

铸铁轴承座的手工电弧焊修复
格式:pdf
大小:134KB
页数:3P
人气 :73
 4.5
4.5
HT15-33小齿轮座底板断裂时,采用手工电弧冷焊工艺,用Z308焊条敷焊渡层,用J507焊条填充焊,顺利完成了这一厚壁铸件的修复。



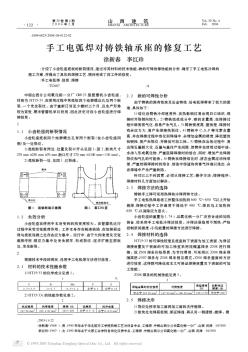
 手工电弧焊修复铸铁轴承座
手工电弧焊修复铸铁轴承座 手工电弧焊修复铸铁轴承座
为了修复油炉引风机轴承座在使用过程中一侧出现的裂缝,通过对其断裂情况、轴承座材料及可焊性能进行分析,确定了手工电弧冷焊的焊接方案,提出了具体的焊接工艺,并顺利地完成了该工件的修复.经长时间使用证明,该设备运转情况良好,修焊处未发现有裂纹出现,说明手工电弧冷焊对铸铁轴承座具有较好的焊接效果.
手工电弧焊对铸铁轴承座的修复工艺 手工电弧焊对铸铁轴承座的修复工艺
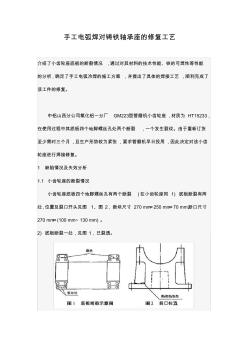
介绍了小齿轮座底板的断裂情况,通过对其材料的技术性能、铁的可焊性等性能的分析,确定了手工电弧冷焊的施工方案,并提出了具体的焊接工艺,顺利完成了该工件的修复
编辑推荐下载
手工电弧焊对铸铁轴承座的修复工艺
格式:pdf
大小:209KB
页数:5P
4.7
手工电弧焊对铸铁轴承座的修复工艺 介绍了小齿轮座底板的断裂情况,通过对其材料的技术性能、铁的可焊性等性能 的分析,确定了手工电弧冷焊的施工方案,并提出了具体的焊接工艺,顺利完成了 该工件的修复。 中铝山西分公司氧化铝一分厂gm223型管磨机小齿轮座,材质为ht15233, 在使用过程中其底板四个地脚螺丝孔处两个断裂,一个发生裂纹。由于重新订货 至少需时三个月,且生产形势较为紧张,要求管磨机早日投用,因此决定对该小齿 轮座进行焊接修复。 1缺陷情况及失效分析 1.1小齿轮座的断裂情况 小齿轮座底板四个地脚螺丝孔有两个断裂(在小齿轮座同1)底板断裂有两 处,位置及裂口开头见图1、图2,断块尺寸270mm×250mm×70mm,断口尺寸 270mm×(100mm~130mm)。 2)底板断裂一处,见图1,已裂透。 1.2失
手工电弧焊对铸铁轴承座修复工艺热门文档
铸铁轴承座载荷计算及结构分析 铸铁轴承座载荷计算及结构分析
格式:pdf
大小:3.1MB
页数:5P
4.6
根据皮带运输机托辊用铸铁轴承座的实际工作情况,推导了计算铸铁轴承座径向载荷的分布公式。采用pro/e软件建立了轴承座模型,在结构进行优化的基础上,利用ansys软件对优化后的模型进行了结构分析,通过利用pro/emechanica和ansysworkbench商业软件轴承载荷加载方法表明本文中计算轴承座载荷分布方法可行。
灰铸铁手工电弧焊工艺分析
格式:pdf
大小:168KB
页数:25P
4.7
河南机电高等专科学校毕业论文 -1--1- 1.绪论 工业中应用最早的铸铁就是以片状石墨存在于金属基体中的灰铸铁。由于其成本 低廉,并具有铸造性、可加工性、耐磨性及减振性均优良的特点。迄今是工业中应用最 广泛的一种铸铁。20世纪80年代初,铸铁材料发展进入了顶峰期,随后,世界的铸铁 产量便出现急剧递减,然而铸铁仍是当今金属材料中应用最为广泛的基础材料。 灰铸铁在结晶过程中,约有w(c)为80%的碳以石墨的形式析出,这就给灰铸铁 带来两方面的特点:一方面,由于石墨强度较低(rm﹤20n/mm2),且以片状的形态存 在,割裂了基体的连续性,因此灰铸铁的强度不高,脆性较大。另一方面,由于石墨的 存在,灰铸铁具有良好的减震性、耐磨性、切削加工性和缺口敏感性。由于共晶结晶过 程中石墨化膨胀,还有减少缩松、缩孔的倾向。同时,灰铸铁还有较高的抗压强度。灰 铸铁传统的化学成分中s
手工电弧焊
格式:pdf
大小:834KB
页数:11P
4.5
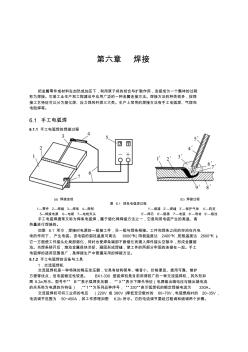
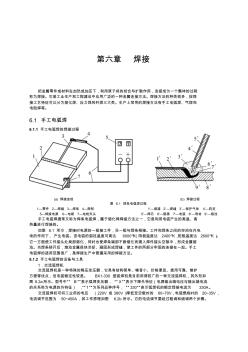
第六章焊接 把金属零件或材料在加热或加压下,利用原子间的结合与扩散作用,连接成为一个整体的过程 称为焊接。它是工业生产和工程建设中应用广泛的一种金属连接方法。焊接方法的种类很多,按焊 接工艺特征可以分为熔化焊、压力焊和钎焊三大类。生产上常用的焊接方法有手工电弧焊、气焊和 电阻焊等。 6.1手工电弧焊 6.1.1手工电弧焊的焊接过程 (a)焊接连线(b)焊接过程 图6.1焊条电弧焊过程 1—零件2—焊缝3—焊条4—焊钳1'—熔渣2'—焊缝3'—保护气体4'—药皮 5—焊接电源6—电缆7—地线夹头5'—焊芯6'—熔滴7'—电弧8'—母材9'—熔池 手工电弧焊通常又称为焊条电弧焊,属于熔化焊焊接方法之一,它是利用电弧产生的高温、高 热量进行焊接的。 如图6.1所示,焊接时电源的一极接工件,另一极与焊条相接。工件和焊条之间的空间在外电 场的作用下,产
钢结构手工电弧焊
格式:pdf
大小:41KB
页数:7P
4.4
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接 工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过 烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系 列碳钢结构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采 用低氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条 与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、 焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件 2.2.1熟悉图纸,做焊接工艺技术交底。 2.2.2施
手工电弧焊对铸铁轴承座修复工艺精华文档
手工电弧焊 (2)
格式:pdf
大小:834KB
页数:11P
4.5
第六章焊接 把金属零件或材料在加热或加压下,利用原子间的结合与扩散作用,连接成为一个整体的过程 称为焊接。它是工业生产和工程建设中应用广泛的一种金属连接方法。焊接方法的种类很多,按焊 接工艺特征可以分为熔化焊、压力焊和钎焊三大类。生产上常用的焊接方法有手工电弧焊、气焊和 电阻焊等。 6.1手工电弧焊 6.1.1手工电弧焊的焊接过程 (a)焊接连线(b)焊接过程 图6.1焊条电弧焊过程 1—零件2—焊缝3—焊条4—焊钳1'—熔渣2'—焊缝3'—保护气体4'—药皮 5—焊接电源6—电缆7—地线夹头5'—焊芯6'—熔滴7'—电弧8'—母材9'—熔池 手工电弧焊通常又称为焊条电弧焊,属于熔化焊焊接方法之一,它是利用电弧产生的高温、高 热量进行焊接的。 如图6.1所示,焊接时电源的一极接工件,另一极与焊条相接。工件和焊条之间的空间在外电 场的作用下,产

