

施工中直螺纹套筒接头位置的规定
格式:pdf
大小:37KB
页数:3P
人气 :52
 4.5
4.5
施工中直螺纹套筒接头位置的规定 一、钢筋接头形式 钢 筋 接 头 形 式 包 括 : 绑 扎 连 接 、 焊 接 连 接 、 机 械 连 接 , 机 械 连 接 又 分 为 : 直 螺 纹 、 锥 螺 纹 、套 筒 挤 压 、套 筒 灌 浆 等 。现 在 施 工 工 地 常 用 的 是 绑 扎 连 接 和 直 螺 纹 套 筒 连 接 , 绑 扎 连 接 用 于 小 规 格 钢 筋 ,一 般 是 直 径 16 以 下 的 钢 筋 ,套 筒 连 接 用 于 直 径 16 以 上( 含 ) 的 钢 筋 。 经 过 试 验 , 剥 肋 滚 轧 直 螺 纹 接 头 的 疲 劳 性 能 最 好 。 通 常 来 说 ,套 筒 连 接 比 绑 扎 连 接 、焊 接 连 接 具 有 更 好 的 连 接 性 能 。但 绑 扎 接 头 的 质 量 更 好 控 制 些 , 只 要 不 少 于 规 定 的 搭 接



直螺纹套筒连接
技术交底记录 2011年月日鲁jj-005□□□ 工程名称龙熙园小区住宅施工单位江苏建兴建工集团 交底部位钢筋连接工序名称钢筋直螺纹套筒连接 交底提要:钢筋加工机械、丝头加工质量要求、检验措施及连接要求。 交底内容: 1施工准备 1.1材料准备 本工程直径大于20的三级钢筋均采用直螺纹连接,钢筋应有出厂合格证和检测报告。 1.2连接套筒 本工程采用钢筋滚压直螺纹套筒连接技术,所采用的连接套筒,有出厂合格证及材质证明 书,套筒表面有规格标记。规格有?20,?22、?25。 1.3机具设备 直螺纹套丝机1台、无齿锯、专用锯片切割机、力矩扳手、量规等 1.4作业条件 1.4.1参加接头施工的操作人员已进行技术培训,套接合格,班组人员相对固定。 1.4.2机械设备经维修试用,测力扳手经检验,并满足施工要求。 1.4.3直螺纹套和钢筋端头已清理、去污,按规格尺寸加工,存放
编辑推荐下载
直螺纹套筒施工方案
格式:pdf
大小:9KB
页数:4P
4.7
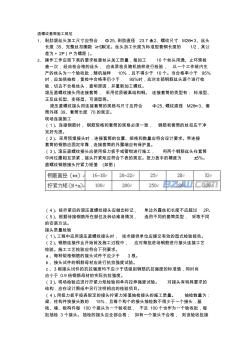
一、适用范围: 本工艺标准适用于工业与民用建筑现浇钢筋混凝土结构中直径16~40mm的热轧ⅱ、ⅲ级同 级钢筋的同径或异径钢筋的连接。所连接钢筋直径之差不直超过9mm。 采用锥螺纹钢筋接头应经设计人员同意。 二、施工准备: 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 2.1.2连接套应符合以下要求: 2.1.2.1有明显的规格标记(如32或32)。 2.1.2.2锥孔用塑料密封盖封住。 2.1.2.3同径或异径连接套尺寸在表4-25的规定范围。 连接套规格尺寸表表4-25 连接套规格标记外径不小于(mm)长度不小于(mm) 16、1625-0.565-0.5
直螺纹套筒施工规范 (2)
格式:pdf
大小:56KB
页数:3P
4.4
