

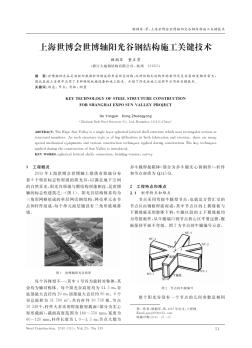
上海世博阳光谷钢结构工程焊接技术
格式:pdf
大小:3.4MB
页数:6P
人气 :68
 4.3
4.3
上海世博轴及地下综合体工程,位于浦东世博园核心区,南起耀华路,跨雪野路、南环路、北环路及浦明路,至滨江世博公园。南北长1045m,东西宽80m,由-6.5m、-1.0m、4.50m、10.00m标高的平面及膜结构顶组成。本工程屋顶结构包括膜结构屋顶和6个钢结构网壳\"阳光谷\"。膜结构屋顶为连续的结构体,总长度为



 上海世博阳光谷钢结构工程焊接技术(二)
上海世博阳光谷钢结构工程焊接技术(二) 上海世博阳光谷钢结构工程焊接技术(二)
五、阳光谷钢结构合拢带临时支撑的钢结构体系转换成封闭稳定钢结构体系的过程叫合拢,使钢结构形成封闭稳定系统的焊缝叫合拢焊缝。合拢焊缝对焊接工程钢结构体系初始应力状态的分布起十分重要的作用,因此合拢工程得到了各方面的重视。根据设计要求,上海世博轴工程阳光谷钢结构工程

