

双滚柱机床螺纹滚头轴向进给滚压螺纹时形成尺寸链的分析
格式:pdf
大小:457KB
页数:3P
人气 :83
 4.8
4.8
通过对双滚柱机床滚压螺纹时,当螺纹滚头(刃具)轴向进给所形成的尺寸链进行分析研究,找出了影响螺纹加工精度的因素,提出了解决途径和办法,从而提高了被滚压螺纹件的各项精度和产品的档次及企业的经济效益.



 对双滚柱机床螺纹滚头轴向进给滚压螺纹时形成尺寸链的研究
对双滚柱机床螺纹滚头轴向进给滚压螺纹时形成尺寸链的研究 对双滚柱机床螺纹滚头轴向进给滚压螺纹时形成尺寸链的研究
本文通过对双滚柱机床滚压螺纹时,当螺纹滚头(刃具)轴向进给所形成的尺寸链进行分析研究,找出了影响螺纹精度的因素,并提出了解决途径和办法,对提高被滚压螺纹件的各项精度和产品的档次及企业的经济效益具有重要的意义
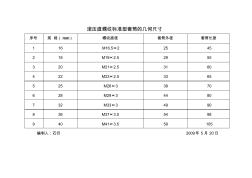
滚压直螺纹套筒的几何尺寸
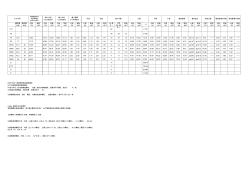
滚压直螺纹标准型套筒的几何尺寸 序号规格(mm)螺纹直径套筒外径套筒长度 116m16.5×22545 218m19×2.52955 320m21×2.53160 422m23×2.53365 525m26×33970 628m29×34480 732m33×34990 836m37×3.55498 940m41×3.559105 编制人:石衍2009年5月20日
编辑推荐下载
螺纹滚压工艺原理分析及方法改进 螺纹滚压工艺原理分析及方法改进
格式:pdf
大小:189KB
页数:未知
4.7
针对企业在大批量生产六角头螺栓、双头螺柱等带有螺纹的零件时,使用滚丝机进行滚压加工能加大生产效率。介绍了螺纹滚压工艺原理、螺纹的啮合条件和运动过程,分析了滚压操作要领和产生故障的原因。经过多次试验得出,各种材料在滚压前应加工的中径尺寸以及滚压过程中易出现的问题及处理方法,为实际生产提供参考依据。
滚压直螺纹连接
格式:pdf
大小:60KB
页数:5P
4.4
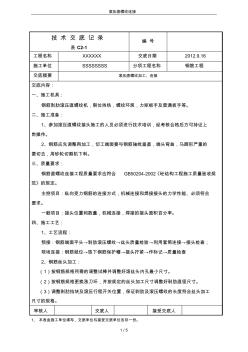
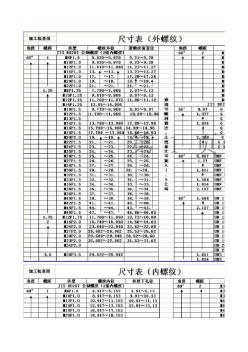
滚压直螺纹连接 1/5 技术交底记录 表c2-1 编号 工程名称xxxxxx交底日期2012.9.16 施工单位ssssssss分项工程名称钢筋工程 交底提要滚压直螺纹加工、连接 交底内容: 一、施工机具: 钢筋剥肋滚压直螺纹机,限位挡铁,螺纹环规,力矩板手及普通扳手等。 二、施工准备: 1、参加滚压直螺纹接头施工的人员必须进行技术培训,经考核合格后方可持证上 岗操作。 2、钢筋应先调整再加工,切工端面要与钢筋轴线垂直,端头弯曲,马蹄形严重的 要切去,用砂轮切割机下料。 三、质量要求: 钢筋直螺纹连接工程质量要求应符合gb50204-2002《砼结构工程施工质量验收规 范》的规定。 主控项目:纵向受力钢筋的连接方式,机械连接和焊接接头的力学性能、必须符合 要求。 一般项目:接头位置和数量,机械连接,焊接的接头面积百分率。 四、施工工艺: 1、工艺流程
双滚柱机床螺纹滚头轴向进给滚压螺纹时形成尺寸链的分析热门文档
浅谈螺纹滚压加工技术 浅谈螺纹滚压加工技术
格式:pdf
大小:91KB
页数:未知
4.7
进入21世纪,随着市场需求个性化与多样化的不断发展,塑性成形取代大部分中小零件的切削加工将成为下世纪初的发展趋势。作为塑性成形的一种加工方式,螺纹滚压加工已被越来越多的紧固件生产厂采用,本文就螺纹滚压原理,适用范围,优点,影响因数及参数确定,加工中的故障表现及产生原因进行粗略阐述。
滚扎直螺纹
格式:pdf
大小:53KB
页数:4P
4.3
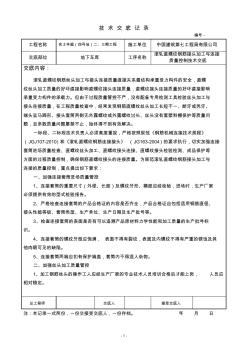
