




 钨极氩弧焊在不锈钢薄板焊接中的应用
钨极氩弧焊在不锈钢薄板焊接中的应用 钨极氩弧焊在不锈钢薄板焊接中的应用
钨极氩弧焊在不锈钢薄板焊接中的应用——分析了不锈钢薄板焊接熔池受力情况与该工作的焊接变形。详细介绍了钨极氩弧焊焊接不锈钢薄板时的焊接工艺要领和应用。

手工钨极氩弧焊
. . 焊工工艺学 第五章手工钨极氩弧焊 作者:潘秀梅 单位:辽宁省鞍山市台安县职教中心 焊接教研室 . . 第五章手工钨极氩弧焊 手工钨极氩弧焊是使用钨极作为电极,利用从焊枪喷嘴中喷出的氩气流,在 电弧区和焊接熔池周围形成严密封闭的气流,保护钨极、焊丝和焊接熔池不被氧 化的一种手工操作的气体保护电弧焊。如图 5-1所示。 手工钨极氩弧焊,可分为添加焊丝和不添 加焊丝两种方法。添加焊丝的方法是右手握焊 枪,左手持焊丝,顺着焊接方向自右向左移动, 面罩一般采用头盔式。不添加焊丝的操作方法 比较简单,只要右手握住焊枪即可。 图5-1手工钨极氩弧焊示意图 作业一手工钨极氩弧焊的基本知识 (一)手工钨极氩弧焊设备 手工钨极氩弧焊设备包括主电路系统、焊枪、供气系统、冷却系统和控制系 统等部分,如图5-2所示。 图5-2手工钨极氩弧焊设备系统图 (1)主电路系
编辑推荐下载

不锈钢薄板高速钨极氩弧焊的研究
格式:pdf
大小:945KB
页数:3P
 3
3
不锈钢薄板高速钨极氩弧焊的研究——研究了不填丝高速钨极氩弧焊接304不锈钢薄板的可焊性,焊接速度分别为3、4、5、6、7、8、9和10m/min。工艺试验结果表明,提高薄板tig焊的焊接速度是可行的,最高可以达到8m/min。对3~8m/min的试板进行了金相组织观察...
手工钨极氩弧焊焊接作业指导书
格式:pdf
大小:41KB
页数:5P
4.6
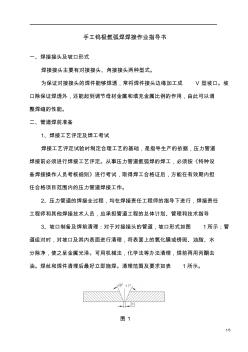
1/5 手工钨极氩弧焊焊接作业指导书 一、焊接接头及坡口形式 焊接接头主要有对接接头、角接接头两种型式。 为保证对接接头的焊件能够焊透,常将焊件接头边缘加工成v型坡口。坡 口除保证焊透外,还能起到调节母材金属和填充金属比例的作用,由此可以调 整焊缝的性能。 二、管道焊前准备 1、焊接工艺评定及焊工考试 焊接工艺评定试验时制定合理工艺的基础,是指导生产的依据,压力管道 焊接前必须进行焊接工艺评定。从事压力管道氩弧焊的焊工,必须按《特种设 备焊接操作人员考核细则》进行考试,取得焊工合格证后,方能在有效期内担 任合格项目范围内的压力管道焊接工作。 2、压力管道的焊接全过程,均在焊接责任工程师的指导下进行,焊接责任 工程师和其他焊接技术人员,应承担管道工程的总体计划、管理和技术指导 3、坡口制备及焊前清理:对于对接接头的管道,坡口形式如图1所示;管 道组对时,对坡口及其内表面进行清理,将表