直螺纹套筒施工规范 1、剥肋滚丝头加工尺寸应符合φ25,剥肋直径23.7±0.2、螺纹尺寸m26×3、丝头 长度35、完整丝扣圈数≥9规定。丝头加工长度为标准型套铜长度的1/2,其公 差为+2p(p为螺距)。 2、操作工作应按下表的要求检查丝头加工质量,每加工10个丝头用通、止环规检 查一次,经自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班内生 产的丝头为一个验收批,随机抽样10%,且不得少于10个。当合格率小于95% 时,应加倍抽检,复检中合格率仍小于95%时,应对全部钢筋丝头逐个进行检 验,切去不合格丝头,查明原因,并重新加工螺纹。 滚压直螺纹接头用连接套筒,采用优质碳素结构钢。连接套筒的类型有:标准型、 正反丝扣型、变径型、可调型等。 滚压直螺纹接头用连接套筒的规格与尺寸应符合φ25,螺纹直径m26×3、套 筒外径39、套筒长度
施工中直螺纹套筒接头位置的规定热门文档
直螺纹套筒施工规范 (4)
格式:pdf
大小:56KB
页数:3P
4.4
直螺纹套筒施工规范 1、剥肋滚丝头加工尺寸应符合φ25,剥肋直径23.7±0.2、螺纹尺寸m26×3、丝头 长度35、完整丝扣圈数≥9规定。丝头加工长度为标准型套铜长度的1/2,其公 差为+2p(p为螺距)。 2、操作工作应按下表的要求检查丝头加工质量,每加工10个丝头用通、止环规检 查一次,经自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班内生 产的丝头为一个验收批,随机抽样10%,且不得少于10个。当合格率小于95% 时,应加倍抽检,复检中合格率仍小于95%时,应对全部钢筋丝头逐个进行检 验,切去不合格丝头,查明原因,并重新加工螺纹。 滚压直螺纹接头用连接套筒,采用优质碳素结构钢。连接套筒的类型有:标准型、 正反丝扣型、变径型、可调型等。 滚压直螺纹接头用连接套筒的规格与尺寸应符合φ25,螺纹直径m26×3、套 筒外径39、套筒长度

直螺纹套筒的规格1
格式:pdf
大小:123KB
页数:3P
4.7
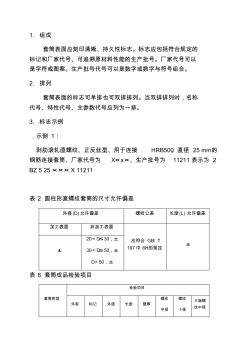
精心整理 1.组成 套筒表面应刻印清晰、持久性标志。标志应包括符合4.3规定的标记和厂 家代号、可追溯原材料性能的生产批号。厂家代号可以是字符或图案。生 产批号代号可以是数字或数字与符号组合。 2.排列 套筒表面的标志可单排也可双排排列。当双排排列时,名称代号、特性代 号、主参数代号应列为一排。 3.标志示例 示倒1: 剥肋滚轧直螺纹、正反丝型、用于连接hrb500、直径25mm的钢筋连接套 筒、厂家代号为x×x×、生产批号为11211表示为2bz525×××x11211 表2圆柱形直螺纹套筒的尺寸允许偏差 外径(d)允许偏差螺纹公差长度(l)允许偏差 加工表面非加工表面 应符合gb/t197 中6h的规定 ±1.0 ±0.50 20<d≤30,±0.5 30<d≤50,±0.6 d>50,±0.8 表8套筒成品检验项目 套筒类型 检验
直螺纹套筒的规格
格式:pdf
大小:65KB
页数:4P
4.4