-1- 技术交底记录 编号- 工程名称名士华庭(四号地)二、三期工程施工单位中国建筑第七工程局有限公司 交底部位地下车库工序名称 滚轧直螺纹钢筋接头加工与连接 质量控制技术交底 交底内容: 滚轧直螺纹钢筋丝头加工与接头连接质量直接关系着结构承重受力构件的安全,直螺 纹丝头加工质量的好坏直接影响直螺纹接头连接质量,直螺纹接头连接质量的好坏直接影响 承重受力构件的承载力。但由于过程质量管控不严,没有配备专用检测工具检验丝头加工与 接头连接质量,在工程质量检查中,经常发现钢筋直螺纹丝头加工长短不一、断牙或秃牙、 端头呈马蹄形、接头套筒两侧无外露螺纹或外露螺纹过长、丝头没有套塑料帽保护等质量问 题,且多数质量问题屡禁不止,始终得不到有效解决。 一标段、二标段技术负责人必须高度重视,严格按照规范《钢筋机械连接技术规程》 (jgj107-2010)和《滚轧直螺纹钢筋连
螺纹尺寸 (2)
格式:pdf
大小:19KB
页数:1P
4.7
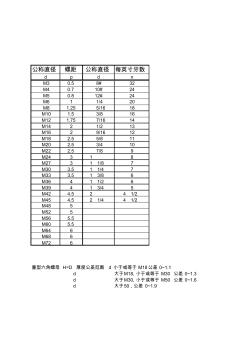
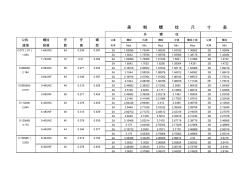
公称直径螺距公称直径每英寸牙数 dpdn m30.58#32 m40.710#24 m50.812#24 m611/420 m81.255/1618 m101.53/816 m121.757/1614 m1421/213 m1629/1612 m182.55/811 m202.53/410 m222.57/89 m24318 m27311/87 m303.511/47 m333.513/86 m36411/26 m39413/45 m424.5241/2 m454.521/441/2 m485 m525 m565.5 m605.5 m646 m686 m726 重型六角螺母h=d厚度公差范围d小于或等于m18公
螺纹尺寸大全
格式:pdf
大小:1.2MB
页数:54P
4.6
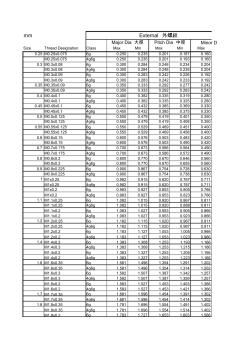
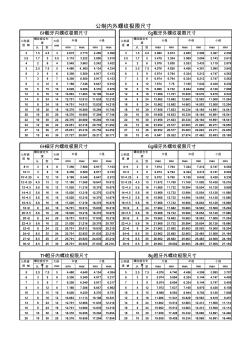
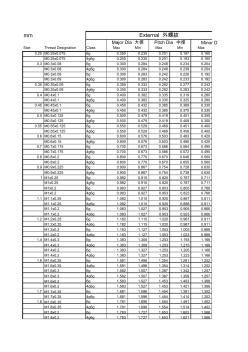
mm sizethreaddesignationclassmaxminmaxminmax 0.25m0.25x0.0756g0.2500.2350.2010.1870.160 m0.25x0.0754g6g0.2500.2350.2010.1930.160 0.3m0.3x0.086g0.3000.2840.2480.2340.204 m0.3x0.084g6g0.3000.2840.2480.2390.204 m0.3x0.096g0.3000.2830.2420.2260.192 m0.3x0.094g6g0.3000.2830.2420.2330.192 0.35m0.35x0.096g0.3500.3330.2920.2770.242 m0.35x0.094g6g0.350
标准螺纹尺寸
格式:pdf
大小:140KB
页数:5P
4.7
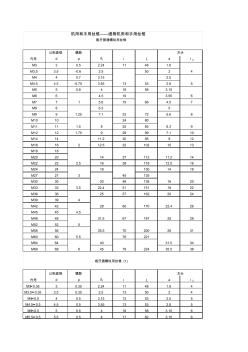
公称直径螺距 dpal2 m330.52.2411481.8 m3.53.5-0.62.5502 m440.73.152.5 m4.54.5-0.753.552.8 m550.8416583.15 m664.5193.55 m775.6194.57 m886.35 m997.15.6 m10102480 m11112585 m12121.75929897.110 m141411.23095912 m161612.5321021013 m1818 m2020 m2222163811812.516 m2424181301418 m2727135 m303048138 m333322.4511511822 m3
双滚柱机床螺纹滚头轴向进给滚压螺纹时形成尺寸链的分析精华文档
螺纹尺寸
格式:pdf
大小:66KB
页数:1P
4.7
