

栓焊钉施工方案
格式:pdf
大小:51KB
页数:3P
人气 :72
 4.6
4.6
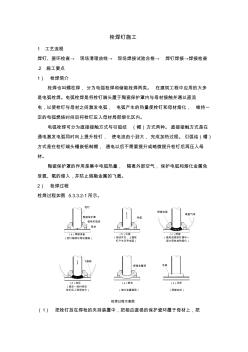
栓焊钉施工 1 工艺流程 焊钉、瓷环检查→ 现场清理放线→ 现场焊接试验合格→ 焊钉焊接→焊接检查 .2 施工要点 1) 栓焊简介 栓焊也叫螺柱焊, 分为电弧栓焊和储能栓焊两类。 在建筑工程中应用的大多 是电弧栓焊。电弧栓焊是将栓钉端头置于陶瓷保护罩内与母材接触并通以直流 电,以使栓钉与母材之间激发电弧, 电弧产生的热量使栓钉和母材熔化, 维持一 定的电弧燃烧时间后将栓钉压入母材局部熔化区内。 电弧栓焊可分为直接接触方式与引弧结 (帽)方式两种。直接接触方式是在 通电激发电弧同时向上提升栓钉, 使电流由小到大, 完成加热过程。引弧结(帽) 方式是在栓钉端头镶嵌铝制帽, 通电以后不需要提升或略微提升栓钉后再压入母 材。 陶瓷保护罩的作用是集中电弧热量, 隔离外部空气,保护电弧和熔化金属免 受氮、氧的侵入,并防止熔融金属的飞溅。 2) 栓焊过程 栓焊过程如图 5.3.3.2-1 所示。



栓焊钉施工方案 (2)
栓焊钉施工 1工艺流程 焊钉、瓷环检查→现场清理放线→现场焊接试验合格→焊钉焊接→焊接检查 .2施工要点 1)栓焊简介 栓焊也叫螺柱焊,分为电弧栓焊和储能栓焊两类。在建筑工程中应用的大多 是电弧栓焊。电弧栓焊是将栓钉端头置于陶瓷保护罩内与母材接触并通以直流 电,以使栓钉与母材之间激发电弧,电弧产生的热量使栓钉和母材熔化,维持一 定的电弧燃烧时间后将栓钉压入母材局部熔化区内。 电弧栓焊可分为直接接触方式与引弧结(帽)方式两种。直接接触方式是在 通电激发电弧同时向上提升栓钉,使电流由小到大,完成加热过程。引弧结(帽) 方式是在栓钉端头镶嵌铝制帽,通电以后不需要提升或略微提升栓钉后再压入母 材。 陶瓷保护罩的作用是集中电弧热量,隔离外部空气,保护电弧和熔化金属免 受氮、氧的侵入,并防止熔融金属的飞溅。 2)栓焊过程 栓焊过程如图5.3.3.2-1所示。 (e)
栓钉焊接施工方案
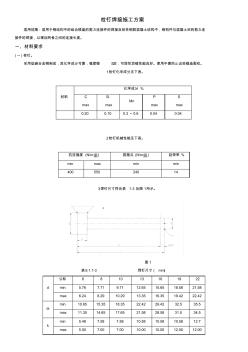
栓钉焊接施工方案 适用范围:适用于钢结构中的组合楼盖的剪力连接件的焊接及劲性钢筋混凝土结构中,钢构件与混凝土间的剪力连 接件的焊接,以增加两者之间的连接长度。 一、材料要求 (一)栓钉。 采用低碳合金钢制成,其化学成分可靠,强度稳s定,可焊性顶锻性能良好。使用中要防止出现锻造裂纹。 1栓钉化学成分见下表。 材料 化学成分% c max si max mn p max s max 0.200.100.3~0.60.040.04 2栓钉机械性能见下表。 抗拉强度(n/m)屈服点(n/m)延伸率% minmaxminmin 40055024014 3焊钉尺寸符合表1-3及图1所示。 图1 表9.1.1-3焊钉尺寸(mm) d 公称681013161922 mi
编辑推荐下载
栓钉施工方案
格式:pdf
大小:19KB
页数:3P
4.6
10-6、栓钉施工方案 1、工艺流程 栓钉试验合格——现场栓钉、瓷环检查——现场清理放线——栓钉焊 机性能检查良好——焊枪检查良好——确定焊接参数——拉伸、弯曲 试验——做焊前试件——打弯试验合格——正式施焊栓钉——自检 ——专检——隐蔽工程验收。 2、操作工艺 1)焊前准备工作:放线、抽检栓钉及瓷环,烘干。潮湿环境下焊 件也需要烘干。 2)焊前试验:每天正式施焊前做两个试件,弯45度检查合格后, 方可正式施焊。 3)栓钉焊接前,必须对不同材质、不同规格、不同厂家、不同批 号生产的栓钉,采用不同型号的焊机及焊枪进行严格的与现场同条件 的工艺参数试验。静力拉伸试验:采用20度斜拉法检查拉断时的位 移及抗拉强度、延伸率及屈服点。反复弯曲试验:在一个纵向平面内 反复弯曲45度以上,要求焊缝周围无任何断裂现象。弯90度试验: 要求焊缝的薄弱部位不出现裂缝。经以上工艺试验合格的工
