪹폃"pdffactorypro"쫔폃냦놾뒴붨www.***.*** pdf컄볾쪹폃"pdffactorypro"쫔폃냦놾뒴붨www.***.*** pdf컄볾쪹폃"pdffactorypro"쫔폃냦놾뒴붨www.***.*** pdf컄볾쪹폃"pdffactorypro"쫔폃냦놾뒴붨www.***.*** pdf컄볾쪹폃"pdffactorypro"쫔폃냦놾뒴붨www.***.*** pdf컄볾쪹폃"pdffactorypro"쫔폃냦놾뒴붨www.finep
锌-铁合金镀层三价铬黑色钝化工艺的研究 锌-铁合金镀层三价铬黑色钝化工艺的研究
格式:pdf
大小:698KB
页数:5P
4.7
采用正交试验法对锌-铁合金镀层三价铬黑色钝化工艺进行优化,并研究了工艺参数对钝化膜外观和耐蚀性等影响。根据实验结果优选锌-铁合金镀层三价铬黑色钝化工艺。该工艺含有氯化铬、硝酸、硼砂、镍盐和磷酸根,采用有机羧酸作配位剂。该工艺能获得外观均匀黑亮、附着力良好的膜层,中性盐雾试验出白锈时间大于96h。
快速溶剂萃取-离子色谱法同时测定塑料中的三价铬和六价铬 快速溶剂萃取-离子色谱法同时测定塑料中的三价铬和六价铬
格式:pdf
大小:139KB
页数:5P
4.6
建立了采用快速溶剂萃取-离子色谱同时测定塑料中三价铬和六价铬的方法。三价铬和六价铬分别以吡啶-2,6-二羧酸(pdca)和1,5-二苯卡巴肼(dpc)作为络合剂在柱前和柱后进行衍生化,分别在紫外和可见波长下采用紫外检测器进行检测,灵敏度高,基体干扰小。本方法对三价铬和六价铬的检出限分别为5.0μg/l和0.5μg/l;分别在50~1000μg/l和5.0~100μg/l范围内呈现良好的线性关系,线性相关系数分别为0.9994和0.9998;三价铬和六价铬的回收率范围为90.7%~101.1%,相对标准偏差(rsd)为1.7%~4.4%。该方法分析速度快、灵敏度高、重现性好,可用于塑料中三价铬和六价铬的同时测定。
热浸镀锌钝化液中六价铬的替代 热浸镀锌钝化液中六价铬的替代
格式:pdf
大小:940KB
页数:3P
4.7
在连续热浸镀锌钝化液中以铈、钴元素替代铬元素(cr~(6+)),钝化液通过辊涂和烘干处理工艺得到钝化膜。试验通过电化学方法研究钝化膜的抗腐蚀行为。sem照片表明所获得的钝化膜较cr~(6+)钝化膜具有更加致密的表面膜层,sio_2在膜层结构中阻碍了微裂纹的扩展,提高了膜层抗形变性能;极化曲线研究表明铈、钴抑制了阳极极化腐蚀过程,盐雾试验结果表明复合钝化膜较传统钝化膜具有更好的抗蚀性能。
高压脉冲电絮凝处理含六价铬废水
格式:pdf
大小:746KB
页数:5P
4.7
为解决电镀废水的处理问题,采用高压脉冲电絮凝技术对含六价铬废水进行处理,研究了电流、通电时间、脉冲频率和六价铬的质量浓度对处理效果和能耗的影响.实验结果表明,高压脉冲电絮凝法对废水中的六价铬离子具有很高的去除率,最高可达100%.六价铬的去除率随着电流、通电时间、脉冲频率的增加而增加.该方法具有能耗低的优点,适当地提高脉冲频率、降低电流可以降低能耗,提高能量效率.
锌与锌合金镀层三价铬钝化的优越性分析 锌与锌合金镀层三价铬钝化的优越性分析
格式:pdf
大小:524KB
页数:4P
4.3
三价铬钝化的防锈性能不仅能够达到甚至可以超过六价铬钝化的水平,在耐高温性方面分析了锌和锌合金镀层三价铬钝化和六价铬钝化的优劣,三价铬钝化满足特种力学性能方面还要明显的优于六价铬钝化。三价铬经封闭钝化后,装饰效果、力学性能和抗腐蚀能力会有所提高。
三价铬六价铬镍钴铁代铬镀层比较相关
文辑推荐
知识推荐
百科推荐

职位:化工工程师
擅长专业:土建 安装 装饰 市政 园林


