




棒材轧钢知识
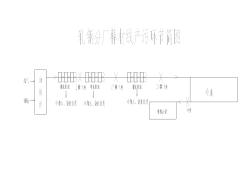
棒材轧钢调整知识 一、生产工艺流程: 连铸坯(冷或热)→上料→剔废→入炉→加热→粗轧轧制 →1#飞剪切头、切尾(碎断)→中轧轧制→2#飞剪切头、切尾(碎 断)→精轧轧制→3#飞剪倍尺分段→冷床上料→冷床冷却 →冷床下料→冷飞剪定尺剪切→横移检查→(短尺剔除)→打 捆→称重→挂牌→入库 轧机共18架,呈平、立轧机交替布置(其中14架、16架、18 架为平立可转换轧机),并分为粗轧、中轧、精轧三个机组,每个机 组由6架轧机组成。精轧机组设6个立式活套。轧件在粗中轧机组 中为微张力轧制,在精轧机组中为无张力活套轧制,以提高产品的尺 寸精度。φ12、φ14、φ16、φ18小规格螺纹钢采用切分轧制工艺, 其中φ12、φ14螺纹钢采用三切分法生产(φ12预留四切分轧制); φ16、φ18以二切分法生产,其它规格螺纹

轧钢棒材堆钢
线材在粗、中轧时会出现堆钢现象,分为轧件头部、中部和尾部堆钢,具体原因及解决方法 如下: 1轧件头部堆钢 1)换辊、换槽后轧槽的摩擦力过小,致使轧件头部打滑; 2)轧件头部出机架后翘头导致不能顺利咬入下游机架或头部顶导位; 3)轧槽或导槽有异物; 4)坯料严重脱方,无法进入轧机或将出口管子带出; 5)坯料劈头顶出导卫或缠辊。 解决办法: 1)换辊、换槽时增加轧槽摩擦力,用砂轮机打磨轧槽或采用点焊方法,并且关闭轧辊的冷 却水直至完全咬入; 2)及时检查导卫底座是否松动,轧制线是否对中,及时更换旧的导卫。 3)轧制过程,及时清理氧化铁皮; 4)轧制过程,及时清除不合格坯料,出现劈头,应尽快拍急停,减少废钢处理时间。 2轧件中部和尾部堆钢 1)由于辊缝设定不当引起轧件尺寸不当造成堆钢; 2)坯料的缺陷,如夹杂、气泡等,在轧制过程中断裂造成堆钢; 3)轧机转速设计不当,处于堆钢轧制状态,当
编辑推荐下载
首钢精品棒材轧钢MES技术总体热门文档

某棒材轧钢厂给排水方案
格式:pdf
大小:46KB
页数:6P
 4.6
4.6
1 9给排水及水处理设施 9.1概述 本设计为主要水处理设施包括:综合循环水泵房、旋流井、稀土磁盘 水处理装置。 水系统设计主要包括主线净环水系统、加热炉净环水系统、加热炉安 全供水系统、主线净化浊环水系统、控冷净化浊环水系统、工业新水、生 活给水系统、排水系统以及消防水系统。 9.2设计原则 (1)满足工艺专业对水的要求,确保供水水质、水温、水量等指标符 合要求; (2)工艺安全可靠、流程简单、操作简单; (3)在满足工艺要求前提下,尽量少占地,减少投资。 9.3供水水源 本工程生产新水、软水、消防取自厂区生产新水、软水、消防管网(由 业主负责供应上述水至厂区管网); 9.4各用户对水系统要求 见表9-1,表9-2,表9-3,表9-4,表9-5。 表9-1设备间接冷却水系统 介质使用点 水压 (mpa) 用水量 (m3/h)
首钢精品棒材轧钢MES技术总体精华文档