镀锌管 外经 塑料管 外经 公制 zg 英制 npt 公制 zg 英制 npt 公制 zg 英制 npt 公制 zg 英制 npt 公制 zg 英制 npt 公制 zg 英制 npt g(直 牙) 公制 zg(锥 牙) 英制 npt 公制 zg 英制 nptg 公制 zg 英制 npt 公制 zg 英制 npt 公制 zg 英制 npt 公制 zg 英制 npt 公制 zg 英制 npt 公制 zg 英制 npt 公制 zg 英制 npt 1/16287.723 1/82828279.728 1/413.513.6213.1613.6212.6613.131.301.430.861.131.341.4119191813.1613.6213.1612.3012.4911.4511.366.005.79φ11.2φ11.19.
 带肋钢筋滚压直螺纹接头施工
带肋钢筋滚压直螺纹接头施工 带肋钢筋滚压直螺纹接头施工
格式:pdf
大小:366KB
页数:2P
4.7
结合工程实例,介绍了带肋钢筋滚压直螺纹接头施工技术,从工程概况、施工工艺、质量检验等方面进行了论述,指出该施工技术操作方便、质量稳定,具有一定的经济效益。
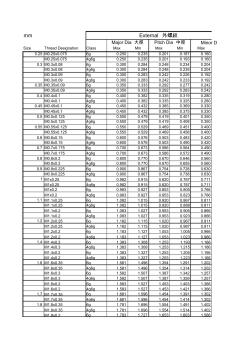
内、外标准螺纹尺寸大全-内、外螺纹
格式:pdf
大小:1.2MB
页数:57P
4.4
mm sizethreaddesignationclassmaxminmaxminmax 0.25m0.25x0.0756g0.2500.2350.2010.1870.160 m0.25x0.0754g6g0.2500.2350.2010.1930.160 0.3m0.3x0.086g0.3000.2840.2480.2340.204 m0.3x0.084g6g0.3000.2840.2480.2390.204 m0.3x0.096g0.3000.2830.2420.2260.192 m0.3x0.094g6g0.3000.2830.2420.2330.192 0.35m0.35x0.096g0.3500.3330.2920.2770.242 m0.35x0.094g6g0.350
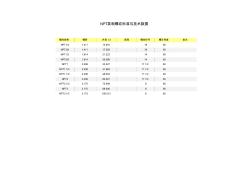
NPT螺纹尺寸-npt螺纹规格
格式:pdf
大小:127KB
页数:4P
4.5
npt英制螺纹标准与技术数据 螺纹规格螺距外径c1底径螺纹标号螺牙角度备注 npt1/41.41113.6161860 npt3/81.41117.0551860 npt1/21.81421.2231460 npt5/81.81426.5681460 npt12.20833.227111/260 npt11/42.20841.984111/260 npt11/22.20848.053111/260 npt22.20860.091111/260 npt21/23.17572.699860 npt33.17588.608860 npt31/23.175100.013860 pt:美国标准的60度锥管螺纹 美制一般密封管螺纹的基本尺寸: 尺寸 代号 牙数
双滚柱机床螺纹滚头轴向进给滚压螺纹时形成尺寸链的分析最新文档
螺栓螺纹尺寸标准
格式:pdf
大小:41KB
页数:2P
4.5
螺纹精小径 度等级最大最小最大最小最大最小 m3x0.352.9812.8962.7542.6872.6022.71 m4x0.53.983.8743.6553.583.4393.6 m5×0.54.984.8744.6554.584.4394.6 m6×0.755.9785.8385.4915.3915.1665.42 m8×0.757.9787.8387.4917.3917.1667.42 m8×17.9747.7947.3247.2126.8917.26 m10×0.759.9789.8389.4919.3919.1669.42 m10×19.9749.7949.3249.2128.8919.26 m10×1.259.9729.769.169.0428.6199.
