

双层卷焊管镀锌涂塑工艺研究及生产线的研制
格式:pdf
大小:654KB
页数:5P
人气 :78
 4.3
4.3
详细介绍了双层卷焊管镀锌涂塑的生产工艺及设备。其生产的镀锌涂塑双层卷焊管 (以下简称PVF管 )达到有关国际技术标准。与国外生产线相比具有生产工艺先进 ,技术性能好 ,能适应国产原材料 ,设备投资少 ,自动化程度高 ,易操作、维修等特点。PVF管材生产的国产化改变了该产品完全依赖进口、依赖引进设备生产的局面



 镀锌涂塑双层卷焊管预热过程综合自动控制
镀锌涂塑双层卷焊管预热过程综合自动控制 镀锌涂塑双层卷焊管预热过程综合自动控制
根据镀锌涂塑双层卷焊管生产工艺、预热过程的实际情况以及预热过程数学模型,提出了镀锌涂塑双层卷焊管预热过程综合自动控制方案和具有分级结构的模糊自适应控制方法。仿真结果和实际应用表明,采用该方案和方法能够满足镀锌涂塑双层卷焊管预热过程的工艺要求,并取得了良好的控制效果。
双层卷焊管热镀锌工艺探讨 双层卷焊管热镀锌工艺探讨
介绍了双层卷焊管的热镀锌工艺。双层卷焊管是由镀铜钢带经成型后卷制成双层管经钎焊而成的,经过热镀锌处理后,其耐蚀性比原态管提高了1~2倍。此工艺成本低廉,效果显著
编辑推荐下载

双层卷焊管
格式:pdf
大小:9KB
页数:5P
4.4
为汽车生产企业提供用于汽车制动管路、燃油管路、输气管路、发动机燃油管路、机油管路 等。根据客户的不同要求对管材表面进行镀锌、锌铝合金、铝锌合金,并对镀层进行白色钝 化、橄榄绿钝化,同时还可以进行pvf涂层、pvdf涂层材料的涂敷。 双层卷焊管是用宝山钢铁股份有限公司生产的材质为bhg2的超深冲钢通过冷轧加工成精密 带钢,再通过连续电镀铜生产线将该精密带钢镀成镀铜钢带,该镀铜钢带即为双层卷焊管的 原材料。 带钢物理化学性能 化学成分 拉伸试验(标距50mm) c si mn p s 屈服强度 抗拉强度 伸长率 mpa % 0.03-0.035 ≤0.02 0.1-0.2 <0.02 ≤0.01 ≥160 ≥300 ≥40 双层卷焊管的生产工艺如下:镀铜钢带(一般为白色钢带,厚度为0.35±0.012mm)通过 成型卷绕双层后(其中内、
镀锌涂塑双层卷焊管预热过程分析及预热温度计算 镀锌涂塑双层卷焊管预热过程分析及预热温度计算
格式:pdf
大小:760KB
页数:5P
4.7
分析了镀锌涂塑双层卷焊管生产工艺及预热过程,给出了预热过程数学模型,并得到预热温度计算公式。理论分析和实际应用表明,通过预热温度计算公式来代替实际的温度检测是可行的,并克服了用直接测量法带来的不良影响,也为实现预热过程综合自动控制奠定了基础。
双层卷焊管镀锌涂塑工艺及生产线研制热门文档
 双层卷焊管钢带镀铜工艺分析及生产线设计
双层卷焊管钢带镀铜工艺分析及生产线设计 双层卷焊管钢带镀铜工艺分析及生产线设计
格式:pdf
大小:751KB
页数:4P
4.7
镀铜钢带是制造双层卷焊管的原料。为提高镀铜生产线效率,本文在对传统钢带镀铜生产线上料和电解除油等方法及装置进行改进的基础上设计了双层卷焊管钢带镀铜生产线,重点研究了双层卷焊管钢带镀铜工艺流程,分析了生产线设备组成及其特点;基于环境保护需求,提出了双层卷焊管镀铜生产线清洁化生产方式。
车用双层卷焊管坡口成型应力特性的仿真分析 车用双层卷焊管坡口成型应力特性的仿真分析
格式:pdf
大小:921KB
页数:4P
4.3
双层卷焊管具有较高的抗爆破强度和抗振疲劳性能,易于弯曲成形,因此广泛应用于汽车制动系统中,并形成刹车管、燃油管和制动管等产品。坡口成型作为双层卷焊管管筒成型的第一道工序,其尺寸和质量将直接影响管筒成型质量。应用显式动力学有限元分析软件ansys/ls-dyna对坡口成型应力特性及其对加工质量影响进行仿真模拟,得出辊轮材料为合金钢时,其耐磨性比辊轮材料为碳素钢的耐磨性好,且通过对坡口成型的应力-应变特性分析,得出钢带在坡口成型中的最大变形发生在与辊轮边缘接触位置。
双层卷焊管镀锌涂塑工艺及生产线研制精华文档
双层卷焊管定径辊减壁区轧制压力及芯棒轴向力的研究(续) 双层卷焊管定径辊减壁区轧制压力及芯棒轴向力的研究(续)
格式:pdf
大小:115KB
页数:6P
4.7
用解析法求出了锥-柱形芯棒定径辊减壁区轧制压力、总轧制力及芯棒轴向力的计算公式。将计算结果与腰鼓形芯棒相应的结果进行了对比,从而发现了锥-柱形芯棒的优点,提出了提高锥-柱形芯棒使用稳定性的措施。更多还原
外镀锌内涂塑输水钢管的研制 外镀锌内涂塑输水钢管的研制
格式:pdf
大小:115KB
页数:未知
4.7
介绍了一种外镀锌内涂塑焊接钢管的生产工艺流程。将该工艺生产的钢管与普通镀锌管进行了对比,指出这种外镀锌内涂塑钢管正常使用寿命可达60~100年,是我国今后有发展前途的产品。