1.组成 套筒表面应刻印清晰、持久性标志。标志应包括符合规定的 标记和厂家代号、可追溯原材料性能的生产批号。厂家代号可以 是字符或图案。生产批号代号可以是数字或数字与符号组合。 2.排列 套筒表面的标志可单排也可双排排列。当双排排列时,名称 代号、特性代号、主参数代号应列为一排。 3.标志示例 示倒1: 剥肋滚轧直螺纹、正反丝型、用于连接hrb500、直径25mm的 钢筋连接套筒、厂家代号为x×x×、生产批号为11211表示为2 bz525×××x11211 表2圆柱形直螺纹套筒的尺寸允许偏差 外径(d)允许偏差螺纹公差长度(l)允许偏差 加工表面非加工表面 应符合gb/t 197中6h的规定 ± ± 20<d≤30,± 30<d≤50,± d>50,± 表8套筒成品检验项目 套筒类型 检验项目 外观标记外径长度壁厚 螺纹

钢筋直螺纹套筒 (2)
格式:pdf
大小:105KB
页数:8P
4.3
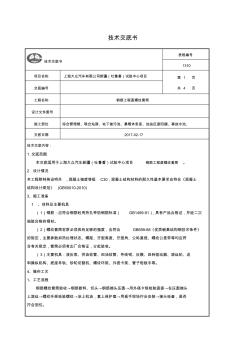
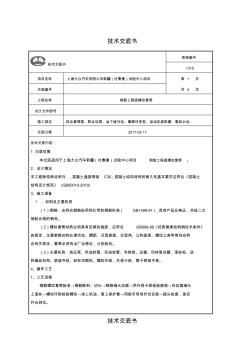
技术交底书 技术交底书 表格编号 1310 项目名称上海大众汽车有限公司新疆(吐鲁番)试验中心项目第1页 共4页交底编号 工程名称钢筋工程直螺纹套筒 设计文件图号 施工部位综合管理楼、联合站房、地下储污池、暴晒休息室、加油区遮阳棚、事故水池、 交底日期2017-02-17 技术交底内容: 1.交底范围 本交底适用于上海大众汽车新疆(吐鲁番)试验中心项目钢筋工程直螺纹套筒。 2.设计情况 本工程除特殊说明外,混凝土强度等级c30;混凝土结构材料的耐久性基本要求应符合《混凝土 结构设计规范》(gb50010-2010)3.5.3条的各项要求。 3、施工准备 1、材料及主要机具 (1)钢筋:应符合钢筋砼用热扎带肋钢筋标准(gb1499-91),具有产品合格证,并经二次 抽验合格的钢材。 (2)螺纹套筒材质必须具有足够的强度,应符合gb
施工中直螺纹套筒接头位置的规定精华文档
钢筋直螺纹套筒 (3)
格式:pdf
大小:80KB
页数:4P
4.6
技术交底书 技术交底书 表格编号 1310 项目名称上海大众汽车有限公司新疆(吐鲁番)试验中心项目第1页 共4页交底编号 工程名称钢筋工程直螺纹套筒 设计文件图号 施工部位综合管理楼、联合站房、地下储污池、暴晒休息室、加油区遮阳棚、事故水池、 交底日期2017-02-17 技术交底内容: 1.交底范围 本交底适用于上海大众汽车新疆(吐鲁番)试验中心项目钢筋工程直螺纹套筒。 2.设计情况 本工程除特殊说明外,混凝土强度等级c30;混凝土结构材料的耐久性基本要求应符合《混凝土 结构设计规范》(gb50010-2010) 3、施工准备 1、材料及主要机具 (1)钢筋:应符合钢筋砼用热扎带肋钢筋标准(gb1499-91),具有产品合格证,并经二次 抽验合格的钢材。 (2)螺纹套筒材质必须具有足够的强度,应符合gb699-88《优质碳素结构钢
钢筋直螺纹套筒
格式:pdf
大小:81KB
页数:4P
4.6
建筑 技术交底书 技术交底书 表格编号 1310 项目名称上海大众汽车有限公司新疆(吐鲁番)试验中心项目第1页 共4页交底编号 工程名称钢筋工程直螺纹套筒 设计文件图号 施工部位综合管理楼、联合站房、地下储污池、暴晒休息室、加油区遮阳棚、事故水池、 交底日期2017-02-17 技术交底内容: 1.交底范围 本交底适用于上海大众汽车新疆(吐鲁番)试验中心项目钢筋工程直螺纹套筒。 2.设计情况 本工程除特殊说明外,混凝土强度等级c30;混凝土结构材料的耐久性基本要求应符合《混凝土 结构设计规范》(gb50010-2010)3.5.3条的各项要求。 3、施工准备 1、材料及主要机具 (1)钢筋:应符合钢筋砼用热扎带肋钢筋标准(gb1499-91),具有产品合格证,并经二次 抽验合格的钢材。 (2)螺纹套筒材质必须具有足够的强度,应符合