手工钨极氩弧焊焊接不锈钢薄板的工艺方法热门文档
异质紫铜的手工钨极氩弧焊
格式:pdf
大小:47KB
页数:1P
3
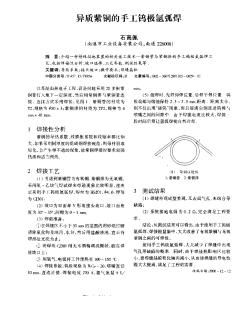
异质紫铜的手工钨极氩弧焊——介绍一种特殊接地装置的相关施工技术一紫铜管与紫铜排的手工钨极氩弧焊工艺,包括焊接性分析、坡口选择、x-艺参数、测试结果等。
TIG焊接不锈钢薄板
格式:pdf
大小:60KB
页数:7P
4.4
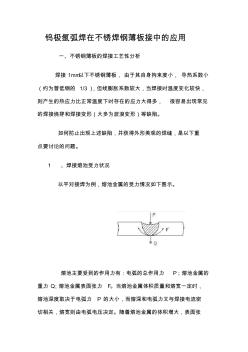
钨极氩弧焊在不锈焊钢薄板接中的应用 一、不锈钢薄板的焊接工艺性分析 焊接1mm以下不锈钢薄板,由于其自身拘束度小,导热系数小 (约为普低钢的1/3),但线膨胀系数较大,当焊接时温度变化较快, 则产生的热应力比正常温度下时存在的应力大得多,很容易出现常见 的焊接烧穿和焊接变形(大多为波浪变形)等缺陷。 如何防止出现上述缺陷,并获得外形美观的焊缝,是以下重 点要讨论的问题。 1、焊接熔池受力状况 以平对接焊为例,熔池金属的受力情况如下图示。 熔池主要受到的作用力有:电弧的总作用力p;熔池金属的 重力q;熔池金属表面张力f。当熔池金属体积质量和熔宽一定时, 熔池深度取决于电弧力p的大小,而熔深和电弧力又与焊接电流密 切相关,熔宽则由电弧电压决定。随着熔池金属的体积增大,表面张 力f也随着增大,造成表面张力不能平衡电弧作用力p和熔池金属的 重力q,此时熔池
不锈钢管钨极氩弧焊(TIG)焊接工艺 不锈钢管钨极氩弧焊(TIG)焊接工艺
格式:pdf
大小:198KB
页数:3P
4.5
油、化工、机械等都与钢材打交道,无处不存在焊接,为了提高焊接质量,焊接方式也有所不同。钨极氩弧焊(tig)主要用来焊接不锈钢管,通过不锈钢材料选择、以及钨极氩弧焊(tig)保护气体选择,应用在非连续成型焊接机组上,是一种非熔化极氩弧焊,它的焊接质量高,而且成形美观。
手工钨极氩弧焊打底工艺在中压锅炉集箱焊接中的应用
格式:pdf
大小:100KB
页数:2P
3
手工钨极氩弧焊打底工艺在中压锅炉集箱焊接中的应用——szl6—2.5一aⅱ型i业锅妒是根据国家关于国产工业蒸汽锅炉规格系列的规定而采用的工业锅妒产品,是市场通用的工业锅炉品种之一,本文就该产品在生产过程中手i钨极氲弧焊打底在集葙焊接中的应用作一介绍...
手工钨极氩弧焊焊接不锈钢薄板的工艺方法精华文档
D6A超高强钢的手工钨极氩弧焊
格式:pdf
大小:149KB
页数:3P
3
d6a超高强钢的手工钨极氩弧焊——对d6a超高强钢作了焊接性估算及裂纹敏感机理分析。采用手工钨极氩弧焊方法,选择了合适的焊材,采取了有效的工艺措施,制定了合理的焊后热处理工艺,解决了d6a钢焊缝易开裂的问题。焊缝质量优良,综合性能良好,强度约为1030...