焊管镀锌钢管米重和根重重量表
格式:pdf
大小:108KB
页数:3P
4.3
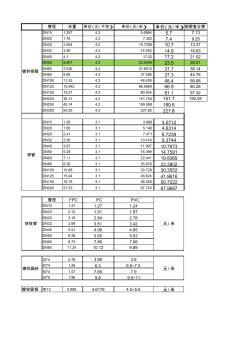
镀锌焊管理论重量表|热镀锌管理论重量表|镀锌焊管重量表|热镀锌管重量表 焊管、镀锌管理论重量表(按gb/t3091—2001标准执行) 规格外径 mm 壁厚 mm 最小壁厚 mm 焊管(6米定尺)镀锌管(6米定尺) 公称内径英寸米重kg根重kg米重kg根重kg dn151/24分21.32.82.45 dn203/426.92.82.451.669.961.7610.56 dn25133.73.22.82.4114.462.55415.32 dn321.2542.43.53.063.3620.163.5621.36 dn401.548.33.53.063.8723.224.1024.60 dn50260.33.83.3255.2931.745.6073
镀锌钢管、焊管、穿线管
格式:pdf
大小:32KB
页数:2P
4.4
管径米重单价(元/千克)单价(元/米)单价(元/米)钢塑复合管 dn151.3574.25.69945.77.13 dn201.764.27.3927.49.25 dn252.5544.210.726810.713.37 dn323.564.214.95214.918.63 dn404.14.217.2217.221.52 dn505.6074.223.549423.528.21 dn657.5364.231.651231.738.14 dn808.884.237.29637.344.76 dn10011.534.248.42648.458.08 dn12515.9424.266.956466.980.28 dn15019.274.280.93481.197.32 d
双层卷焊管镀锌涂塑工艺及生产线研制最新文档
大口径螺旋焊管生产线的研制与应用
格式:pdf
大小:2.7MB
页数:11P
4.8
1 大口径螺旋焊管生产线的研制与应用 王昱(中国石油天然气管道局钢管厂) 摘要:介绍了管道局钢管厂研制的大口径螺旋焊管生产线的技术特点和应用情况,精 确、可靠、稳定的成型、焊接和检验技术是当代螺旋焊管生产技术的发展方向。 关键词:螺旋焊管,成型,焊接,无损检测,铣边,扩径,大口径 1.概述 近几年来,国内油气管道出现了前所未有的建设高潮, 给钢铁和制管企业带来巨大的发展机遇,同时,大口径、高 压力的输送技术的应用也给企业提出了新的挑战,如何适应 新的市场发展要求,成为摆在国内企业面前的课题。 螺旋焊管是一种传统的钢管产品,具有设备投资少;建 设周期短;同一宽度的卷板可以生产不同直径钢管的特点, 得到了广泛的应用。特别是在国内,已建设了上百条的生产 线,为国内外管道工程供应了大量的产品,满足工程建设的 要求。但在国内,满足重要管道工程建设要求的高水平生产 线的数量
镀锌生产线沉没辊使用研究 镀锌生产线沉没辊使用研究
格式:pdf
大小:292KB
页数:未知
4.4
针对唐钢镀锌线产品存在沉没辊印的质量缺陷以及沉没辊寿命短的问题,分析了沉没辊印产生的原因,介绍了沉没辊面改进的过程。认为采用双螺旋、涂层和线沟槽的辊面、奥氏体不锈钢的轴套轴瓦,可以有效解决沉没辊印缺陷并提高沉没辊寿命。
about热镀锌与涂塑锌钢管
格式:pdf
大小:9KB
页数:1P
4.7
热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是 先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和 氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿 命长等优点。热镀锌钢管基体与熔融的镀液发生复杂的物理、化学反镀锌钢管 应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能 力强。 涂塑复合钢管是以钢管为基体,通过特殊工艺在内壁熔融喷涂或吸附食品级环 氧粉末涂料或pe原料经高温固化而成的新型复合材料。具有优良的耐腐蚀性 和比较小的摩擦阻力。 环氧树脂涂塑钢管适用于给排水、海水、温水、油、气体等介质的输送, 聚氯乙烯(pvc)涂塑钢管适用于排水、海水、油、气体等介质的输送。 技术参数:涂层材料:pe(改性聚乙烯)或ep(环氧树脂

 一次成型四层卷焊管的孔型设计
一次成型四层卷焊管的孔型设计 一次成型四层卷焊管的孔型设计
格式:pdf
大小:256KB
页数:2P
4.7
在大功率柴油发动机的高压油路中,常常需要用到管径较细、有一定壁厚且能承受高压的油管。以往采用铜来生产这种油管,其成本较高、资源少且加工精度低,而用卷焊管替代铜管则是发展的必然趋势。本文采用生产可靠性好、成本低、精度高的一次成型四层卷焊管的成型理论对其成型中各道次的孔型进行了设计,通过有限元对其成型的可行性做了模拟,认为其孔型设计是合理的。
城市天然气用焊管涂塑新工艺技术 城市天然气用焊管涂塑新工艺技术
格式:pdf
大小:693KB
页数:5P
4.6
介绍了一种钢管涂塑新工艺,可使内涂环氧粉末涂层厚度达250μm以上,既减阻又防腐蚀,外壁热熔涂lldpe涂层,其质量和使用效果可和三层pe媲美,新涂覆工艺可一次加热内外热熔涂塑。在管路连接上采用了扩口加短管技术,使焊接成为可能。
双层卷焊管镀锌涂塑工艺及生产线研制相关
文辑推荐
知识推荐
百科推荐


职位:装修工程资料员
擅长专业:土建 安装 装饰 市政 园林