直螺纹套筒施工规范 (3)
格式:pdf
大小:54KB
页数:3P
4.6
直螺纹套筒施工规范 1、剥肋滚丝头加工尺寸应符合φ25,剥肋直径23.7±0.2、螺纹尺寸m26×3、丝头 长度35、完整丝扣圈数≥9规定。丝头加工长度为标准型套铜长度的1/2,其公 差为+2p(p为螺距)。 2、操作工作应按下表的要求检查丝头加工质量,每加工10个丝头用通、止环规检 查一次,经自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班内生 产的丝头为一个验收批,随机抽样10%,且不得少于10个。当合格率小于95% 时,应加倍抽检,复检中合格率仍小于95%时,应对全部钢筋丝头逐个进行检 验,切去不合格丝头,查明原因,并重新加工螺纹。 滚压直螺纹接头用连接套筒,采用优质碳素结构钢。连接套筒的类型有:标准型、 正反丝扣型、变径型、可调型等。 滚压直螺纹接头用连接套筒的规格与尺寸应符合φ25,螺纹直径m26×3、套 筒外径39、套筒长度

直螺纹套筒施工规范
格式:pdf
大小:54KB
页数:3P
4.3
直螺纹套筒施工规范 1、剥肋滚丝头加工尺寸应符合φ25,剥肋直径23.7±0.2、螺纹尺寸m26×3、丝头 长度35、完整丝扣圈数≥9规定。丝头加工长度为标准型套铜长度的1/2,其公 差为+2p(p为螺距)。 2、操作工作应按下表的要求检查丝头加工质量,每加工10个丝头用通、止环规检 查一次,经自检合格的丝头,应由质检员随机抽样进行检验,以一个工作班内生 产的丝头为一个验收批,随机抽样10%,且不得少于10个。当合格率小于95% 时,应加倍抽检,复检中合格率仍小于95%时,应对全部钢筋丝头逐个进行检 验,切去不合格丝头,查明原因,并重新加工螺纹。 滚压直螺纹接头用连接套筒,采用优质碳素结构钢。连接套筒的类型有:标准型、 正反丝扣型、变径型、可调型等。 滚压直螺纹接头用连接套筒的规格与尺寸应符合φ25,螺纹直径m26×3、套 筒外径39、套筒长度
 高墩直螺纹套筒施工工艺研究
高墩直螺纹套筒施工工艺研究 高墩直螺纹套筒施工工艺研究
格式:pdf
大小:588KB
页数:2P
4.4
黑崖沟2#特大桥全长1121m,该桥为高墩大跨度连续弯刚构桥梁,最大跨度127m,最高墩120.5m,为华北第一高桥,是全线控制性工程。其中φ32钢筋和φ28钢筋接头共104201个,且属于高空连接,再加上施工工期紧、钢筋连接试验合格率较低,将严重影响工程进度,因此项目部确定大直径钢筋的连接技术为该工程重点项目之一。
施工中直螺纹套筒接头位置的规定最新文档

直螺纹套筒连接的施工工艺 (2)
格式:pdf
大小:11KB
页数:2P
4.6