手工电弧焊焊接工艺资料
格式:pdf
大小:85KB
页数:10P
4.5
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用
外高桥900MW汽轮机球墨铸铁轴承座的超声波检测 外高桥900MW汽轮机球墨铸铁轴承座的超声波检测
格式:pdf
大小:621KB
页数:5P
4.4
介绍了外高桥900mw汽轮机球墨铸铁轴承座的超声波检测方法,测试了球铁的超声波声速,并根据测试结果分析了超声波传播速度与球化率的关系,为其它球铁件的质量检测提供了参考。
手工电弧焊焊接工艺标准
格式:pdf
大小:42KB
页数:7P
4.6
手工电弧焊焊接工艺标准 1.手工电弧焊焊接施工工艺标准 1.1适用范围 本工艺适用于钢结构制作与安装手工电弧焊焊接工艺。工艺规定了一般低碳钢、普通低合金高强度钢手 工电弧焊的基本要求。凡各工程的工艺中无特殊要求的结构件手工电弧焊均应按本工艺规定执行。 1.2??引用标准 (1)钢结构工程施工质量验收规范(gb50205—2001); (2)建筑工程施工质量验收统一标准(gb50300—2001); (3)建筑钢结构焊接规程(jgj81—2002); (4)碳钢焊条(gb5117—85); (5)低合金钢焊条(gb5118—85); (6)钢结构焊缝外形尺寸(gb10854—89); (7)焊接质量保证钢熔化焊接接头的要求和缺陷等级(gb/t12469—90); (8)钢焊缝手工超声波探伤和探伤结果的分级(gb11345—89)。
手工电弧焊焊接工艺
格式:pdf
大小:85KB
页数:10P
4.6
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用
手工电弧焊对铸铁轴承座修复工艺最新文档