焊钉技术
格式:pdf
大小:11KB
页数:6P
4.5
随着近年来我国建筑业的蓬勃发展,诞生了许多新工艺及新材 料,这其中就包括了栓钉焊的施工,在我国北方建筑市场来说栓钉焊 的施工技术可谓是一种新兴的施工工艺。下面就结合德国koco elotop系列拉弧式螺栓焊机来介绍一下栓钉焊的施工工艺。 一.栓钉焊的工作特点 拉弧式螺栓焊接技术,就是把柱状的金属物体焊接到金属工件上, 这就是栓钉焊的功能。这种焊接方法的突出优点是: 1.在瞬间实现螺栓全断面熔合的可靠焊接 2.无需钻孔,攻丝,螺纹连接,锁紧,铆接等传统方法 3.焊后工件可保证密封性能 4.高效率,高可靠性,低成本,应用领域广泛 二.适用范围 原则上,所有适合熔化焊接的材料都可以进行栓钉焊。但是对于 一些比较敏感的钢材,可能会由于在栓钉焊接过程中产生的快速 热/冷变化而变硬,变脆。如果将两种不同材料的金属焊接到一起 (如碳钢和不锈钢),就会形成新的合金。这两种情况在施
栓焊钉施工方案热门文档
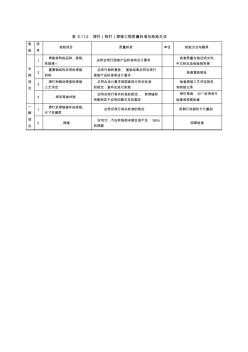
焊钉(栓钉)焊接工程质量标准与检验方法
格式:pdf
大小:12KB
页数:1P
4.6
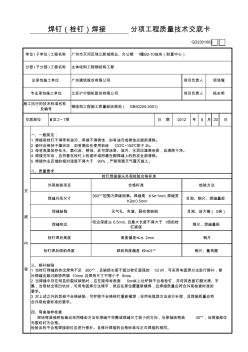
表5.11.2焊钉(栓钉)焊接工程质量标准与检验方法 类 别 序 号 检验项目质量标准单位检验方法与器具 主 控 项 目 1 焊接材料的品种、规格、 性能等☆ 应符合现行国家产品标准和设计要求 检查质量合格证明文件、 中文标志及检验报告等 2 重要钢结构采用的焊接 材料 应进行抽样复验,复验结果应符合现行 国家产品标准和设计要求 检查复验报告 3 焊钉和钢材焊接的焊接 工艺评定 应符合设计要求和国家现行有关标准 的规定;瓷环应进行烘焙 检查焊接工艺评定报告 和烘焙记录 4焊后弯曲试验 应符合现行有关标准的规定,其焊缝和 热影响区不应有肉眼可见的裂纹 焊钉弯曲30°后用角尺 检查和观察检查 一 般 项 目 1 焊钉及焊接瓷环的规格、 尺寸及偏差 应符合现行有关标准的规定用钢尺和游标卡尺量测 2焊缝 应均匀,不应有局部未熔合或不足360o 的焊脚 观察检查
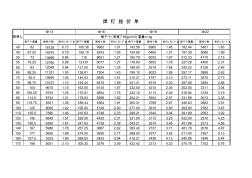
焊钉重量表
格式:pdf
大小:32KB
页数:1P
4.4
每千个重量每吨个数单价(元/个)每千个重量每吨个数单价(元/个)每千个重量每吨个数单价(元/个)每千个重量每吨个数单价(元/个) 4062161290.73100.3899631.01143.5869651.46182.4454811.83 4567.25148700.79108.1992431.05154.6964651.57197.3950661.99 5073136990.8411686211.21165.7960321.67212.3347102.15 5578.25127800.89123.8180771.27176.9056531.78227.2844002.31 6083120480.94131.0076341.35188.005319

焊钉焊接验收
格式:pdf
大小:5KB
页数:2P
4.8