直螺纹套筒连接的施工工艺 1、钢筋滚压直螺纹连接工艺流程: 原材检验→钢筋下料、平头→剥肋滚压螺纹→丝头检验→利用套筒连接→接头检 验→完成。 2、工艺操作要点: 1)技术要求 (1)钢筋先调直在下料,切口端面与钢筋轴线垂直,不得有马蹄形或挠曲,不 得用气割下料。 (2)钢筋下料时必须符合下列规定: a.设置在同一构件内同一截面受力钢筋的接头位置应相互错开。同一截面接头百 分率不应超过50%。 b.接头端头距钢筋受弯点不得小于钢筋直径的10倍长度。 c.钢筋连接套筒的砼保护层厚度应满足《混凝土结构设计规范》中受力钢筋砼保 护层最小厚度的要求,且不得小于15mm,连接套之间的横向净距不宜小于 25mm。 2)钢筋螺纹加工 (1)钢筋端部平头使用钢筋切割机进行切割,不得采用氧割。切口断面应与钢 筋轴线垂直; (2)按照钢筋规格所需要的调试棒调整好滚丝头内孔最小尺寸; (3)按钢筋规格更
直螺纹套筒技术交底加工
格式:pdf
大小:65KB
页数:4P
4.6
技术交底记录 鲁jj—005编号: 工程名称施工单位 交底部位工序名称直螺纹套丝加工 交底内容: 1适用范围 实现本工程c18及c18以上钢筋的机械连接。 2工艺流程 3施工准备 3.1机床安装及搭建料架 3.1.1根据工程中接头数量、工程进度要求设置套丝机床数量,一般为两台一组,对 称加工。钢筋加工料场配备2台套丝机。 3.1.2根据所加工钢筋长度确定两台机床间合适距离及料架长度,一般为钢筋最大长 度外加1m。 3.1.3将机床安放平稳,用方木固定牢固,两台机床主轴中心线应在同一个轴心线且并 处于水平位置。 3.2凡参加施工人员均应经过技术培训,机床操作工人应经考核合格,持证上岗。 3.3钢筋原材料经过复检并符合工程要求。套筒应有合格证,其型式、规格应与包装箱 标志相符,与工程要求相符。 4操作要点 4.1下料:钢筋应先调直后用无齿
直螺纹套筒规范(2)
格式:pdf
大小:31KB
页数:3P
4.3
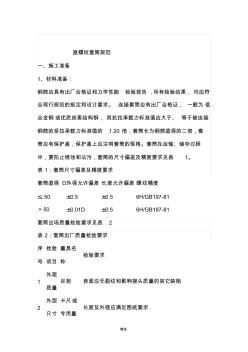
. . 直螺纹套筒规范 一、施工准备 1、材料准备: 钢筋应具有出厂合格证和力学性能检验报告,所有检验结果,均应符合现行规范的规定和设 计要求。连接套筒应有出厂合格证,一般为低合金钢或优质炭素结构钢,其抗拉承载力标准 值应大于、等于被连接钢筋的受拉承载力标准值的1.20倍,套筒长为钢筋直径的二倍,套 筒应有保护盖,保护盖上应注明套筒的规格。套筒在运输、储存过程中,要防止锈蚀和沾污, 套筒的尺寸偏差及精度要求见表1。 表1:套筒尺寸偏差及精度要求 套筒直径d外径允许偏差长度允许偏差螺纹精度 ≤50±0.5±0.56h/gb197-81 >50±0.01d±0.56h/gb197-81 套筒出场质量检验要求见表2 表2:套筒出厂质量检验要求 序 号 检验项 目 量具名称检验要求 1 外观质 量 目测表面应无裂纹和影响接头
直螺纹套筒规范DF
格式:pdf
大小:33KB
页数:3P
4.5
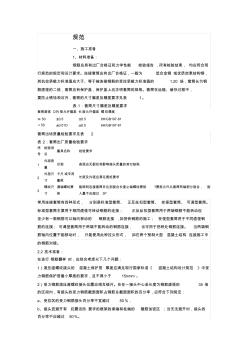
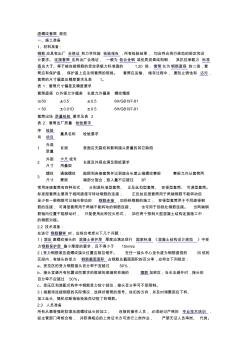