价值工程在螺纹滚压机改进过程中的应用
格式:pdf
大小:505KB
页数:3P
4.5
根据价值工程的原理方法,对滚压机进行了功能成本分析,找出了功能成本不匹配的零部件;并运用价值工程创意方法进行了方案创新设计,提出了新的改进方案。改进后降低了滚压机的成本,方便了调节,保持了剥肋调节与滚丝轮调整的协调一致性,实现了用户的必要功能,提高了产品的价值。

美制螺纹尺寸表(mm)
格式:pdf
大小:1022KB
页数:48P
4.6
美制螺纹尺寸表 外螺纹 公称螺纹牙牙螺公差螺纹外径螺纹中径螺纹小径公差螺纹 直径规格数高距代号maxminmaxminmax代号min 0.073(#1)1-64unc640.2360.3972a1.838961.742441.582421.531621.366522b1.42494 1.8543a1.85421.757681.597661.559561.381763b1.42494 1-72unf720.210.3532a1.838961.750061.610361.56211.419862b1.4732 3a1.85421.76531.62561.590041.43513b1.4732 0.086(#2)2-56unc560.2710.45
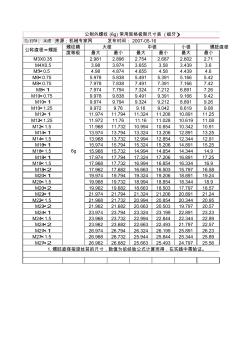
公制螺纹内外尺寸
格式:pdf
大小:68KB
页数:2P
4.7
从到minmaxminmax从到maxminmaxminmaxmin 31.54.532.6752.7752.4592.59931.54.52.9802.8742.6552.5802.3672.256 3.51.753.53.1103.2222.8503.0103.51.753.4793.3543.0893.0042.7432.615 42643.5453.6633.2423.4224263.9783.8383.5233.4333.1192.979 52.57.554.4804..6054.1344.33452.57.54.9764.8264.4564.3613.9953.842 63965.3505.5004.9175.1
标准螺纹尺寸大全
格式:pdf
大小:1.2MB
页数:54P
4.5
mm sizethreaddesignationclassmaxminmaxminmax 0.25m0.25x0.0756g0.2500.2350.2010.1870.160 m0.25x0.0754g6g0.2500.2350.2010.1930.160 0.3m0.3x0.086g0.3000.2840.2480.2340.204 m0.3x0.084g6g0.3000.2840.2480.2390.204 m0.3x0.096g0.3000.2830.2420.2260.192 m0.3x0.094g6g0.3000.2830.2420.2330.192 0.35m0.35x0.096g0.3500.3330.2920.2770.242 m0.35x0.094g6g0.350
常用螺纹尺寸表(NPT)
格式:pdf
大小:34KB
页数:2P
4.6
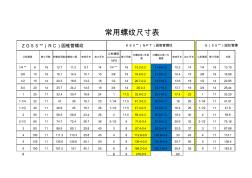
公称通径 nps 1/4″81912.711.29.7141/4″1813.2-0.211.4+0.210.2141/41913.15 3/8101916.114.510.1153/81816.6-0.214.8+0.210.4153/81916.66 1/2151420.318.813.2181/21420.7-0.218.5+0.213.6181/21420.95 3/4201425.724.214.5193/41426-0.323.7+0.213.7193/41426.44 1251132.430.416.824111.532.6-0.329.7+0.217.42311133.25 1-1/43211413919.125
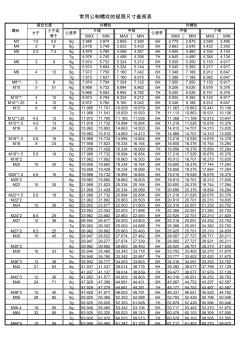
常用螺纹极限尺寸
格式:pdf
大小:46KB
页数:1P
4.5
maxminmaxminmaxminmaxmin m31.54.56g2.9802.8742.6552.5806h2.7752.6752.5902.495 m4266g3.4783.7493.5233.4336h3.6633.5453.4223.242 m52.57.56g4.9794.7604.4564.3616h4.6054.4804.3344.134 7g4.9764.7404.4564.3067h4.6404.4804.3844.134 m6396g5.9745.7325.3245.2126h5.5005.3505.1534.917 7g5.9745.6945.3245.1447h5.5405.3505.2174.917 m8412
双滚柱机床螺纹滚头轴向进给滚压螺纹时形成尺寸链的分析相关
文辑推荐
知识推荐
百科推荐


职位:建安工程预算员
擅长专业:土建 安装 装饰 市政 园林


