

三通接头
格式:pdf
大小:57KB
页数:2P
人气 :62
 4.5
4.5
3.8 三通接头应用见表 3-15 表 3-15 应 用 管 材 标 准 号 简 图 材 料 通径 DN 备 注 全部 一般应用 钢 不锈钢 ≤50 高压管 不锈钢 铜 铜合金 铜 Q/SWS34-003.1-2003 同管材 ≤50 一般应用 3.9 三通接头结构和基本尺寸 3.9.1 钢三通接头的结构和基本尺寸见图 3-11 和表 3-16。 t L D1 H 1/2L D2 图 3-11 表 3-16 公称通径 DN1/DN2 外 径 D1/D 2 厚度 t 长度 L 高度 H 公称通径 DN1/DN2 外 径 D1/D2 厚度 t 长度 L 高度 H 15/15 22/22 2~3 50 25 100/100 114/114 4.5~9 105 20/20 27/27 3~4 100/80 1



编辑推荐下载

如何灵活把三通接头改成直通接头
格式:pdf
大小:212KB
页数:2P
4.5
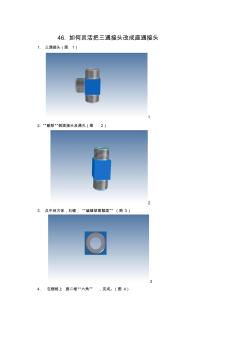
46.如何灵活把三通接头改成直通接头 1.三通接头(图1) 1 2.“删除”侧面接头及通孔(图2) 2 3.点中间方体,右键,“编辑草图截面”(图3) 3 4.在栅格上.画二维“六角”,完成。(图4) 4 5.“旋转向导”,“除料”点六棱体上中点,用“三维球”旋转“栅格”90°,在六棱体上 下画除料倒角部分,渲染,完成(图5) 5
 三通接头注射模设计与工艺
三通接头注射模设计与工艺 三通接头注射模设计与工艺
格式:pdf
大小:805KB
页数:3P
4.4
通过对三通接头的产品结构和注射成型存在的工艺问题研究,选择苯hpvc的成型工艺参数,确定了该塑件的注射模结构为一模一腔。设计了螺纹脱模机构、浇注系统和温度控制系统。结果表明,液压驱动螺纹脱模机构解决了内螺纹成型问题。
三通接头热门文档
三通接头加工夹具的改进 三通接头加工夹具的改进
格式:pdf
大小:1.2MB
页数:2P
4.6
某工厂接获10万件不锈钢三通接头(如图1)的加工任务,要求交货期为两个月。此时工厂能参与加工的设备主要是数控车床13台,采用传统的加工方法——三爪卡盘很难完全加工好工件;而用四爪卡盘装夹该三通接头加工,工效低,质量很难保证,且成本高,无法满足交货期要求。为此,笔者设计了一套专用夹具。

铜异径三通接头
格式:pdf
大小:38KB
页数:2P
4.4
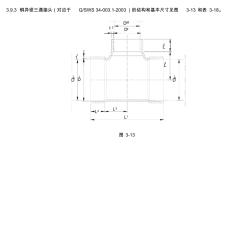
3.9.3铜异径三通接头(对应于q/sws34-003.1-2003)的结构和基本尺寸见图3-13和表3-18。 l1 d1 t1 l2l4 t2 l5 l3 d2 dw2 dw 1 dw 1 图3-13 表3-18 公称通径 dn1/dn2 适用管子外径 dw1/dw2 d1d2l1l2l3t1t2l4l5 重量 (kg) 20/1525/2025.5641726150.25 25/1530/20 20.5 31 1.614 25/2030/25 30.5 25.5 7220 25 1.8 1.8 16 15 0.32 32/1535/2020.5391.614 32/2035/2525.53715 32/2535/30 35.5 30.5 9027 34 1.8 18
三通接头精华文档
三通接头的注塑模具设计
格式:pdf
大小:172KB
页数:15P
4.8
毕业设计(论文)开题报告 题目:三通接头的注塑模具设计 系:机械工程系 专业:材料成型及控制工程 学生姓名:xx学号:xxxxxxxxxxx 指导教师:xxxxx 2010年3月25日 开题报告填写要求 1.开题报告(含“文献综述”)作为毕业设计(论文)答辩委 员会对学生答辩资格审查的依据材料之一。此报告应在指导教师指 导下,由学生在毕业设计(论文)工作前期内完成,经指导教师签 署意见及所在专业审查后生效。 2.开题报告内容必须用黑墨水笔工整书写或按此电子文档标 准格式(可从教务处网页上下载)打印,禁止打印在其它纸上后剪 贴,完成后应及时交给指导教师签署意见。 3.“文献综述”应按论文的格式成文,并直接书写(或打印) 在本开题报告第一栏目内,学生写文献综述的参考文献应不少