管道焊接中手工钨极氩弧焊(TIG)单面焊双面成形技术
格式:pdf
大小:101KB
页数:2P
3
管道焊接中手工钨极氩弧焊(tig)单面焊双面成形技术——压力管道手工电弧焊接中焊道背面易出现缺陷,且管道中的焊渣无法及时清理干净,用手工 tig焊的方法成功的解决了这一问题。

奥氏体不锈钢钨极氩弧焊技术规范
格式:pdf
大小:210KB
页数:13P
4.4
奥氏体不锈钢钨极氩弧焊技术 规范 湖南奇思环保设备制造有限公司 hunanqisienvironmentalprotectionequipmentmanufacturingco。,ltd. 2 1目的 规范奥氏体不锈钢钨极氩弧焊(tig焊)的操作过程, 确保焊接质量。 2范围 本规范规定了奥氏体不锈钢一般焊接接头的钨极氩 弧焊工艺以及工艺参数,适用于湖南奇思环保有限公司实 施的全过程。产品中关键或有特殊要求的焊缝的焊接规范 则按照具体的关键工艺执行。 3规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期 的引用文件,仅注日期的版本适用于本文件。凡是不注日 湖南奇思环保设备制造有限 公司 编 制 文件 编号 wi-t62 审 核 版 本 号 0 奥氏体不锈钢钨极氩弧焊技术 规范 批 准 更 改 号 生效 日
钨极氩弧焊焊接电弧数值分析
格式:pdf
大小:198KB
页数:4P
3
钨极氩弧焊焊接电弧数值分析——以钨极氩弧焊(tig)电弧为研究对象,根据磁流体动力学理论构建了电弧数学模型,并对 tig焊接电弧进行了数值分析.数值模拟所得电弧等离子体温度分布与试验值相当吻合.在此基础上对电弧压力和电流密度进行了分析,并通过试验...
浅谈电站推广手工钨极氩弧焊打底焊接技术
格式:pdf
大小:157KB
页数:2P
3
浅谈电站推广手工钨极氩弧焊打底焊接技术——电站中承压部件及管道焊接质量的优劣是影响发电设备安全运行的关键之一。介绍了电站焊接技术的发展现状,阐述了采用手工钨极氩弧焊打底技术的优点、钨极氩弧焊的嚣具及焊接工艺,在工程的应用中收到满意效果,鸽极氩...
手工钨极氩弧焊焊接不锈钢薄板的工艺方法最新文档
不锈钢管钨极氩弧焊接作业指导书
格式:pdf
大小:76KB
页数:6P
4.4
佛坪县cng储配站及cng加气站工程 焊接作业指导书 编制: 审核: 审批: 2017年5月6日 1、工程概况 佛坪县cng储配站及cng加气站工程。由车载天然气经卸气柱进入压缩机增 压或直充进入加气机。增压后依次进入储气井储气,或进入加气机通过加气机 向cng汽车加气。主物料管线系统设计压力为27.5mpa,辅助物料管道(包括 排污、放空管道)设计压力为1.6mpa,设计温度为-30℃~50℃。工艺区高 压不锈钢管道焊接采用手工乌极氩弧焊接。 管材规格长度见下表: 名称规格型号单位数量备注 不锈钢管d38*6m米1406cr19ni10 不锈钢管d32*4mm米6506cr19ni10 不锈钢管
0.8MM不锈钢薄板氩弧焊焊接工艺
格式:pdf
大小:22KB
页数:2P
4.7
0.8mm不锈钢薄板氩弧焊焊接工艺 设计要求大型隔热门选用0。8mm厚0cr18ni9材料,面板正面不允许拼焊,侧面拼 焊后焊缝表面必须无凹陷。无咬边,平整光洁,且整个面板拼焊后无波浪变形缺陷发生。由 于大型隔热门面板薄,面积大(3046mm*1352mm*0。8mm),受板料规格限制,面板 上必设计两道拼接焊缝。因此焊接过程中不但要解决不锈钢薄板长焊缝的焊接质量问题,还 要控制好面板焊后变形。考虑到自动tig焊缝工艺具有单面焊双面成形,焊缝质量好,焊 后变形小,焊接效率高等优点,特别适合于不锈钢薄板长焊缝的焊接,决定采用自动tig 焊单面焊双面成形工艺解决0。8mm厚0cr18ni9薄板的拼焊问题。 1试验目的 通过对于0。8mm厚0cr18ni9薄板的自动tig焊单面焊双面成形工艺试验,制定 出合理的焊接工艺参数;采取合适的焊接
钛合金薄板带热沉钨极氩弧焊的应变场
格式:pdf
大小:299KB
页数:5P
3
钛合金薄板带热沉钨极氩弧焊的应变场——采用数值模拟和试验相结合的方法对比研究了钛合金常规钨极氩弧焊(gtaw)及带热沉的钨极氩弧焊,即动态控制低应力无变形(dc—lsnd)gtaw焊接过程中纵向应变场的形态与发展历史。dc—lsndgtaw焊接过程中,由于紧随热源之...