轧钢精整工(高级)
格式:pdf
大小:90KB
页数:51P
4.5
1、(高级工,判断题,较难,基础知识,核心要素) 试题:fes是低熔点化合物,热轧时它聚于晶界,产生热脆,故s作为杂质存在。 () 答案:√ 2、(高级工,判断题,较难,基础知识,核心要素) 试题:变形速度不影响产品的性能。() 答案:× 3、(高级工,判断题,较难,基础知识,核心要素) 试题:超声波探伤会破坏被检钢件的内部组织。() 答案:× 4、(高级工,判断题,较难,基础知识,核心要素) 试题:带钢在冷轧过程中会产生不同程度的加工硬化。() 答案:√ 5、(高级工,判断题,较难,基础知识,核心要素) 试题:短应力轧机的最重要特点是变形大、弹跳大。() 答案:× 6、(高级工,判断题,较难,基础知识,核心要素)
 棒材第二轧钢车间精轧机组运行稳定性研究
棒材第二轧钢车间精轧机组运行稳定性研究 棒材第二轧钢车间精轧机组运行稳定性研究
格式:pdf
大小:178KB
页数:未知
4.6
本文从棒材轧制设备方面入手,分析了影响轧机机组运行稳性性的原因,并对各个原因提出了相应的解决方案,经过实施后机组运行稳定性大大提高。
邯钢老区轧钢棒材工程施工组织设计
格式:pdf
大小:1.8MB
页数:189P
4.8
邯钢老区轧钢棒材工程施工组织设计 1编制依据 1.1邯钢老区钢轧改造项目小棒工程施工合同(合同编号:gz-bc-ja-01); 1.2国家现行的技术标准、规程、规范; 1.3本公司执行的gb/t19001-2000、gb/t24001-2004、gb/t28001-2001 整合型管理体系文件; 1.4建设部颁发的《建筑工程施工现场管理规定》及地方政府的有关规定; 1.5建设部颁布的《工程建设标准强制性条文》; 1.6业主对质量、安全、文明施工的有关规定; 1.7我公司所具备的施工技术力量和管理能力及长期施工生产中总结、验证 的施工方法; 1.8施工现场情况及我公司对本工程的了解; 1.9已建成类似工程的经验。 2工程概况及施工范围 2.1建设项目概况 2.1.1工程名称:邯钢老区轧钢棒材工程 2.1.2建设地点:原邯郸县西小屯村内 2.1.3
首钢精品棒材轧钢MES技术总体最新文档
韶钢全连续小型棒材轧钢厂优秀工程设计综述
格式:pdf
大小:66KB
页数:2P
4.8
韶钢全连续小型棒材轧钢厂优秀工程设计综述 1日u百 韶关钢铁有限公司全连续小型棒材轧钢 厂由马鞍山钢铁设计研究院进行总体设计和 ii!一设计,1995年4月开始前期准备及编制 可行性研究报告,1995年10月着手编制工 程扩大初步设计并开展旋工图设计,1996年 11月29日热负荷试车一次成功该工程 一 流的建设速度和质量、一流的设计、一流的 技术、一流的调试创造了同类轧机建设的历 史纪录 2设计规模和主要产品 韶钢全连续小型捧材轧钢厂设计年生产 垂12~4omm光面圆钢和螺纹钢筋50万吨, 主要钢种有碳素结构钢、优质碳素结构钢、铆 螺钢、低合金钢和少量一般合金结构钢 3原料 轧钢厂原料由韶关钢铁公司炼钢厂提供 (少部分外购).规格为: 15o)<150×10000mm连铸坯(或轧坯) 200)<200×10000mm连铸坯(
沙钢炼钢轧钢集成MES系统的特点及实现 沙钢炼钢轧钢集成MES系统的特点及实现
格式:pdf
大小:453KB
页数:3P
4.7
针对炼钢、轧钢这两大钢铁生产流程中的关键工序之间存在物流、资源、能量和时间平衡的问题,考虑到沙钢钢铁实际生产情况及钢铁生产组织、调度的特点,沙钢炼钢、轧钢集成mes系统采用了计划一体化编制、物料实时跟踪、质量动态控制等一系列新的生产信息化新技术来支持钢铁生产流程的有序、高效运转,从而提升企业的经济效益。

棒材产品,圆钢
格式:pdf
大小:38KB
页数:2P
4.5
棒材产品 序号品类牌号规格mm执行标准 主要用 途 1碳素结构钢 20、45、50 φ20~φ220 gb/t699-1999 机械、 汽车零 部件等 c45、c50 en10083-2:1991 技术协议 s20c、s35c、s45cjisg4051:2005 s235jr、s235j0、s235j2 s355jr、s355j0、s355j2 en10025-2:2004(e) s45ti、s20ti技术协议 s45acr、c45acr、s35cr技术协议 s45cr、s20crq/ohab112-2014 2合金结构钢 20cr、40cr(a)、45cr φ20-φ220gb/t3077-1999 技术协议 机械、 汽车零 部件等 26crmo、27crmo、 30crmo(a)、20crmo(a)
昆钢棒材
格式:pdf
大小:13KB
页数:2P
4.6
昆钢棒材冷飞剪剪切控制功能的改进和完善 内容摘要:本文介绍了冷飞剪的控制原理,主要叙述了昆钢棒材冷飞剪剪切控制功能的改进和完善。通过 对冷飞剪控制功能的改进和完善,使冷飞剪剪切倍尺的精度大大的提高,直接提高了产品的成材率,为生 产企业带来了巨大 内容摘要:本文介绍了冷飞剪的控制原理,主要叙述了昆钢棒材冷飞剪剪切控制功能的改 进和完善。通过对冷飞剪控制功能的改进和完善,使冷飞剪剪切倍尺的精度大大的提高,直 接提高了产品的成材率,为生产企业带来了巨大的经济效益。 关键词:倍尺剪lpp辊径优先测量优先 前言 昆钢棒材生产线始建于2004年,该条生产线由12套plc组成,完成各区域控制,其中 主轧线控制系统配备两级自动化系统,通过三类通讯网络连接,组成资源共享的分布式计算 机控制系统。该控制系统是以美国ge公司90-70、90-30系列可编程控制器(plc
南钢棒材厂全连轧线改造实践
格式:pdf
大小:281KB
页数:2P
4.6
为适应优特品种钢的生产和提高产品质量的控制能力而进行了技术改造,通过对设备的改造及合理配置,降低了设备故障,产量大幅提高,并可进行φ14mm、φ12mm圆钢的生产。
 杭钢小型连轧棒材生产工艺及设备
杭钢小型连轧棒材生产工艺及设备 杭钢小型连轧棒材生产工艺及设备
格式:pdf
大小:354KB
页数:3P
4.7
杭钢小型连轧棒材生产线设计年产量为25万t,最高速度18m/s。为介绍该生产线的工艺技术特点和主要设备的技术性能等。
棒材轧钢工程机械设备设计改造
格式:pdf
大小:1.2MB
页数:2P
4.3
棒材轧钢是我国众多轧钢项目中一种特别的类型.其一般以棒材为主要的原料进行轧钢产品的生产.而本文主要以某新建的棒材轧钢厂为例,就主机列参数的确定、棒材轧钢工程机械设备设计改造进行论述.
首钢精品棒材轧钢MES技术总体相关
文辑推荐
知识推荐
百科推荐


职位:土建工程预算员
擅长专业:土建 安装 装饰 市政 园林