上海世博会世博轴阳光谷钢结构工程进展顺利
上海世博会世博轴及地下综合体工程,位于浦东世博园核心区。其南北长1045m,东西宽地下99.5—110.5m,地面以上宽80m,基地面积130699m^2,总建筑面积227169m^2。由-6.5,-1.0,4.5,10m标高的平面及膜结构屋顶组成,并设有6个特征标志性强的阳光谷以满足地下空间的自然采光,阳光谷顶端与膜结构顶棚连接。
编辑推荐下载
 上海世博会世博轴阳光谷钢结构施工关键技术
上海世博会世博轴阳光谷钢结构施工关键技术 上海世博会世博轴阳光谷钢结构施工关键技术
格式:pdf
大小:1.0MB
页数:7P
4.3
世博轴阳光谷是由矩形截面杆件构成的单层网壳结构,此种结构无论构件的制作还是安装难度都非常大,因此在施工过程中应用了多种特殊机械设备和施工技术。介绍了阳光谷施工过程中应用的关键技术。
上海世博阳光谷钢结构工程焊接技术热门文档
上海世博会阳光谷钢结构施工变形控制技术 上海世博会阳光谷钢结构施工变形控制技术
格式:pdf
大小:446KB
页数:3P
4.4
上海世博会阳光谷钢结构工程为不对称、上大下小的箱形截面空间单层网格结构,且节点均采用焊接节点。钢结构工程的变形控制是其准确安装的重要保证。详细介绍了上海世博会阳光谷钢结构施工的变形控制措施。其中,自重变形控制措施采用施工全过程仿真分析和合理的施工流程;焊接变形控制措施包括:单杆双焊、双杆单焊,隔层焊接,合理确定合龙温度,焊接前后结构变形监测等。
世博轴阳光谷矩形钢管单层网格实体造型研究 世博轴阳光谷矩形钢管单层网格实体造型研究
格式:pdf
大小:1.7MB
页数:5P
4.8
世博轴阳光谷单层网格的节点数量大,杆件空间角度不同,各杆件在节点处存在高差与错边,导致各节点相似却不相同的特点。人工进行深化设计极易出错且很难校核和发现错误。本文以世博轴阳光谷建设为依托,针对复杂空间结构玻璃幕墙的连接构造和矩形管单层网格实体造型问题进行了研究。以"节点相邻面法线合矢量"为原则提出了矩形截面钢管在自由空间曲面上的合理定位方法,并将该方法通过计算机程序实现三维实体模型的自动生成与测评功能,提高了设计效率、规避了出图错误。在此基础上,对简化模型和精细模型进行了对比分析,总结各自的适用范围。最后,对幕墙玻璃的裁剪进行了几何分析,并编制自动裁剪程序。
世博轴及地下综合体工程索膜顶棚和阳光谷钢结构设计-结构理论
格式:pdf
大小:65KB
页数:11P
4.7
世博轴及地下综合体工程索膜顶棚和阳光谷钢结构设计- 结构理论 汪大绥:各位领导、各位同仁,刚才丁院长的报告非常精彩,我现在 讲的内容是我们所承担的在世博园里的另外一个项目,叫“世博轴”, 下面对我们团队所做的设计情况做一个简单的介绍。 这里有一个跟丁院长相类似的内容,世博轴在整个世博园区里所处的 位置是这里,这是世博园区围栏区的中心部分,所谓的围栏区是观众 要买票才能进入的部分。围栏区所有的场馆在这里有5个是永久性的 场馆,刚才丁院长讲了其中一个,5个场馆成为一轴四馆,左边的是 世博轴中心,右边的是演艺中心,后面的是中国馆和主题馆,我们华 东院现在承担三个馆的设计:演艺中心、世博中心和世博轴。这5个 里面只有世博轴的建筑方案是外国的,其他都是我们中国建筑设计师 的原创。 世博轴在园区里的位置非常重要,它所谓一个轴就是把整个场馆串起 来了,它的主要功能是参观的观众到达
建筑钢结构工程低温焊接技术
格式:pdf
大小:116KB
页数:8P
4.5
建筑钢结构工程低温焊接技术 添加日期:2009-6-9浏览次数:5146次 钢结构工程中的低温焊接(即在冬季施工)一直是学术界和工程界共同关注的 课题。钢结构低温焊接对焊缝金属危害的直接表征就是出现裂纹和工作状态下发生 脆断,控制不好就会导致焊接质量下降甚至造成不安全隐患,因此受到各方面的高 度重视。但根据建筑钢结构焊接工程冬季施工的理论规律,可以确定冬季施焊的两 大关键:一是尽量避免三向应力状态下施焊;二是努力提高焊接环境和结构构件的 实际温度。 本文以低温焊接技术在“鸟巢”钢结构焊接工程中的成功应用为例,探讨国内焊 接界关于冬季施工的困扰,并为工程界提供宝贵的綷-验。 一、工程特点 国家体育场“鸟巢”钢结构工程是奥运工程的突出代表,结构用钢总量约 53000t,涉及6个高强钢钢种,为全焊接结构。造型独特新颖,为双曲面马鞍形 结构,应力应变控制复杂。钢结构焊接施工
钢结构工程焊接技术重点、难点及控制措施_secret (2)
格式:pdf
大小:144KB
页数:7P
4.4
钢结构工程焊接技术重点、难点及控制措施 本文针对钢结构工程焊接技术的重点和难点,按多年来的工程实践经验主要实用焊接变形的 控制措施和方法;焊接残余应力的控制措施;焊接裂纹的防治措施;焊接工艺评定的范围;焊缝质 量检查;框架结构制作与安装焊接;安装焊接工艺;钢结构变形的预防等。 1、概述 钢结构焊接时,焊接热源对结构不均匀加热引起的结构形状和尺寸的变化,称为焊接变形。 在变形的同时,结构内部还产生应力、应变,因为这时结构并未承受外载时,就存在这些应力,所 以这些应力居于内应力范畴,称为焊接残余力。属于不均匀分布的自平衡内应力。 焊接变形及应力在焊接过程中往往是难以避免的。它们将影响到焊接结构尺寸精度和焊接接 头的 强度,轻者需耗费不少人力、物力去矫正、修理,严重的会使构件报废。此外,焊接变形和 应力 对焊接结构以后使用是的承载能力也产生不可低估的影响。焊接残余应力和焊接变形是能量 存在同一
上海世博阳光谷钢结构工程焊接技术精华文档
建筑钢结构工程低温焊接技术
格式:pdf
大小:1.5MB
页数:1P
4.5
在建筑工程钢结构施工的过程中,其中一项非常重要的施工内容就是焊接施工,由于焊接施工对技术、工艺以及环境的要求高,进而导致在应用建筑工程钢结构焊接施工技术中需要注意多方面的问题,这样才能够确保焊接施工技术应用的有效性,提高建筑工程钢结构焊接施工的质量和水平,实现最佳的焊接施工效果。
建筑钢结构工程低温焊接技术
格式:pdf
大小:371KB
页数:3P
4.5
钢结构工程中的低温焊接(即在冬季施工)一直是学术界和工程界共同关注的课题。钢结构低温焊接对焊缝金属危害的直接表征就是出现裂纹和工作状态下发生脆断,控制不好就会导致焊接质量下降甚至造成不安全隐患,因此受到各方面的高度重视。但根据建筑钢结构