4.3.1焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。 检查数量:全数检查。 检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。 说明:4.3.1焊接材料对焊接质量的影响重大,因此,钢结构工程中所采用的焊接材料应 按设计要求选用,同时产品应符合相应的国家现行标准要求。本条为强制性条文。 4.3.2重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和 设计要求。 检查数量:全数检查。 检验方法:检查复验报告。 说明:4.3.2由于不同的生产批号质量往往存在一定的差异,本条对用于重要的钢结构工 程的焊接材料的复验作出了明确规定。该复验应为见证取样、送样检验项目。本条中“重要” 是指: 1建筑结构安全等级为一级的一、二级焊缝。 2建筑结构安全等级为二级的一级焊缝。 3大跨度结构中一级焊缝。 4重级工作制吊车梁结构中一级焊
栓焊钉施工方案精华文档
焊钉(栓钉)焊接分项工程质量技术交底卡
格式:pdf
大小:87KB
页数:6P
4.7
年6月 栓钉焊后倾斜角度倾斜角度偏差θ≤5°钢尺、量角器 交 底 内 容 三、修补缺陷 1当栓钉焊缝的挤出焊角不足360°,且缺损长度不超过栓钉直径的1/2时,可采用电弧焊方法进行修补,修 补焊缝应超过缺损两端10mm,且焊角尺寸不得小于6mm。 2当焊缝中存在明显的裂纹缺陷时,应在距母材表面5mm以上处铲除不合格栓钉,并将其表面打磨光滑、平 整,当母材出现凹坑时,可用电弧焊方法填平,然后在原位置重新植焊,且焊接质量应符合外观检查标准的 要求。 3对上述之外的其他不合格缺陷,可铲除不合格栓钉重新植焊;采用电弧焊方法进行补焊,且焊接质量应符 合外观检查标准的要求。 四、弯曲抽样检查 现场弯曲抽样检查应采用锤击方法在焊缝不完整或焊缝尺寸较小的方向,沿原轴线弯曲30°,当焊接部位 无裂纹时为合格。 检验出的不合格焊接部位应进行修补。且修补焊接的合格标准与正式焊接
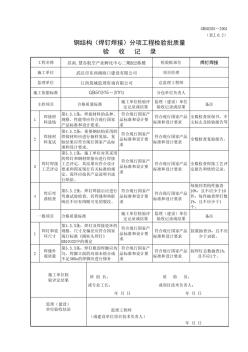
焊钉(栓钉)焊接工程检验批质量验收记录
格式:pdf
大小:38KB
页数:4P
4.3
001 检查 结果 1/ 2/ 3/ 4/ 1/ 2/ 01020402 02030102 单位(子单位) 工程名称 浙江资料软件销售: 18768184485 分部(子分部) 工程名称 地基与基础分部-基 分项工程名称钢结构基础分项 施工单位全套800项目负责人软件免费升级检验批容量 分包单位/分包单位 项目负责人 /检验批部位焊钉(栓钉)焊接工程 施工依据 建筑地基基础工程施工质量验收规范 (gb50202-2002) 《钢结构工程施工质量验收规范》 gb50205-2001 验收项目 设计要求及 规范规定 最小/实 际检查记录 主 控 项 目 焊接材料品种规格第4.3.1条 焊接材料复验第4.3.2条 焊接工艺评定第5.3.1条 焊后弯曲试验第5.3.2条 一 般 项 目 焊钉和瓷环尺寸第4.3.3条 焊缝外观质量第5.3.3
【工程文档】焊钉(栓钉)焊接检验批质量验收记录表
格式:pdf
大小:26KB
页数:2P
4.5
焊钉(栓钉)焊接检验批质量验收记录表 表5.11.2工程编号: 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称验收部位 施工单位项目经理 施工执行标准 名称及编号 专业工长 (施工员) 分包单位分包项目经理施工班组长 施工质量验收规范的规定 施工单位自检记录监理(建设)单位验收结果 类别序号检验项目质量标准 主 控 项 目 1 焊接材料的品 种、规格、性 能等☆ 应符合现行国家产品标 准和设计要求 2 重要钢结构采 用的焊接材料 应进行抽样复验,复验 结果应符合现行国家产 品标准和设计要求 3 焊钉和钢材焊 接应进行焊接 工艺评定 应符合设计要求和国家 现行有关标准的规定; 瓷环应进行烘焙 4焊后弯曲试验 应符合现行有关标准的 规定,其焊缝和热影响 区不应有肉眼可
2、焊钉(栓钉)焊接工程检验批质量验收记录表
格式:pdf