钢三通接头的结构和基本尺寸
格式:pdf
大小:31KB
页数:2P
4.5
3.9三通接头结构和基本尺寸 3.9.1钢三通接头的结构和基本尺寸见图3-11和表3-16。 t l d1 h 1/2l d2 图3-11 表3-16 公称通径 dn1/dn2 外径 d1/d2 厚度 t 长度 l 高度 h 公称通径 dn1/dn2 外径 d1/d2 厚度 t 长度 l 高度 h 15/1522/222~35025100/100114/1144.5~9105 20/2027/273~4100/80114/8998 20/1527/223 5829 100/65114/7695 25/2534/343~4.5100/50114/60 4.5~8 210 89 25/2034/273125/125140/140124 25/1534/224~4.5
三通接头注塑模具的设计
格式:pdf
大小:509KB
页数:42P
4.3
本科毕业论文(设计) 题目三通接头注塑模具的设计 学生姓名 专业名称机械设计制造及其自动化 指导教师 2013年5月20日 教学单位宝鸡文理学院 学生学号 编号 目录 0概论........................................................................................................错误!未定义书签。 1设计概念.................................................................................................................................2 1.1塑件制品的工业发展趋势...........................
塑料三通接头注射模的优化设计 塑料三通接头注射模的优化设计
格式:pdf
大小:130KB
页数:2P
4.7
讨论了一种常见的塑料三通接头注射模抽芯结构和脱螺纹结构的优化设计方案及其工作过程,简化了传统的复杂抽芯和脱螺纹结构,优化了制造过程并节约了材料。
三通接头最新文档
仿形焊接原理在凉篷三通接头焊接中的应用 仿形焊接原理在凉篷三通接头焊接中的应用
格式:pdf
大小:724KB
页数:3P
4.4
在接插式钢管凉篷的结构中,通常是用三通零件(见图1)把其他直管连接成整体,组成凉篷框架(见图2),框架外面再配以用不同的面料做成的篷布,就可以组合成各种不同用途的帐篷了。
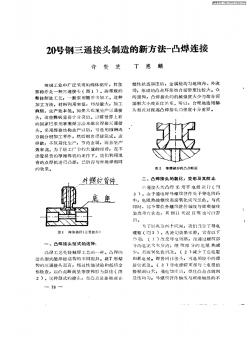
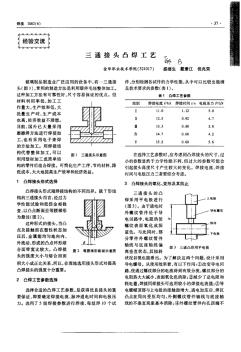
20号钢三通接头制造的新方法—凸焊连接
格式:pdf
大小:1.3MB
页数:5P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
高温压力管道三通接头的应力应变分析及仿真 高温压力管道三通接头的应力应变分析及仿真
格式:pdf
大小:755KB
页数:5P
4.7
高温压力管道的爆管事故通常需要实时监控高温管道的薄弱部位的应力应变状况.选取高温管道的典型薄弱部位"三通接头"作为分析对象,在理论分析建模的基础上,运用有限元ayasys分析软件,对三通接头高温管道稳态运行时的热应力应变状况进行了分析计算,确定出其高温工作时的应力分布状况以及最大应力部位.并相应地给出了二维应变花结构的高温应变片安装方案.
三通接头用微调定位夹具 三通接头用微调定位夹具
格式:pdf
大小:361KB
页数:未知
4.8
t形三通接头的毛坯采用模锻,如图1所示。在一批毛坯中,由于锻造温度、空冷温度的不同,以及在锻造过程中镪模型面不断磨损,所以长度l发主变化。在加工锻制t形三通接头的垂直接头时,用v形块定位工件的a面及l的两端面,用自动定心夹紧机构定位并夹紧b、c面,来确定模锻件在机床上加工位置。
车削T形三通接头的简易夹套 车削T形三通接头的简易夹套
格式:pdf
大小:175KB
页数:未知
4.7
我厂生产的“铁马”重型载重汽车上,有多个大小不一的t形三通管接头,如图1所示。在车床上车削该工件垂直端时,如果不用专用夹具,一般均要采用四爪单动卡盘夹持工件,校正调整费时费力,影响工效。为此,我们设计了一种直接用三爪自定心卡盘夹持车削这类工件的简易夹套,如图2所示。
三通接头体磨削夹具的设计 三通接头体磨削夹具的设计
格式:pdf
大小:115KB
页数:2P
4.5
设计了一种安装在平面磨床上的磨削夹具,可用于磨削三通接头体的连接端面。通过实际应用,确认这一夹具结构紧凑,安装方便,定位准确,既保证了零件的加工精度,又提高了操作的方便程度。
车削T形三通接头的简易夹套 车削T形三通接头的简易夹套
格式:pdf
大小:142KB
页数:未知
4.3
我厂生产的“铁马”重型载重汽车上,有多个大小不一的t字形三通管接头,如图1所示。在车床上车削该工件垂直端时,一般均要采用四爪卡盘夹持工件来进行车削加工。其次,四爪卡盘夹持工件时要进行工件对中的校正调整,显得麻烦费事,影响工效。根据我们加工这类零件的经验,现介绍一种直接用三爪卡盘夹持车削这类零件的简易夹套。
三通接头相关
文辑推荐
知识推荐
百科推荐


职位:资深消防设计师
擅长专业:土建 安装 装饰 市政 园林