规范 一、施工准备 1、材料准备: 钢筋应具有出厂合格证和力学性能检验报告,所有检验结果,均应符合现 行规范的规定和设计要求。连接套筒应有出厂合格证,一般为低合金钢或优质炭素结构钢, 其抗拉承载力标准值应大于、等于被连接钢筋的受拉承载力标准值的1.20倍,套筒长为钢 筋直径的二倍,套筒应有保护盖,保护盖上应注明套筒的规格。套筒在运输、储存过程中, 要防止锈蚀和沾污,套筒的尺寸偏差及精度要求见表1。 表1:套筒尺寸偏差及精度要求 套筒直径d外径允许偏差长度允许偏差螺纹精度 ≤50±0.5±0.56h/gb197-81 >50±0.01d±0.56h/gb197-81 套筒出场质量检验要求见表2 表2:套筒出厂质量检验要求 序 号 检验项 目 量具名称检验要求 1 外观质 量 目测表面应无裂纹和影响接头质量的其它缺陷 2 外型尺 寸 卡
钢筋直螺纹套筒
格式:pdf
大小:80KB
页数:4P
4.7
技术交底书 技术交底书 表格编号 1310 项目名称上海大众汽车有限公司新疆(吐鲁番)试验中心项目第1页 共4页交底编号 工程名称钢筋工程直螺纹套筒 设计文件图号 施工部位综合管理楼、联合站房、地下储污池、暴晒休息室、加油区遮阳棚、事故水池、 交底日期2017-02-17 技术交底内容: 1.交底范围 本交底适用于上海大众汽车新疆(吐鲁番)试验中心项目钢筋工程直螺纹套筒。 2.设计情况 本工程除特殊说明外,混凝土强度等级c30;混凝土结构材料的耐久性基本要求应符合《混凝土 结构设计规范》(gb50010-2010) 3、施工准备 1、材料及主要机具 (1)钢筋:应符合钢筋砼用热扎带肋钢筋标准(gb1499-91),具有产品合格证,并经二次 抽验合格的钢材。 (2)螺纹套筒材质必须具有足够的强度,应符合gb699-88《优质碳素结构钢
直螺纹套筒技术交底
格式:pdf
大小:17KB
页数:1P
4.6
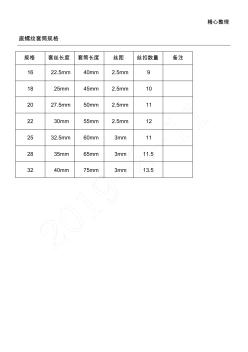
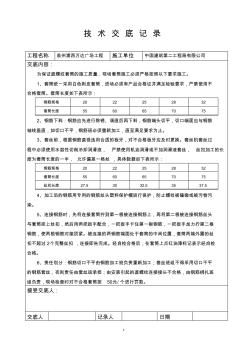
1 技术交底记录 工程名称泉州浦西万达广场工程施工单位中国建筑第二工程局有限公司 交底内容: 为保证直螺纹套筒的施工质量,现场套筒施工必须严格按照以下要求施工。 1、套筒统一采用白色剥皮套筒,进场必须有产品合格证并满足检验要求,严禁使用不 合格套筒。套筒长度如下表所示: 钢筋规格2022252832 套筒长度5560657075 2、钢筋下料:钢筋应先进行除锈、调直后再下料,钢筋端头切平,切口端面应与钢筋 轴线垂直,如切口不平,钢筋班必须重新加工,直至满足要求为止。 3、套丝前,根据钢筋直径选用合适的板牙,对不合格板牙应及时更换。套丝机套丝过 程中必须使用水溶性切削冷却润滑液,严禁使用机油润滑或不加润滑液套丝,丝扣加工的长 度为套筒长度的一半,允许偏差一格丝,具体数据如下表所示: 钢筋规格2022252832 套筒长度5560

直螺纹套筒检查记录
格式:pdf
大小:207KB
页数:8P
4.6
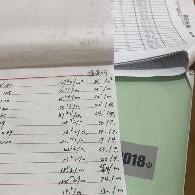
钢筋现场直螺纹连接接头质量检查记录 单位(子单位)工程 桥东街地块棚户区改造安置用房配 套小学项目1#教学楼 分部及部位基础梁、板 施工单位山西四建集团有限公司项目负责人刘永生 施工执行标准及规范钢筋机械连接规程jgj107-2010检查日期2017-9-1 检查记录 序 号 接头 位置 钢筋 直径 秃牙 状况 钢筋套丝 长度 外漏螺纹检验 (不超2p) 规定力矩值 n.m 抽检力矩值 n.m 结论 1 基础板 18无27.51p200207合格 218无270.5p200198合格 318无272p200204合格 418无26.50.5p200208合格 518无26.51p200201合格 618无271p200199合格 718无271.5p200205合格
