

三电极火花隙开关电感和电阻的确定
格式:pdf
大小:540KB
页数:3P
人气 :90
 4.6
4.6
简述三电极火花隙开关的应用领域及工作原理 ,对开关的性能进行了测试。用线圈测出放电回路在短路放电状态下的电流曲线 ,经波形分析和计算 ,求出开关的电感和电阻。



 一种大电流三电极气体火花开关的工作特性
一种大电流三电极气体火花开关的工作特性 一种大电流三电极气体火花开关的工作特性
根据强流电子加速器的需要,研制了一种大电流三电极气体火花开关。开关采用防污染设计,将开关电极与金属腔体一体化,并采用金属挡板对绝缘封盖进行防污保护,从最大程度上减小了开关工作时对绝缘支撑物的污染,提高了开关寿命,并且对开关工作特性进行了实验研究。研究结果表明:当开关工作气压为0.10、0.15、0.20和0.25mpa时,其可控工作电压范围分别为25%~94%、38%~86%、40%~88%和44%~88%,具有可控工作电压范围宽的优点;当开关工作气压为0.25mpa、工作电压为40kv、欠压比为88%时,开关时延为50ns,抖动为1.28ns且分散性<3%,该开关已成功用于强流电子加速器系统且运行稳定可靠。
高库仑量大电流两电极气体火花开关研究 高库仑量大电流两电极气体火花开关研究
设计了一个两电极气体火花开关,开关的主体部分仅包括阴极、阳极两个主电极,以及金属外壳和绝缘支撑外壳,两电极结构取消了触发极,消除了由于触发极烧蚀影响开关寿命的问题。开关设计工作电压23kv,单脉冲能量1.2mj,峰值电流300ka,单次脉冲电荷转移量110c。初步试验阶段开关工作电压达到15kv,开关的通流180ka,电荷转移量为47.85c。开关触发性能可靠,电极烧蚀均匀。
编辑推荐下载
电极材料在电火花加工中对加工速度的影响 电极材料在电火花加工中对加工速度的影响
格式:pdf
大小:125KB
页数:2P
4.8
在电火花加工中,工具电极材料的选择非常重要,它不仅影响到电火花加工的稳定性,还影响到电火花的加工速度和工具电极的损耗。不同工具电极加工速度之所以不同,其原因在于能量在工具电极和工件间的分配比例不同,这点有关资料及教材都有定论。为什么会分配不同,却少有文章详细阐述,现就电火花加工中就常用的紫铜电极和石墨电极在加工铜时加工速度的差别及原因提出个人观点。
镀锌钢板电阻点焊涂层电极与普通电极寿命分析 镀锌钢板电阻点焊涂层电极与普通电极寿命分析
格式:pdf
大小:2.2MB
页数:6P
4.3
为增加镀锌钢板电阻点焊电极寿命,在普通铬锆铜电极表面沉积镍和金属陶瓷涂层后,研究涂层电极与无涂层普通电极的寿命.结果表明,相同条件下,涂层电极使用寿命大约是普通电极使用寿命的2.5倍;涂层电极抗塑性变形能力明显高于普通电极;普通电极端面有明显坑蚀、裂纹、合金层、自愈合层,而电极表面涂层能有效防止镀锌钢板电阻点焊过程中由于锌的扩散导致的粘连、剥离,从而减少合金元素zn向电极端面的扩散,防止锌和电极合金形成脆性金属间化合物.
三电极火花隙开关电感和电阻确定热门文档
多曲率油槽电火花成形加工及精密组合电极的设计 多曲率油槽电火花成形加工及精密组合电极的设计
格式:pdf
大小:278KB
页数:4P
4.7
使用紫铜电极和石墨电极对某装备液压系统上压力油槽进行电火花加工试验,分析qt700-2电火花加工特性,通过材料去除率、电极损耗速度、侧面间隙、表面质量等对比试验,选择合适的电极材料和加工参数,研究了精密组合电极加工压力油槽的基本规律,结果表明,紫铜是加工qt700-2较为合适的电极材料。依据理论分析和试验结果设计出装配式成形电极,并依据选择的电参数加工出符合要求的工件。
电火花加工用石墨电极的数控加工方法研究 电火花加工用石墨电极的数控加工方法研究
格式:pdf
大小:402KB
页数:2P
4.3
本文对电火花加工用石墨电极的结构特征进行了加工工艺分析,对其数控加工工艺做了研究,介绍了石墨电极的数控加工方法,解决了石墨电极数控加工中容易出现的崩角等问题,对石墨电极的加工规范做了探讨。
铝合金电阻点焊电极延寿技术的研究
格式:pdf
大小:1.1MB
页数:6P
4.7
