

丝杆螺母的选择
格式:pdf
大小:24KB
页数:3P
人气 :65
 4.4
4.4
. '. 滑动螺旋工作时,主要承受转矩及轴向拉力(或者压力)的作用,同时在螺杆和 螺母的旋合螺纹间有较大的相对滑动, 其失效形式主要是螺纹磨损, 因此,滑动 螺旋的基本尺寸,通常的根据耐磨性条件确定。下面计算丝杆的耐磨性 。 已知: F=41048(N) 查《机械设计》有: d 2 ][Ph pF 对于梯形螺纹有 h=0.5P,《查机械设计》有 p =22MP 则 p Fd 8.02 式中: 在传动精度较高,载荷较大,寿命长时,取 4 ][ P 为材料的许用压力,查《机械设计》 1 可得 ][ P =22Mpa p F d 8.02 =17.28mm 可以取 d 2 =50.5mm,满足 d 2的要求。 其公称直径 d=55mm 外螺纹 mmd 453 内螺纹 mmD mmD 46 56 1 4 螺距 p=9mm 螺母高度 H=202mm (3)丝杆强度计算 由扭矩 T=F0



 多片组合锯丝杆螺母保护装置
多片组合锯丝杆螺母保护装置 多片组合锯丝杆螺母保护装置
目前国内石材企业主要以板材加工为主流,多片组合锯是主要加工设备之一,因多片组合锯节能高效,成本低,已被广泛使用。但由于此机型由单丝杆支撑升降,升降螺母承载整个机身重量,磨损较快,如不及时更换容易产生脱落,最终导致整个底座断裂,锯片变形,给用户造成重大损失。为防止此
编辑推荐下载
 静压丝杆螺母在立式车床的应用
静压丝杆螺母在立式车床的应用 静压丝杆螺母在立式车床的应用
格式:pdf
大小:218KB
页数:2P
4.7
针对现有的重型立式车床中存在的升降传动问题,探讨超重型立式车床的横梁升降机构所采用的静压丝杆螺母的设计及制造工艺,以减少传动系统的摩擦和磨损,提高机床运动精度和传动效率,详细介绍了丝杆螺母的设计与计算,在加工工艺中还从多个方面保证了产品的制造精度,经过定量叶片泵和变量叶片泵的验证实验,还对制造结果进行了讨论与分析,对存在的问题提出了有效的解决办法。
丝杆螺母的选择热门文档
滚珠丝杆螺母副误差补偿及故障诊断 滚珠丝杆螺母副误差补偿及故障诊断
格式:pdf
大小:91KB
页数:2P
4.3
随着科学技术的不断发展,人们对滚珠丝杠副的要求也越来越高,为了使机械产品能实现高的定位精度且能平稳运行,这就要求滚珠丝杠副不但有高的精度,而且运转平稳,无阻滞现象。由于滚珠丝杠副具有高效率、高精度、高刚度等特点,被广泛应用于机械、航天、航空、核工业等领域。本文对当前数控机床滚珠丝杆螺母副误差补偿进行了阐述和归纳,并滚珠丝杆螺母副使用过程中出现的故障进行了分析。
特殊螺距丝杆及螺母的加工 特殊螺距丝杆及螺母的加工
格式:pdf
大小:27KB
页数:2P
4.7
说明特殊螺纹的加工难点和加工方法。反弹锤击法校直,刀托的应用,螺母小径尺寸变小量的确定是在目前设备条件下的较好加工方法。
特殊螺距丝杆及螺母的加工 特殊螺距丝杆及螺母的加工
格式:pdf
大小:127KB
页数:2P
4.6
丝杆、螺母结构是机械制造行业常用的传动、锁紧机构,而细长轴结构的丝杆、螺纹超长的螺母的加工,就成为机械行业单件小批量生产加工中的重点和难点。我公司为鞍钢生产1780轧机上的压下螺母、丝杆正是典型的此类部件,该部件尺寸、形状及位置精度要求较
一种丝杆螺母机构型机械手的设计 一种丝杆螺母机构型机械手的设计
格式:pdf
大小:156KB
页数:2P
4.4
文章提出一种丝杆螺母机构型机械手,它具有结构紧凑,操作灵巧,控制容易的特点。多指手仅用一个电机驱使手指的开闭操作。文中描述了机械手的结构设计与手指的运动分析与力分析,与现有的多指灵巧手和欠驱动多指杆机器人手相比,这种机械手的结构更为紧凑,且能减少控制的复杂性。
丝杆螺母的选择精华文档
一种新型滚动丝杆螺母副的研究与应用 一种新型滚动丝杆螺母副的研究与应用
格式:pdf
大小:691KB
页数:4P
4.7
采用专利号为zl200510026176.5[1]的专利技术,成功地研制出了适合于高精度传动的滚动丝杆螺母。该螺母采用了一种全新的滚动结构,不仅具有普通滚珠丝杆的特点,而且丝杆螺母副采用了普通t型丝杆和一种变形滚珠轴承相配合并进行了优化设计,滚动精密螺母螺杆副的啮合间隙趋近于零,在往复直线运动换向时消除了空行程,全部为滚动接触使磨擦阻力更小,有效消除了往复间隙,提高了运动定位精度和效率。与现有技术相比,该螺母加工简便,具有易于调整和维护的特点,成本低,降低了能耗,便于推广和应用,具有很好的应用前景。
一种新型滚动丝杆螺母副的研究与应用 一种新型滚动丝杆螺母副的研究与应用
格式:pdf
大小:630KB
页数:3P
4.7
高精度传动的滚动丝杆螺母采用了一种全新的滚动结构,不仅具有普通滚珠丝杆的特点,而且丝杆螺母副采用了普通t型丝杆和一种变形滚珠轴承相配合并进行了优化设计,滚动精密螺母螺杆副的啮合间隙趋近于零,在往复直线运动换向时消除了空行程,全部为滚动接触使摩擦阻力更小,有效消除了往复间隙,提高了运动定位精度和效率。与现有技术相比,该螺母加工简便,具有易于调整和维护特点,降低了能耗、成本,便于推广和应用,具有很好的应用前景。
自补偿润滑油作用下丝杆螺母副表面硬度研究 自补偿润滑油作用下丝杆螺母副表面硬度研究
格式:pdf
大小:438KB
页数:2P
4.8
为了研究目前钢厂轧机压下系统丝杆螺母副使用的硬度比是否合理,对在n150.sw4润滑作用下钢-铜摩擦副摩擦学特性与钢表面硬度及表面处理工艺的关系进行了研究。结果表明在n150.sw4润滑作用下,在硬度为hv320~800范围内,钢-铜摩擦副的磨损随钢表面的硬度提高而下降,目前钢厂轧机压下系统丝杆螺母副丝杆表面硬度是不尽合理的,建议将丝杆表面硬度提高到hv800左右和采用适当的表面处理工艺(如fm法或气体氮化),同时,提高丝杆表面的光洁度。
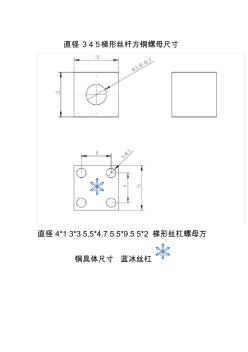
直径345梯形丝杆方铜螺母尺寸
格式:pdf
大小:72KB
页数:1P
4.5
直径345梯形丝杆方铜螺母尺寸 直径4*13*35.5*4.75.5*9.55*2梯形丝杠螺母方 铜具体尺寸蓝冰丝杠