巨型球体钢结构工程焊接技术
格式:pdf
大小:110KB
页数:1P
4.4
随着我国社会经济的不断发展,建筑行业的发展越来越迅速,在工程技术发面取得了巨大的进步,特别是钢结构工程的焊接技术。在钢结构工程焊接技术中,要严格按照安装步骤,执行焊接程序,特别是针对于巨型球体结构,要注意合龙技术,在分层错四十五度合龙线上,只有布置均匀才能使合龙顺利开展下去。首先,在巨型球体钢结构工程的焊接程序中,进行对称焊接时要注意以柱子为基点,从内到外,严格分区。其次,在以梁为主、从内到外进行布置时,也要严格分区。这种巨型球体钢结构工程的焊接技术在思想上具有一定的复杂性,同时在实践中还具有可操作性。因此,在实际的运用中,这种钢结构焊接技术受到业内人士的广泛好评。
建筑钢结构工程低温焊接技术
格式:pdf
大小:255KB
页数:2P
4.7
在建筑钢结构施工的过程中,会应用到相应的低温焊接技术。而在实际的应用过程中,需对建筑钢结构低温焊接技术的实施现状进行了解,并且规范的使用低温焊接技术,这样才能够将低温焊接技术的优势充分的发挥出来,实现最佳的应用效果,促进建筑钢结构施工的有序进行。因此,本文主针对于建筑钢结构低温焊接技术进行了详细的分析和探讨。
上海世博阳光谷钢结构工程焊接技术最新文档
钢结构工程焊接技术重点、难点及控制措施_secret
格式:pdf
大小:390KB
页数:8P
4.8
钢结构工程焊接技术重点、难点及控制措施 本文针对钢结构工程焊接技术的重点和难点,按多年来的工程实践经验主要阐述十种实用焊 接变形的控制措施和方法;焊接残余应力的控制措施;焊接裂纹的防治措施;焊接工艺评定的范 围;焊缝质量检查;框架结构制作与安装焊接;安装焊接工艺;钢结构变形的预防等。 1、概述 钢结构焊接时,焊接热源对结构不均匀加热引起的结构形状和尺寸的变化,称为焊接变形。在变 形的同时,结构内部还产生应力、应变,因为这时结构并未承受外载时,就存在这些应力,所以 这些应力居于内应力范畴,称为焊接残余力。属于不均匀分布的自平衡内应力。 焊接变形及应力在焊接过程中往往是难以避免的。它们将影响到焊接结构尺寸精度和焊接接头的 强度,轻者需耗费不少人力、物力去矫正、修理,严重的会使构件报废。此外,焊接变形和应力 对焊接结构以后使用是的承载能力也产生不可低估的影响。焊接残余应力和焊接变形是能量存在
钢结构工程焊接技术重点、难点及控制措施_secret
格式:pdf
大小:144KB
页数:7P
4.4
钢结构工程焊接技术重点、难点及控制措施 本文针对钢结构工程焊接技术的重点和难点,按多年来的工程实践经验主要实用焊接变形的 控制措施和方法;焊接残余应力的控制措施;焊接裂纹的防治措施;焊接工艺评定的范围;焊缝质 量检查;框架结构制作与安装焊接;安装焊接工艺;钢结构变形的预防等。 1、概述 钢结构焊接时,焊接热源对结构不均匀加热引起的结构形状和尺寸的变化,称为焊接变形。 在变形的同时,结构内部还产生应力、应变,因为这时结构并未承受外载时,就存在这些应力,所 以这些应力居于内应力范畴,称为焊接残余力。属于不均匀分布的自平衡内应力。 焊接变形及应力在焊接过程中往往是难以避免的。它们将影响到焊接结构尺寸精度和焊接接 头的 强度,轻者需耗费不少人力、物力去矫正、修理,严重的会使构件报废。此外,焊接变形和 应力 对焊接结构以后使用是的承载能力也产生不可低估的影响。焊接残余应力和焊接变形是能量 存在同一
钢结构工程焊接技术重点、难点及控制措施 钢结构工程焊接技术重点、难点及控制措施
格式:pdf
大小:199KB
页数:4P
4.7
针对钢结构工程焊接技术的重点和难点,从焊接残余应力的控制、焊接裂纹的防治、焊接工艺评定的范围、焊缝质量检查、框架结构制作与安装焊接、安装焊接工艺、钢结构变形的预防等方面阐述了几种实用焊接变形的控制措施和方法。
超高层钢结构工程典型构件制作焊接技术(上) 超高层钢结构工程典型构件制作焊接技术(上)
格式:pdf
大小:422KB
页数:4P
4.6
一、概述上海环球金融中心位于上海陆家嘴金融贸易区,建筑总面积335420m2,地下3层,地上101层,建成后的高度达493m,钢结构总量约为65000t(见图1)。

膜结构屋顶及阳光谷工程施工方案
格式:pdf
大小:4.0MB
页数:21P
4.8
1 膜结构屋顶及阳光谷工程 施 工 方 案 2014.2 2 世博轴及地下综合体工程 (膜结构屋顶及阳光谷工程) 施工方案 由于目前设计图纸及模型还未最终确定,故无法进行深化设计及工况计算等 工作,尤其是外桅杆的最终确定,所以本方案仅根据现阶段掌握的信息编制,后 期将逐步跟进、完善。 第1章工程概述 1.1工程概况及对结构的理解 世博轴及地下综合体工程(以下简称“世博轴”,见图1-1),位于浦东。南 北长1045m,东西宽地下99.5m~110.5m,地面以上宽80m,基地面积130699m2, 总建筑面积227169m2,其中地上建筑面积42877m2,地下建筑面积184292m2。 由-6.5m,-1.0m,4.5m,10m标高的平面及膜结构屋顶组成,并设有6个特征标 志性强的阳光谷以满足地下空间的自然采光,阳光谷顶端与膜结构顶棚连结(见