大小:38KB
页数:4P
4.5
01 1第4.3.1条 2第4.3.2条 3第5.3.1条 4第5.3.2条 1第4.3.3条 2第5.3.3条 xxx2004年12月1 符合设计 工质量验收规 范要求,同意 验收。 焊缝外观质量√ 施工单位检查评定结果 专业工长(施工员)xxx施工班组长xx 主控项目全部合格,一般项目满足规范规定要求。 项目专业质量检查员: √ 焊后弯曲试验√ 一 般 项 目 焊钉和瓷环尺寸√ 施工质量验收规范的规定施工单位检查评定记录 监理(建 单位验收记录 主 控 项 目 焊接材料品种规格合格证、检测报告齐全,品种、规格,质量符合 要求 符合设计 工质量验收规 范要求,同意 验收。 焊接材料复验√ 焊接工艺评定 分包单位分包项目经理 施工执行标准名称及编号填施工企业标准名称及编号(操作工艺、工艺标准、工法等
焊钉(栓钉)焊接工程检验批质量验收记录表 (2)
格式:pdf
大小:21KB
页数:1P
4.5
验收部位 项目经理 1第4.3.1条 2第4.3.2条 3第5.3.1条 4第5.3.2条 1第4.3.3条 2第5.3.3条 专业监理工程师 (建设单位项目专业技术负责人)2010年4月10日 监理(建设)单位验收结论 焊钉(栓钉)焊接工程 合格 合格 符合要求 项目专业质量检查员:2010年6月13日 施工单位检查评定结果 符合施工质量验收规范要求,可以进行下道工序施工。 一般项目检查符合验收规 范,同意验收。 专业工长(施工员)施工班组长 主控项目和一般项目合格(符合要求),同意上报。 符合要求 符合施工质量验收规范要 求,同意验收 一 般 项 目 焊钉和瓷环尺寸 焊缝外观质量 合格 合格 施工执行标准名称及编号钢结构工程施工质量验收规范(gb50205-200
栓焊钉施工方案最新文档
焊钉(栓钉)焊接工程检验批质量验收记录表
格式:pdf
大小:15KB
页数:2P
4.7
1.焊接材料的品种、规格、性能符合产品标准和设计要求。 检查产品质量合格证明文件、中文标志及检验报告。全数检查。 2.重要结构用焊接材料抽样复验结果符合产品标准和设计要求。 检查复验报告。全数检查。 说明 (ⅱ) gd2401063 主控项目: 检查数量:每批同类构件抽查10﹪,且不应少于10件;被抽查构件中,每件检查焊钉数量的 1﹪,但不应少于1个。 检验方法:焊钉弯曲30°后用角尺检查和观察检查。 一般项目: 3.施工单位对其采用的焊钉和钢材焊接应进行焊接工艺评定,其结果应符合设计要求和国家现 行有关标准的规定。瓷环应按其产品说明书进行烘焙。检查焊接工艺评定报告和烘焙记录。 全数检查。 4.焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不应有肉眼可见的裂纹。 检查数量:按总焊钉数抽查1﹪,且不应少于10个。
焊钉栓钉焊接工程检验批质量验收记录表Ⅱ
格式:pdf
大小:456KB
页数:1P
4.7
焊钉(栓钉)焊接工程检验批质量验收记录表 gb50205-2001(ⅱ) gd2401063 gd2402022 单位(子单位)工程名称 分部(子分部)工程名称验收部位 施工单位项目经理 分包单位分包项目经理 施工执行标准名称及编号gb50205-2001 施工质量验收规范的规定施工单位检查评定记录 监理(建设)单 位验收记录 主 控 项 目 1焊接材料品种规格第4.3.1条 2焊接材料复验第4.3.2条 3焊接工艺评定第5.3.1条 4焊后弯曲试验第5.3.2条 一 般 项 目 1焊钉和瓷环尺寸第4.3.3条 2焊缝外观质量第5.3.3条 施工单位检查评定结果 专业工长(施工员)施工班组长 项目专业质量检查员:年月日 监理(建设)单位验收结论专业监理工程师(建设单位项目专业技术负责人):年月日

焊钉(栓钉)焊接工程检验批质量验收记录
