

柔性化的MES系统接口中间层设计
格式:pdf
大小:270KB
页数:2P
人气 :91
 4.4
4.4
信息技术 132 柔性化的MES系统接口中间层设计 【摘要】基于面向服务架构(SOA),支持OPC、FTP、Web Service 等主流 接口标准,自主开发设计介于发动机制造执行系统 (PTMES)和车间工业自 动化设备(PLC/工控机)之间的柔性化接口中间层,上位IT系统与下位自动 化设备实现轻量化、可配置、松耦合的数据实时交互,可适应大型整车企业 多基地、多产线扩张时,发动机制造执行系统的快速集成部署 。 【关键词】制造执行系统;接口中间层;SOA;OPC 引言 NSE是上汽集团自主研发, 拥有自主知识产权的新一代小排量、 高 性能系列发动机。 NSE生产线大量应用了自动加工设备。 企业自主开发 的发动机制造执行系统实现了计划管理、 加工控制、生产监控、质量保 证、物料拉动等主要功能。 随着上汽集团自主开发的 NLE、 SGE等型号 的发动机将陆续投产 ,面对不同设备厂商提供的各型



房屋建筑中间层隔震研究
房屋建筑中间层隔震研究——房屋建筑隔震的新体系一中间层隔震不同于基底隔震。本文通过sap2000程序对某工程二层框架平台上多塔楼与平台间隔震与不隔震的对比分析,探讨了中间层隔震的隔震效果。
适用于中间层隔震建筑的电梯开发
谴钐面《t鬻程.属,遣箍 适用于中间层隔震建筑的电梯开发 1前言 13本实用化研究中心自1980年左右开始研究 大楼的隔震结构。经过阪神。淡路的大地震。城市建 筑的防灾强化结构引起人们的注意,至1997年3月 隔震结构通过评定的已达400件之多,这种隔震建 筑是在水平方向用柔性的层积橡胶支承,地震时建 筑物的振动加速度较小。而作为防灾强化的一环, 隔震建筑要求选择抗震性高的设备。 然而,在隔震层的上下有电梯相连时。由于隔震 层的上下产生层间位移,井道被上下切断因而对 于通常的电梯,轿厢和对重的导轨会发生破断问题。 故必须改进。 这次开发的适用于中间层隔震建筑的电梯,设 置于大成建设公司汤河原研修中心。它将隔震的水 平位移分散到3个楼层,使导轨的弯曲变缓,轨道产 生的应力分散,从而使轿厢能顺利地通过。 2隔震建筑与电梯 隔震建筑的结
编辑推荐下载

多层板中间层的相关设置
格式:pdf
大小:622KB
页数:5P
4.3
中间层的创建与设置规则规则 protel系统中提供了专门的层设置和管理工具—layerstackmanager(层堆栈管理器)。可 以帮助设计者添加、修改和删除工作层,并对层的属性进行定义和修改。【design】/【layer stackmanager⋯】命令,打开层堆栈管理器属性设置对话框。 上图所示的是一个4层pcb板的层堆栈管理器界面。除了顶层(toplayer)和底层 (bottomlayer)外,还有两个内部电源层(power)和接地层(gnd)。双击层的名称或者 单击properties按钮可以弹出层属性设置对话框, (1)name:用于指定该层的名称。 (2)copperthickness:指定该层的铜膜厚度,默认值为1.4mil。铜膜越厚则相同宽度的导 线所能承受的载流量越大。 (3)netname:在下拉列表中指定

外脚手架中间层搭设验收汇总表
格式:pdf
大小:22KB
页数:1P
4.5
外脚手架中间层搭设验收汇总表no1 验收日期架体部位 搭设高度 (m) 验收意见及评定等级(合格、不合格) 验收负责人 签字 登记人 指在此处验 收时的架体 搭设高度 指在此处验收 时的步架数 项目经理:技术负责人:安全员: 注:外脚手架每升高一步都必须按对应的脚手架验收表进行验收,并将验收结果在此表中进行汇总登记。
柔性化MES系统接口中间层设计热门文档
 纳米镀镍层作中间层的钛合金与不锈钢扩散焊接
纳米镀镍层作中间层的钛合金与不锈钢扩散焊接 纳米镀镍层作中间层的钛合金与不锈钢扩散焊接
格式:pdf
大小:896KB
页数:5P
4.7
采用电镀纳米镍中间层,对钛合金ta17与不锈钢ocr18ni9ti进行扩散焊焊接试验研究。利用能谱对焊接接头的元素分布进行分析,结果表明:采用电镀纳米镍层作中间层能有效防止钛合金中的ti、v、al等元素与不锈钢中fe、ni、c等元素的相互扩散和迁移,很好地抑制了金属间化合物tife、tife2及脆性相tic的形成。通过计算接头处扩散层的激活能可知纳米镍的扩散性能比镍箔的好。