梯形丝杆法兰铜螺母尺寸表
格式:pdf
大小:252KB
页数:1P
4.6
梯形丝杆法兰铜螺母尺寸表 梯形丝杠法兰铜特殊定做加工,一根起订,梯形丝杠法兰螺母规格表动态容许推力,参考重 量,左旋梯形丝杆法兰铜螺母,不锈钢丝杆左右牙丝杆左旋丝杆端部加工,螺母特殊定做, 蓝冰丝杆百度一下
丝杆螺母的选择最新文档
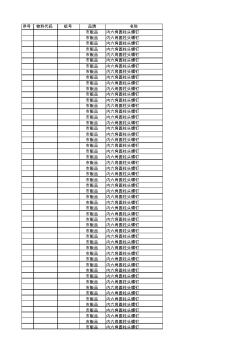
螺丝螺母BOM清单
格式:pdf
大小:92KB
页数:4P
4.5
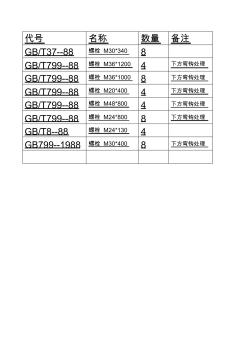
序号物料代码组号品牌名称 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱头螺钉 市贩品内六角圆柱
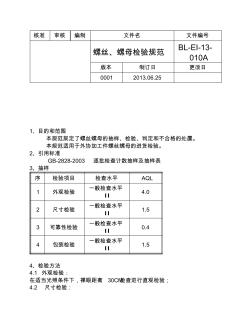
螺丝、螺母检验规范
格式:pdf
大小:44KB
页数:4P
4.3
核准审核编制文件名文件编号 螺丝、螺母检验规范 bl-ei-13- 010a 版本制订日更改日 00012013.06.25 1、目的和范围 本规范规定了螺丝螺母的抽样、检验、判定和不合格的处置。 本规范适用于外协加工件螺丝螺母的进货检验。 2、引用标准 gb-2828-2003逐批检查计数抽样及抽样表 3、抽样 序检验项目检查水平aql 1外观检验 一般检查水平 ⅱ 4.0 2尺寸检验 一般检查水平 ⅱ 1.5 3可靠性检验 一般检查水平 ⅱ 0.4 4包装检验 一般检查水平 ⅱ 1.5 4、检验方法 4.1外观检验: 在适当光照条件下,裸眼距离30cm检查进行直观检验; 4.2尺寸检验: 使用测量精度应不小于0.02mm的游标卡尺测量其结构尺寸,用标准件套 配不可测量尺寸。 4.3可靠性检验: 详见5.3 5、检验项目及标准 5
 螺丝、螺栓、螺母的拆装方法
螺丝、螺栓、螺母的拆装方法 螺丝、螺栓、螺母的拆装方法
格式:pdf
大小:622KB
页数:1P
4.8
读者朋友你们好!我是本刊测试总监倪巍。改刊以来,为了本刊定位更加明确是给摩托车爱好者看的,所以维修栏目的相关知识逐渐减少。近期很多玩车的车友向我反映,即使是玩车的车友也关心一些维修保养的小常识,应该在杂志上刊登些维修保养的小常识的文章,便于自己动手保养维修自己的爱车。我也同样认为在闲暇之余自己动手修修车何尝又不是件惬意的事儿呢?相信,你也不会愿意爱车一有点
马钢小H型钢立辊丝杆螺母技改应用 马钢小H型钢立辊丝杆螺母技改应用
格式:pdf
大小:280KB
页数:未知
4.7
本文介绍马钢小h型钢立辊丝杆螺母所存在的问题,针对h型钢轧制过程中实际存在的问题,通过对立辊丝杆螺母以及相关装配设备进行改造,成功的解决了立辊丝杆螺母在轧机装配时不能有效锁紧,以及在轧制过程中螺母回松问题,在从而保证了生产线的顺利进行以及轧制质量的提高。
拉削加工滚球丝杆螺母双圆弧滚道新工艺 拉削加工滚球丝杆螺母双圆弧滚道新工艺
格式:pdf
大小:222KB
页数:未知
4.5
介绍了在c620普通车床上用拉削双圆弧专用夹具加工滚球丝杆螺母的工艺方法,与旋风车削法相比,该工艺生产效率提高1倍,工艺成本降低40%。