格式:pdf
大小:20KB
页数:2P
4.6
焊钉(栓钉)焊接工程检验批质量验收记录 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称 施工单位项目负责人检验批容量 分包单位分包单位项目负责人检验批部位 施工依据验收依据 验收项目设计要求及 规范规定 最小/实际 抽样数量 检查记录检查 结果 主 控 项 目 1焊接材料的品种、规格、性能第4.3.1条/ 2焊接材料复验第4.3.2条/ 3焊接工艺评定第5.3.1条/ 4焊后弯曲试验第5.3.2条/ 一 般 项 目 1焊钉和瓷环第4.3.3条/ 2焊脚第5.3.3条/ 施工单位 检查结果 施工员: 质检员:年月日 监理(建设) 单位验收结论 专业监理工程师: (建设单位项目专业技术负责人) 年月日
焊钉(栓钉)焊接工程检验批质量验收记录表 (2)
格式:pdf
大小:20KB
页数:1P
4.5
焊钉(栓钉)焊接工程检验批质量验收记录表 gb50205-2001 010901 020401 单位(子单位)工程名称xx分输清管站 分部(子分部)工程名称钢结构安装工程验收部位综合楼屋面 施工单位武警水电部队榆济天然气管工程项目部xx分部项目经理刘xx 分包单位xx工程建设有限责任公司分包项目经理张xx 施工执行标准名称及编号《钢结构安装工程质量验收统一标准》gb50205—2001 施工质量验收规范的规定施工单位检查评定记录 监理(建设)单 位验收记录 主 控 项 目 1焊接材料品种规格第4.3.1条符合要求 合格 2焊接材料复验第4.3.2条符合要求 3焊接工艺评定第5.3.1条符合要求 4焊后弯曲试验第5.3.2条符合要求 一 般 项 目 1焊钉和瓷环尺寸第4.3.3条符合要求 符合要求

钢结构焊钉(栓钉)焊接分项工程检验批质量验收记录
格式:pdf
大小:19KB
页数:1P
4.5
钢结构焊钉(栓钉)焊接分项工程检验批质量验收记录表205-通-2-2 单位(子单位)工程名称 分部(子分部)工程名称验收部位 施工单位项目经理 分包单位分包项目经理 施工执行标准名称及编号 检控 项目 序 号 质量验收规范规定施工单位检查评定记录 监理(建设) 单位验收记录 主 控 项 目 1 焊接材料的品种、规格、性能等应符合 现行国家产品标准和设计要求 检查数量:全数检查。检验方法:检查 焊接材料的质量合格证明文件、中文标志 及检验报告等 第4.3.1条 2 重要钢结构采用的焊接材料应进行抽样 复验,复验结果应符合现行国家产品标准 和设计要求 第4.3.2条 3 施工单位对其采用的焊钉和钢材焊接应 进行焊接工艺评定,其结果应符合设计要 求和国家现行有关标准的规定。瓷环应按 其产品说明书进行烘焙 检查数量:全数检查。检验方法:检查 焊接工艺评定
焊钉(栓钉)焊接分项工程质量技术交底卡 (2)
格式:pdf
大小:87KB
页数:6P
4.4
年6月 栓钉焊后倾斜角度倾斜角度偏差θ≤5°钢尺、量角器 交 底 内 容 三、修补缺陷 1当栓钉焊缝的挤出焊角不足360°,且缺损长度不超过栓钉直径的1/2时,可采用电弧焊方法进行修补,修 补焊缝应超过缺损两端10mm,且焊角尺寸不得小于6mm。 2当焊缝中存在明显的裂纹缺陷时,应在距母材表面5mm以上处铲除不合格栓钉,并将其表面打磨光滑、平 整,当母材出现凹坑时,可用电弧焊方法填平,然后在原位置重新植焊,且焊接质量应符合外观检查标准的 要求。 3对上述之外的其他不合格缺陷,可铲除不合格栓钉重新植焊;采用电弧焊方法进行补焊,且焊接质量应符 合外观检查标准的要求。 四、弯曲抽样检查 现场弯曲抽样检查应采用锤击方法在焊缝不完整或焊缝尺寸较小的方向,沿原轴线弯曲30°,当焊接部位 无裂纹时为合格。 检验出的不合格焊接部位应进行修补。且修补焊接的合格标准与正式焊接