直螺纹套筒规范 (2)
格式:pdf
大小:709KB
页数:78P
4.4
直螺纹套筒规范 一、施工准备 1、材料准备: 钢筋应具有出厂合格证和力学性能检验报告,所有检验结果,均应符合现行规范的规定和设 计要求。连接套筒应有出厂合格证,一般为低合金钢或优质炭素结构钢,其抗拉承载力标准 值应大于、等于被连接钢筋的受拉承载力标准值的1.20倍,套筒长为钢筋直径的二倍,套 筒应有保护盖,保护盖上应注明套筒的规格。套筒在运输、储存过程中,要防止锈蚀和沾污, 套筒的尺寸偏差及精度要求见表1。 表1:套筒尺寸偏差及精度要求 套筒直径d外径允许偏差长度允许偏差螺纹精度 ≤50±0.5±0.56h/gb197-81 >50±0.01d±0.56h/gb197-81 套筒出场质量检验要求见表2 表2:套筒出厂质量检验要求 序 号 检验 项目 量具名称检验要求 1 外观 质量 目测表面应无裂纹和影
直螺纹套筒规范 (3)
格式:pdf
大小:55KB
页数:6P
4.7
精选 直螺纹套筒规范 一、施工准备 1、材料准备: 钢筋应具有出厂合格证和力学性能检验报告,所有检验结果,均应符 合现行规范的规定和设计要求。连接套筒应有出厂合格证,一般为低 合金钢或优质炭素结构钢,其抗拉承载力标准值应大于、等于被连接 钢筋的受拉承载力标准值的1.20倍,套筒长为钢筋直径的二倍,套 筒应有保护盖,保护盖上应注明套筒的规格。套筒在运输、储存过程 中,要防止锈蚀和沾污,套筒的尺寸偏差及精度要求见表1。 表1:套筒尺寸偏差及精度要求 套筒直径d外径允许偏差长度允许偏差螺纹精度 ≤50±0.5±0.56h/gb197-81 >50±0.01d±0.56h/gb197-81 套筒出场质量检验要求见表2 表2:套筒出厂质量检验要求 序 号 检验 项目 量具名 称 检验要求 1 外观 质量 目测表面应无裂纹和影响接头质量的其它缺陷

直螺纹套筒规范
格式:pdf
大小:9KB
页数:3P
4.5
直螺纹套筒规范 一、施工准备 1、材料准备: 钢筋应具有出厂合格证和力学性能检验报告,所有检验结果,均应符合现行规范的规定和设 计要求。连接套筒应有出厂合格证,一般为低合金钢或优质炭素结构钢,其抗拉承载力标准 值应大于、等于被连接钢筋的受拉承载力标准值的1.20倍,套筒长为钢筋直径的二倍,套 筒应有保护盖,保护盖上应注明套筒的规格。套筒在运输、储存过程中,要防止锈蚀和沾污, 套筒的尺寸偏差及精度要求见表1。 表1:套筒尺寸偏差及精度要求 套筒直径d外径允许偏差长度允许偏差螺纹精度 ≤50±0.5±0.56h/gb197-81 >50±0.01d±0.56h/gb197-81 套筒出场质量检验要求见表2 表2:套筒出厂质量检验要求 序 号 检验项 目 量具名称检验要求 1 外观质 量 目测表面应无裂纹和影响接头质量的其它缺陷 2
施工中直螺纹套筒接头位置的规定相关
文辑推荐
知识推荐
百科推荐

职位:园林工程预算员
擅长专业:土建 安装 装饰 市政 园林