http://www.***.*** -1- 铝合金电阻点焊电极延寿技术的研究 李青松,罗震,王惜宝,史涛,刘丹 天津大学材料科学与工程学院,天津(300072) e-mail:lqs_8_8_8@163.com 摘要:铝及其合金具有强度高、耐腐蚀、易加工成型、可以反复回收利用等优点,在汽车 工业中的应用越来越广泛。在铝合金点焊过程中接头强度的波动、表面成型差、表面清理工 艺复杂、飞溅多以及电极使用寿命短等问题都影响了铝合金点焊工艺的推广,而在焊接过程 中,电极烧损又是导致这些问题的主要原因,也就是说,电极的烧损问题是影响铝合金点焊 的一个重要问题。 本文以实验为基础探讨了铝合金电阻点焊时电极发生烧损的机理及其影响因素,为进一步解 决电极烧损问题提供了一些理论依据。通过实验寻找一种较好的能涂敷在铝合金表面的物 质,这层物质涂层能使点焊铝合金时铜电极的使
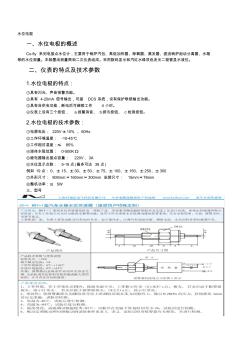
水位电极,超高纯水位电极,锅炉水位电极,电极式水位传感器
格式:pdf
大小:481KB
页数:3P
4.7
水位电极 一、水位电极的概述 co-fly系列电接点水位计,主要用于锅炉汽包、高低加热器、除氧器、蒸发器、直流锅炉起动分离器、水箱 等的水位测量。本装置由测量筒和二次仪表组成。采用数码显示和汽红水绿双色发光二极管显示液位。 二、仪表的特点及技术参数 1.水位电极的特点: ①具有闪光、声音报警功能。 ②具有4-20ma信号输出,可接dcs系统,设有保护联锁输出功能。 ③具有自供电功能,断电后可继续工作4小时。 ④仪表上设有三个按钮,a报警消音、b排污按钮、c检测按钮。 2.水位电极的技术参数: ①电源电压:220v±10%、50hz ②工作环境温度:-10-45℃ ③工作相对湿度:≤85% ④液体水阻范围:0-500kω ⑤继电器输出接点容量:220v、3a ⑥水位显示点数:5-19点(最多可达38点) 例如19点:0、±15、±30、±50
中性点经消弧线圈和电阻接地系统电感与电阻的取值分析 中性点经消弧线圈和电阻接地系统电感与电阻的取值分析
格式:pdf
大小:975KB
页数:4P
4.4
中性点经消弧线圈和串并联电阻接地是一种能有效抑制弧光过压的方法。通过对消弧线圈和串并联电阻在不同电感值和阻值情况下的仿真,根据消弧效果分析给出了电感与阻值的取值范围。由分析过程可以得出,电感值和电阻值的大小选择不合适,将会在灭弧过程中产生过大的接地残流或后期过高的过电压水平,不利于电弧的快速熄灭。
三电极火花隙开关电感和电阻确定精华文档
同性极式感应子电机电感计算 同性极式感应子电机电感计算
格式:pdf
大小:591KB
页数:3P
4.3
中高频同性极式感应子发电机已在飞轮储能、高功率电源、风力发电等装置中被研究和应用,基于磁路磁导分析法推导了同性极式感应子发电机在磁路不饱和时计算电感的一种实用方法,为同性极式感应子发电机的设计提供了技术依据。
高功率重复频率三电极气体开关自击穿特性 高功率重复频率三电极气体开关自击穿特性
格式:pdf
大小:745KB
页数:4P
4.3
以“chp01”加速器为实验平台,对自行研制的重复频率三电极气体开关的自击穿特性开展了实验研究。研究了开关自击穿特性与气压、气流流速、电极形状等因素的关系,并对实验结果进行了分析。结果表明:随着气压的升高,开关自击穿电压分散性变大;适当流速的气流有助于减小开关的自击穿分散性,但气流流速过大将加大自击穿分散性;当通过改变电极形状增大极间场增强因子时,开关电极间场增强因子变大,开关分散性减小,但平均自击穿电压有所降低。
基于电极电压信号的微电阻点焊质量监测分析 基于电极电压信号的微电阻点焊质量监测分析
格式:pdf
大小:6.0MB
页数:4P
4.8
文中研究了微电阻点焊条件下tc2钛合金焊点质量监测问题.首先对典型焊点的微观金相组织进行了分析,发现在熔核区域形成了针状马氏体;接着选取典型的电极电压曲线,根据其变化趋势划分为四个阶段,结合焊点的形成过程进行了相应解释,并分析了电极电压曲线特征量与熔核直径之间的相关性;最后应用bp神经网络,采用相关性较强的电极电压特征量及焊接电流作为神经网络输入,选取熔核直径作为神经网络输出,结合试验数据.结果表明,通过神经网络训练及测试,有效地实现了对焊点质量的可靠预测.