不锈钢薄板容器的焊接方法 不锈钢薄板容器的焊接方法
格式:pdf
大小:121KB
页数:1P
4.6
对6~8mm薄板不锈钢容器的焊接进行了实践,提出了"焊条电弧焊+埋弧自动焊"组合焊接法,解决了焊缝外观成形较差、工作效率低、成本高、劳动强度大等缺点,取得了良好的结果。
不锈钢薄板双面氩弧焊焊接工艺研究 不锈钢薄板双面氩弧焊焊接工艺研究
格式:pdf
大小:95KB
页数:2P
4.7
本文通过对不锈钢薄板制压力容器双面氩弧焊焊接工艺研究分析,确定合理的焊接工艺参数,提高焊接生产效率,减少焊接变形,保证产品质量。
手工钨极氩弧焊在水套炉内置小盘管焊接中的应用 手工钨极氩弧焊在水套炉内置小盘管焊接中的应用
格式:pdf
大小:433KB
页数:未知
4.8
目前在采油站油井安装的加热装置———水套炉的修复过程中,经常会遇到一些小管径管道的焊接工作,如果采用手工钨极氩弧焊打底,手工电弧焊填充盖面的工艺方法,可以得到优质的焊接质量,能够提高焊口的合格率。
碳素钢管手工钨极氩弧焊打底电弧焊
格式:pdf
大小:1.0MB
页数:12P
4.7
zh-0.02-2005 1 碳素钢管道手工钨极氩弧焊打底电弧焊盖面工艺 1范围 本工艺适用于石油、化工、电力、冶金、机械等行业的直径≥50mm的碳素钢(q235,15,20,20r,20g 等)管道的手工钨极氩弧焊打底、电弧焊盖面焊接。其它行业的碳素钢管道的手工钨极氩弧焊打底、 电弧焊盖面焊接,可参照本工艺执行。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所 有文件的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协 议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标 准。 gb5306-85特种作业人员安全技术考核管理规则 gb3323-87钢熔化焊对接接头射线照相和质量分级 gb11345-89钢焊缝手工超声波探伤方法和探伤结果分级 gb48
不锈钢钨极氩弧焊药芯焊丝的应用 不锈钢钨极氩弧焊药芯焊丝的应用
格式:pdf
大小:441KB
页数:3P
4.6
采用药芯焊丝对奥氏体不锈钢管道进行打底焊接,具有工艺性能良好、操作方便、焊接质量稳定的特点,在复杂的工艺配管施工及高空作业时其优点更为突出.该工艺在本局重点工程施工应用中,打破了传统的管内充氩保护的焊接方法,提高了工效,节约了成本.
不锈钢管子管板自动钨极氩弧焊的试验研究
格式:pdf
大小:112KB
页数:2P
3
不锈钢管子管板自动钨极氩弧焊的试验研究——本文介绍了不锈钢管子管板焊的工艺试验情况,包括试验的内容和为保证焊接质量所采用的工艺参数和操作要点。
手工钨极氩弧焊焊接不锈钢薄板的工艺方法相关
文辑推荐
知识推荐
百科推荐


职位:总监理工程师代表
擅长专业:土建 安装 装饰 市政 园林