建筑钢结构工程低温焊接技术应用研究
格式:pdf
大小:16KB
页数:1P
4.6
环球市场理论探讨/ -71- 建筑钢结构工程低温焊接技术应用研究 刘立宝 沈阳中辰钢结构工程有限公司 摘要:钢结构工程中的低温焊接(即在冬季施工)一直是学术界 和工程界共同关注的课题。钢结构低温焊接对焊缝金属危害的直接 表征就是出现裂纹和工作状态下发生脆断,控制不好就会导致焊接 质量下降甚至造成不安全隐患,因此受到各方面的高度重视。但根 据建筑钢结构焊接工程冬季施工的理论规律,可以确定冬季施焊的 两大关键:一是尽量避免三向应力状态下施焊;二是努力提高焊接 环境和结构构件的实际温度。 关键词:建筑工程;钢结构;低温焊接 建筑钢结构的低温焊接历来是学术界、工程界共同关注的课题。 尤其在以北京“2008”奥运工程为代表的钢结构工程中,因其大量 应用q345低合金高强度钢,部分结构采用q390/q420/q460钢,板 厚达到50~150mm,且冬期施工的工程量巨大,在冬季低温
上海浦东文献中心钢结构工程群顶卸载技术
格式:pdf
大小:141KB
页数:3P
4.4
上海浦东文献中心主楼钢结构工程为箱形梁斜拉悬挑结构,设计新颖独特。结构板厚,构件重量大。采用高空组装的施工方法进行结构安装,并采用分步等距分区循环卸载的施工工艺,对悬挑结构进行了结构卸载,安全、高效地完成了结构施工任务。
钢结构工程焊接专项技术方案设计
格式:pdf
大小:324KB
页数:16P
4.8
. . 目录 一、工程概况..........................................1 二、编制依据..........................................1 三、焊接要求..........................................2 四、材料..............................................2 五、施工方法..........................................3 六、安装焊接的质量验收...............................10 七、焊接质量保证措施.................................12 八、主要安全技术措施.......
钢结构工程特殊过程(焊接)控制指导书
格式:pdf
大小:47KB
页数:8P
4.7
2016全新精品资料-全新公文范文-全程指导写作–独家原创 1/8 钢结构工程特殊过程(焊接)控制指导书 钢结构工程特殊过程(焊接)控制指导书提要:选择适当的焊接 参数,采用短弧施焊,以避免产生气孔缺陷。电弧移至钢筋边缘时, 应减慢运弧速度,以利于熔渣顺利排至钢筋与铜模之间的空穴中 源自房地产资料 钢结构工程特殊过程(焊接)控制指导书 一、原材料控制 主要原材料及主要辅材(钢材、水泥、焊条)由材料供应部门采 购且应“三证”(产品合格证、检验报告、产品说明书)齐全,严格 按《采购程序》执行。现场材料员应严格验收,合格后标识、堆放, 并按《检验和试验控制程序》执行。 二、材料检验 用于特殊过程的原、辅材料必须按国家及行业相关规范、规程要 求进行检验、试验,并出具结果报告。 三、施工、生产人员控制 施工生产人员须以培训、考核,合格后持证上岗,各工序工长及 检验人员必须配备充足,施
钢结构工程焊接工艺评定 (2)
格式:pdf
大小:880KB
页数:37P
4.4
jb4708-2000 焊接工艺评定书 评定项目:管对接20# 适用范围厚度2.5~7mm氩弧焊 评定书编号:gvh-01 评定日期:2013年9月 备案号:g-001 批准 (总工程师): jb4708-2000 焊接工艺指导书共2页第1页 单位名称: 焊接工艺指导书编号:2013-9-20日期:2013.9.10焊接工艺评定报告编号:gvh-01 焊接方法:氩弧焊机械化程度(手工.半自动.自动):手工 焊接接头:对接简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 坡口形式:v型衬垫(材料及规格):/ 其他:/ 母材: 类别号:ⅰ组别号:ⅰ-1与类别号:ⅰ组别号:ⅰ-1相焊及 标准号:gb8613钢号:20#与标准号:gb8613钢号:20
上海世博阳光谷钢结构工程焊接技术相关
文辑推荐
知识推荐
百科推荐


职位:注册环境影响评价师
擅长专业:土建 安装 装饰 市政 园林