微波电路用共面电极TaNx薄膜片式电阻器 微波电路用共面电极TaNx薄膜片式电阻器
格式:pdf
大小:1003KB
页数:5P
4.7
采用反应溅射方法制作tanx电阻薄膜,并通过溅射ni、au形成双层共面电极。研究了溅射条件对电阻薄膜组分的影响以及此类电阻器的微波特性。结果显示,溅射工作真空度小于0.5pa,氮气体积分数大于5%时,可以得到阻值稳定的六方晶体结构tanx电阻薄膜,其共面电极的电阻器使用频率上限大于20ghz。
电极式液位开关
格式:pdf
大小:1.5MB
页数:9P
4.3
fn-sn-a7,02/10/2014 材质:铝合金漆 防护等级:ip65 材质:pp(耐酸碱) 防护等级:ip65 材质:铝合金烤漆 防护等级:ip65 材质:pp 接续螺母:不锈钢(sus304) 接续规格:m18*1.5 材质:铝合金烤漆 防护等级:ip65 snba 3 底座8pfa 2-6极棒 128 1/2"pf 118 ba128 90 1/2"pf 118 c d 1/2"npt 113 90 接线盒:b型 90 e aps-3 接续规格:2"pf 液面控制器 /30vdc3a 尺寸 2-φ4.5×5 33±0.2 4 8 3 ?ˉ pf113a 2-m4 2-φ4×5 8-m3.5×7 8-m3.5×7 8-m3.5×7 2-φ4×5 φ4×2 pf085a φ4×2 33±0.2 51 m ax 33 40 6 1.只供垂
三电极火花隙开关电感和电阻确定最新文档
三电极平面电容传感器对材料损伤的探测 三电极平面电容传感器对材料损伤的探测
格式:pdf
大小:320KB
页数:4P
4.4
通过ansys软件分析非金属材料厚度和介电常数分布不均匀对电容量的影响以及三电极平面电容传感器探头水平方向的有效探测范围。针对非金属材料表面下的异常或者损伤的检测,提出了一种结构简单、操作方便的三电极平面电容传感器检测法,并对非金属材料表面下的异常或者损伤进行探测定位。通过对损伤区的分析得出了一定传感器探头尺寸水平方向的有效探测范围为偏移损伤边缘50mm。
松下元器件推出低直流电阻的电源电感器 松下元器件推出低直流电阻的电源电感器
格式:pdf
大小:79KB
页数:1P
4.7
15日,松下元器件公司(panasonicdevice)推出了直流电阻号称业界最小的、采用金属复合物铁心结构的电源电感器(功率扼流圈)“pcc-m0512w系列”。
电感式接近开关的实验应用三例 电感式接近开关的实验应用三例
格式:pdf
大小:393KB
页数:2P
4.5
接近式开关是无触点型传感器,在物理实验中,接近式开关有许多应用.本文详细介绍了利用该开关制作光电门、自动计时器和报警器.

不等电极距情况下高密度电阻率法的反演结果分析
格式:pdf
大小:1.2MB
页数:3P
3
不等电极距情况下高密度电阻率法的反演结果分析——通过高密度电阻率法的模型实验,得出不等电极距情况对直立高阻薄板和低阻球体反演结果的影响:缺失电极对它正下方的p影响最大,而异常形态主要在水平方向有明显的变化,异常体随电极缺失的位置有趋势变化,电...
基于电火花铣削加工的电极设计及制备工艺 基于电火花铣削加工的电极设计及制备工艺
格式:pdf
大小:517KB
页数:未知
4.7
电火花铣削加工中电极的设计和制备是关键技术,对加工精度及表面粗糙度有着直接影响。本文从电极材料、结构形式、尺寸确定、制作工艺等4个方面举例分析探讨了电火花铣削加工用电极的一般设计方法以及制备工艺。
电极管——小孔电火花加工用工具电极 电极管——小孔电火花加工用工具电极
格式:pdf
大小:332KB
页数:未知
4.4
随着科学技术的不断发展,在宇航、电子、仪器、轻工和纺织等行业,尤其是模具行业中,带有小孔的工件愈来愈多,且工件孔径愈来愈小,直径在1毫米以下的孔经常出现。同时,工件材料品种繁多,有普通结构钢、合金钢、工具钢、耐热不锈钢、硬质合金,甚至极难加工的金刚石材料等。因此,对小孔加工技术提出了更高的要求,传统的钻削小孔的加工方法已无法满足需要。五十年代以来,相继出现了用电火花、激光、超声、电子束、电解等工艺进行小孔加工的特
电火花加工寻找最优电极加工时间的算法研究 电火花加工寻找最优电极加工时间的算法研究
格式:pdf
大小:237KB
页数:未知
4.5
根据电火花加工中电极加工时间对加工效率的影响规律,提出了寻找一定加工深度下最优电极加工时间的算法。通过电火花加工实验,利用算法分别寻找不同加工深度下的最优电极加工时间,与手动调整电极加工时间的寻找结果对比,发现二者相近,证明算法能准确快速地找到当前加工深度下的最优电极加工时间。
三电极火花隙开关电感和电阻确定相关
文辑推荐
知识推荐
百科推荐

职位:化工管道工程师
擅长专业:土建 安装 装饰 市政 园林