手工电弧焊焊接工艺规程
格式:pdf
大小:10KB
页数:5P
4.8
手工电弧焊焊接工艺规范 电弧焊,焊接工艺,手工,规范 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊钢材,结构刚性较大 以及有特殊要求时,均应另行制定专门焊接工艺规程。 2规范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊缝返修通用工艺规范 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配,见表1。 表1焊接材料与船体结构钢材级别的匹配 焊接材料级别船体结构钢材级别 1a 2abd 3abde 1ya32a3

手工电弧焊焊接工艺规范
格式:pdf
大小:100KB
页数:8P
4.5
sws 上海外高桥造船有限公司企业标准 q/sws42-022-2003 手工电弧焊焊接工艺规范 2003-04-25发布2003-05-10实施 上海外高桥造船有限公司发布 前言 本规范为公司新编制企业标准。是根据公司的生产实际经验并参照有关船厂企业标准编 制而成。 本规范代替g16-sws005《船体手工电弧焊通用工艺》。 本规范发布时,g16-sws005《船体手工电弧焊通用工艺》同时作废。 本规范由上海外高桥造船有限公司提出; 本规范由设计部归口。 本规范起草部门:设计部。 本规范主要起草(编制):陈国权 标检:徐玉珍 审核:孙嘉钧 本规范由总工程师南大庆批准。 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和