外脚手架中间层搭设验收汇总表
格式:pdf
大小:27KB
页数:3P
4.4
外脚手架中间层搭设验收汇总表no1 验收日期架体部位 搭设高度 (m) 验收意见及评定等级(合格、不合格) 验收负责人 签字 登记人 指在此处验 收时的架体 搭设高度 指在此处验收 时的步架数 项目经理:技术负责人:安全员: 注:外脚手架每升高一步都必须按对应的脚手架验收表进行验收,并将验收结果在此表中进行汇总登记。 封面 档号 编制单位 编制部门 密级 保管期限 共1卷第1卷
镍作中间层脉冲加压扩散连接钛合金与不锈钢 镍作中间层脉冲加压扩散连接钛合金与不锈钢
格式:pdf
大小:538KB
页数:4P
4.5
采用纳米ni粉、纳米ni镀层、ni箔作中间过渡层,对ta17近α型钛合金与0cr18ni9ti不锈钢进行了脉冲加压扩散连接,接头抗拉强度分别达到了175,212,334mpa。在金相显微镜下,对拉伸断口形貌进行了观察和分析;利用扫描电镜(sem)、能谱仪(eds)、x射线衍射分析(xrd)测定了连接接头各区域内的微区成分和物相。结果表明,纳米ni粉致密度不够高,纳米ni镀层质量不够高,在很大程度上限制了接头强度的提高;ni箔中间层的存在成功地阻止了fe与ti之间的互扩散,避免了形成脆而硬的fe-ti系金属间化合物。

柔性化MES系统接口中间层设计精华文档
碳钢黄铜中间层不锈钢液固相扩散结合区组织 碳钢黄铜中间层不锈钢液固相扩散结合区组织
格式:pdf
大小:676KB
页数:5P
4.7
用扫描电镜组织观察、能谱微区成分分析、x射线衍射等方法,研究了20钢—液相h62黄铜—304不锈钢液固相扩散结合区的组织.结果表明,通过碳钢、不锈钢与黄铜液相中间层的液固相扩散,低碳钢与不锈钢可以获得良好的冶金结合;在黄铜/不锈钢界面,液相黄铜中cu,zn原子沿固相晶界的扩散比较显著,形成网状黄铜包围奥氏体晶粒的组织;在碳钢/黄铜界面,固相向液相中的溶解比较明显,形成岛状富铁相分布于黄铜基体的组织;富铁相中含有较多的cr和ni元素,冷至室温仍为奥氏体.
 添加Ni+Nb中间层的钛合金与不锈钢扩散焊工艺研究
添加Ni+Nb中间层的钛合金与不锈钢扩散焊工艺研究 添加Ni+Nb中间层的钛合金与不锈钢扩散焊工艺研究
格式:pdf
大小:1.3MB
页数:6P
4.7
分别采用常规工艺和阶梯状工艺的方法,对添加ni+nb复合中间层的tc4钛合金与1cr18ni9ti不锈钢真空扩散焊进行了研究。利用光学显微镜(om)、扫描电镜(sem)以及能谱分析(eds)对接头的组织结构、元素分布进行了分析,测试了接头的力学性能并分析了断口形貌和元素分布。结果表明,通过添加ni+nb中间层成功阻止了fe-ti金属间化合物生成,接头界面过渡区组织自不锈钢侧依次为fe-cr-ni固溶体、ni-nb反应层、剩余nb及nb-ti固溶体。阶梯状工艺下接头的结合质量明显优于常规工艺下的接头,在阶梯状工艺上限温度900℃条件下接头抗拉强度达到了396mpa,断口分析表明,接头断裂于ni-nb形成的反应层,该反应层是由ni3nb和少量ni6nb7金属间化合物组成的混合层,为接头过渡区关键环节。
纯钛表面电火花沉积中间层对钛瓷结合强度的影响 纯钛表面电火花沉积中间层对钛瓷结合强度的影响
格式:pdf
大小:562KB
页数:4P
4.7
目的:探讨在铸造纯钛表面电火花沉积技术制备中间层对钛瓷结合强度的影响。方法:将40个纯钛试件平均分为4组,分别用硅、锆及钴铬合金电极通过电火花沉积技术在其表面制备中间层,对照组不作沉积处理,喷砂后测各组试件的表面粗糙度。参照is09693(1999)amd.12005(e)标准在试件中份烧结ti-22瓷粉,测钛瓷间的三点弯曲结合强度。对钛瓷结合界面进行扫描电镜观察及x射线能谱分析。用x射线衍射分析仪分析硅电极组中间层的结构。结果:喷砂后各组试件表面粗糙度差异无显著性,硅电极组钛瓷间的三点弯曲结合强度最高,为(33.38±3.67)mpa,较其他3组结合强度差异有显著性(p<0.05),其他3组间钛瓷结合强度差异无显著性。扫描电镜观察显示各组试件钛瓷结合界面均未见明显氧化层,硅电极组可见中间层与钛基材间有约15~20μm的过渡层。x射线衍射分析结果提示硅电极组中间层中有tin、ti5si3及tisi2生成。结论:通过电火花沉积技术用硅电极在铸造纯钛表面制备中间层可提高其钛瓷结合强度。