焊钉(栓钉)焊接工程检验批质量验收记录 (2)
格式:pdf
大小:20KB
页数:2P
4.7
焊钉(栓钉)焊接工程检验批质量验收记录 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称 施工单位项目负责人检验批容量 分包单位分包单位项目负责人检验批部位 施工依据验收依据 验收项目设计要求及 规范规定 最小/实际 抽样数量 检查记录检查 结果 主 控 项 目 1焊接材料的品种、规格、性能第4.3.1条/ 2焊接材料复验第4.3.2条/ 3焊接工艺评定第5.3.1条/ 4焊后弯曲试验第5.3.2条/ 一 般 项 目 1焊钉和瓷环第4.3.3条/ 2焊脚第5.3.3条/ 施工单位 检查结果 施工员: 质检员:年月日 监理(建设) 单位验收结论 专业监理工程师: (建设单位项目专业技术负责人) 年月日
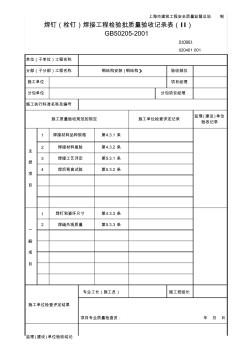
焊钉(栓钉)焊接工程检验批质量验收记录表(Ⅱ)
格式:pdf
大小:29KB
页数:2P
4.8
001 1 2 3 4 1 2 主 控 项 目 一 般 项 目 监理(建设)单位验收结论 施工单位检查评定结果 项目专业质量检查员:年月日 专业工长(施工员)施工班组长 焊钉和瓷环尺寸第4.3.3条 焊缝外观质量第5.3.3条 焊后弯曲试验第5.3.2条 焊接材料复验第4.3.2条 焊接工艺评定第5.3.1条 施工质量验收规范的规定施工单位检查评定记录 监理(建设)单位 验收记录 焊接材料品种规格第4.3.1条 分包单位分包项目经理 施工执行标准名称及编号 分部(子分部)工程名称钢结构安装(钢结构)验收部位 施工单位项目经理 上海市建筑工程安全质量监督总站制 焊钉(栓钉)焊接工程检验批质量验收记录表(ⅱ) gb50205-2001 010901 020401 单位(子单位)工程名称 监理(建设)单位验收结论 专业监理

焊钉、栓钉、焊接工程检验批质量验收记录
格式:pdf
大小:17KB
页数:1P
4.7
焊钉(栓钉)焊接工程检验批质量验收记录 gb50205-2001 (ⅱ) 工程名称编号 分项工程名称验收部位 施工单位项目负责人施工员 分包单位项目负责人施工班组长 施工执行标准名称及编号 验收规范的规定施工、分包单位检查记录 监理单位 验收记录 主 控 项 目 1焊接材料品种规格第4.3.1条 2焊接材料复验第4.3.2条 3焊接工艺评定第5.3.1条 4焊后弯曲试验第5.3.2条 一 般 项 目 1焊钉和瓷环尺寸第4.3.3条 2焊缝外观质量第5.3.3条 施工、分包单位检查结果: 项目专业质量检查员: 年月日 监理单位验收结论: 专业监理工程师: 年月日

焊钉(栓钉)焊接工程检验批质量验收记录 (2)
格式:pdf
大小:21KB
页数:1P
4.4
第页 1/ 2/ 1/ 主 控 项 目 一 般 项 目 施工单位 检查结果 监理单位 验收结论 专业监理工程 师: 年月日 专业工长: 项目专业质量检查 员: 年月日 焊缝外观质量第5.3.3条 焊后弯曲试验第5.3.2条 验收项目 设计要求或 规范规定 最小/实际 抽样数量 检查记录 检查 结果 焊接工艺评定第5.3.1条 验收部位/区段 市政验·通-141焊钉(栓钉)焊接工 程检验批质量验收记录 检验批容量 施工及验收依据《钢结构工程施工质量验收规范》gb50205 项目负责人项目技术负责人 分部(子分部)工程名 称 分项工程名称 工程名称 单位工程名称 施工单位分包单位 市政基础设施工程 焊钉(栓钉)焊接工程检验批质量验收记录 市政验·通-141 页,共
栓焊钉施工方案相关
文辑推荐
知识推荐
百科推荐


职位:岩土技术负责人
擅长专业:土建 安装 装饰 市政 园林