丝杠螺母座
格式:pdf
大小:301KB
页数:22P
4.7
丝杠螺母座夹具 说明书 院校:xxxxxxxx 姓名:xxxxxx 指导教师:xxxxxxx 时间:xxxxxxxxxxxx 设计说明: 本夹具的二维装配图纸采用autocad2000完成,夹具的相关 设计参数、图样取自《机床夹具设计手册软件版》。设计说明书 由三部分组成,即工艺规程的制定、夹具设计说明和夹具使用说明 组成。 丝杠螺母座的加工 零件图如下所示: //0.02b 零件名称:丝杠螺母座 材料:qt400 生产批量:200件 a/0.02 技术要求 1.未注目铸造圆角r3-5. 2.时效处理. 2-?8h7 (配作) (通) 工艺规程的制定 1.毛坯的选择: 毛坯的种类包括铸造、锻件、型材和焊接件。选择毛坯的基本任务是选定毛 坯的制造方法及其制造精度。毛坯的选择不仅影响毛坯的制造工艺和费用,而且 影响到零件机械加工工艺及其生产率和经济性。
振动筛激振器地脚螺丝、螺母的改造 振动筛激振器地脚螺丝、螺母的改造
格式:pdf
大小:153KB
页数:未知
4.7
通过对振动筛激振器地脚螺丝、螺母的改造,使得地脚螺丝、螺母易于拆卸、安装,并且防松。防松动、易拆卸、减少了材料的消耗、减轻了工人的劳动强度、减少了设备的事故率。
丝杆螺母的选择相关
文辑推荐
知识推荐
百科推荐


职位:安全生产经理
擅长专业:土建 安装 装饰 市政 园林