手工电弧焊焊接工艺规范
格式:pdf
大小:95KB
页数:8P
4.4
船舶制造焊接工艺规范 阜宁县阜城才林船舶保养厂 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊钢材, 结构刚性较大以及有特殊要求时,均应另行制定专门焊接工艺规程。 2规范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊缝返修通用工艺规范 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配,见表1。 表1焊接材料与船体结构钢材级别的匹配 焊接材料级别船体结构钢材级别 1a 2abd 3abde 1ya32a36 2ya32a36d32d36 3ya32a36d32d36e32
钢筋及埋件手工电弧焊工艺标准
格式:pdf
大小:16KB
页数:11P
4.4
本工艺标准适用于工业与民用建筑的钢筋及埋件手工电弧焊。 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证 明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足 焊接要求,并应有可焊性试验。预埋件的锚爪应用ⅰ、ⅱ级钢筋。钢 筋应无老锈和油污。 2.1.2钢材:预埋件的钢材不得有裂缝、锈蚀、斑痕、变形, 其断面尺寸和机械性能应符合设计要求。 2.1.3焊条:焊条的牌号应符合设计规定。如设计无规定时, 应符合表4-14的要求,焊条质量应符合以下要求: 钢筋电弧焊使用的焊条牌号 表4-14 项次钢筋级别搭接焊、帮条焊坡口焊 1ⅰ级e4303e4303e4303 2ⅱ级e4303e4303e5003 3ⅲ级e5003e5003e5503 4
钢筋手工电弧焊施工工艺 (2)
格式:pdf
大小:15KB
页数:10P
4.6
钢筋手工电弧焊施工工艺 本工艺标准适用于工业与民用建筑的钢筋及埋件手工电弧焊。 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及 复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要 求,并应有可焊性试验。预埋件的锚爪应用ⅰ、ⅱ级钢筋。钢筋应无 老锈和油污。 2.1.2钢材:预埋件的钢材不得有裂缝、锈蚀、斑痕、变形,其断面 尺寸和机械性能应符合设计要求。 2.1.3焊条:焊条的牌号应符合设计规定。如设计无规定时,应符合 表4-14的要求,焊条质量应符合以下要求: 钢筋电弧焊使用的焊条牌号表4-14 项次钢筋级别搭接焊、帮条焊坡口焊 1ⅰ级e4303e4303e4303 2ⅱ级e4303e4303e5003 3ⅲ级e5003e5003e5503 4ⅰ、ⅱ级与钢板焊接e43
球墨铸铁轴承座的铸造工艺设计及优化 球墨铸铁轴承座的铸造工艺设计及优化
格式:pdf
大小:493KB
页数:未知
4.4
介绍了风电轴承座的铸件结构及技术要求,利用数值模拟软件magma对2种铸造工艺设计方案的充型过程进行对比分析。利用magma模拟软件对充型相对平稳的方案进行凝固过程模拟分析,结果发现铸件局部区域有产生缩孔、缩松的倾向。最后通过在该处加设冒口和冷铁,使缩孔、缩松问题得以解决。将最后确定的工艺方案用于实际生产,结果显示,经超声波检测,铸件内部致密,不存在缩孔缺陷,轴承座检测区域、金相组织及力学性能完全能满足客户要求。
钢筋手工电弧焊工艺标准
格式:pdf
大小:14KB
页数:5P
4.7
钢筋手工电弧焊工艺标准(411-1996) 范围 本工艺标准适用于工业与民用建筑的钢筋及埋件手工电弧焊。 施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。 进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。预 埋件的锚爪应用ⅰ、ⅱ级钢筋。钢筋应无老锈和油污。 2.1.2钢材:预埋件的钢材不得有裂缝、锈蚀、斑痕、变形,其断面尺寸和机械 性能应符合设计要求。 2.1.3焊条:焊条的牌号应符合设计规定。如设计无规定时,应符合表4-14的要 求,焊条质量应符合以下要求: 钢筋电弧焊使用的焊条牌号表4-14 项次钢筋级别搭接焊、帮条焊坡口焊 1ⅰ级e4303e4303e4303 2ⅱ级e4303e4303e5003 3ⅲ级e5003e5003e550

钢筋手工电弧焊施工工艺
格式:pdf
大小:122KB
页数:12P
4.7
钢筋手工电弧焊施工工艺 本工艺标准适用于工业与民用建筑的钢筋及埋件手工电弧焊。 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂 证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满 足焊接要求,并应有可焊性试验。预埋件的锚爪应用ⅰ、ⅱ级钢筋。 钢筋应无老锈和油污。 2.1.2钢材:预埋件的钢材不得有裂缝、锈蚀、斑痕、变形, 其断面尺寸和机械性能应符合设计要求。 2.1.3焊条:焊条的牌号应符合设计规定。如设计无规定时, 应符合表4-14的要求,焊条质量应符合以下要求: 钢筋电弧焊使用的焊条牌号表4-14 项次钢筋级别搭接焊、帮条焊坡口焊 1ⅰ级e4303e4303e4303 2ⅱ级e4303e4303e5003 3ⅲ级e5003e5003e5503 4ⅰ、ⅱ级与钢板焊
钢结构手工电弧焊施工工艺
格式:pdf
大小:11KB
页数:7P
4.8
钢结构手工电弧焊施工工艺 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手 工电弧焊焊接工程。 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求 施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无规定 时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn钢时 宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊 条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。 酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊 件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、 焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件 2.2.1熟悉图纸,做焊接工艺技术交底。 2.2.2施焊前应检查焊工合格
手工电弧焊对铸铁轴承座修复工艺相关
文辑推荐
知识推荐
百科推荐


职位:暖通制水工程师技术员
擅长专业:土建 安装 装饰 市政 园林