MES系统框架及功能简介
格式:pdf
大小:1008KB
页数:16P
4.3
《智能制造之mes系统》 系统框架及主要业务流程 共享知识分享快乐 页眉内容 一.概述 生产系统作为装备制造企业的重要环节,直接影响着产品的交货期、质量、成本。加强 生产系统的管理与控制是企业提高竞争力的有效途径。生产系统的管理与控制涉及到生产过 程的计划和执行,过程一旦发生变化,要求系统能够做到及时协调与实时控制从而使生产过 程稳定运行。 该系统主要目的是解决下达生产计划后的执行力,生产过程的控制,包括生产作业计划 的产生、以车间为核心的生产作业控制、在制品控制、生产进度监控及预警、生产执行过程 的动态监控并根据监控信息进行实时调整、生产过程成本转移、生产过程质量信息统计与分 析、生产进度及成本的多角度监控与统计分析。解决材料使用的控制,从而最大限度的控制成 本。 二.项目目标 本项目以复杂装备制造产品为典型生产模式,实现生产执行过程的计划与实时控制。项 目内容包括:技术数据
柔性化MES系统接口中间层设计最新文档
微缔MES机械加工装备制造MES系统
格式:pdf
大小:438KB
页数:4P
4.6
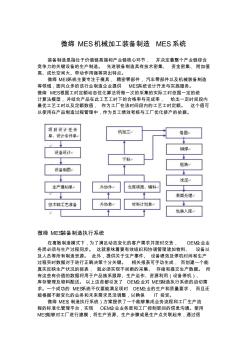
微缔mes机械加工装备制造mes系统 装备制造是指处于价值链高端和产业链核心环节,并决定着整个产业链综合 竞争力的关键设备的生产制造。先进装备制造具有技术密集、资金密集、附加值 高、成长空间大、带动作用强等突出特点。 微缔mes系统主要专注于模具,精密零部件,汽车零部件以及机械装备制造 等领域,面向众多的该行业制造企业提供mes系统设计开发与实施服务。 微缔mes根据工时定额动态优化算法将每一次的采集的实际工时依据一定的统 计算法模型,并结合产品在此工艺工时下的合格率与完成率,给出一定时间段内 最优工艺工时以及定额数值,作为工厂在该时间段内的工艺工时定额。这个值可 以使用在产品制造过程管理中,作为员工绩效考核与工厂优化排产的依据。 微缔mes装备制造执行系统 在离散制造模式下,为了满足动态变化的客户需求并按时交货,oem企业业 务层必须与生产过程同步。这就意味
不同中间层TLP连接TP304H和12Cr1MoV钢管接头的组织和性能 不同中间层TLP连接TP304H和12Cr1MoV钢管接头的组织和性能
格式:pdf
大小:1.0MB
页数:4P
4.5
选用不同的fenicrsib非晶箔合金作中间层,氩气保护,对12cr1mov和tp304h钢管进行了瞬时液相扩散(tlp)连接,分析了不同中间层接头的显微组织、力学性能。结果表明:工艺参数为1230℃和1240℃,保温3min,压力4mpa时,用fenicrsib(b)和fenicrsib(a)中间层连接的接头,其室温下的抗拉强度等于或超过基体,而fenicrsib(c)中间层连接的接头性能最差。
中间层对10Cr9Mo1VNb钢管TLP连接接头组织和性能的影响 中间层对10Cr9Mo1VNb钢管TLP连接接头组织和性能的影响
格式:pdf
大小:434KB
页数:3P
4.4
分别用自制i01,i02和i03ni基合金作中间层对10cr9mo1vnb钢管进行tlp连接,分析了不同中间层对10cr9mo1vnb钢管tlp连接接头的力学性能和显微组织的影响。研究表明,在合理的工艺参数下,用i03作中间层tlp连接10cr9mo1vnb钢管,接头组织与母材的接近,抗拉强度和抗弯强度超过母材;在中间层的选用过程中,除化学成分要接近母材外,降熔元素的含量也是关键因素之一。
八钢中厚板MES系统设计与实践 八钢中厚板MES系统设计与实践
格式:pdf
大小:340KB
页数:3P
4.5
以八钢中厚板mes系统为研究对象,阐述了八钢中厚板mes系统的功能,对系统的软件结构及作业流程进行了详细论述。阐明了八钢中厚板mes系统的设计实施,解析了中厚板mes系统对制造执行所起作用。
柔性化的MES系统接口中间层设计 柔性化的MES系统接口中间层设计
格式:pdf
大小:218KB
页数:未知
4.3
基于面向服务架构(soa),支持opc、ftp、webservice等主流接口标准,自主开发设计介于发动机制造执行系统(ptmes)和车间工业自动化设备(plc/工控机)之间的柔性化接口中间层,上位it系统与下位自动化设备实现轻量化、可配置、松耦合的数据实时交互,可适应大型整车企业多基地、多产线扩张时,发动机制造执行系统的快速集成部署。
异种材料焊接接头热应力缓冲中间层的研究现状 异种材料焊接接头热应力缓冲中间层的研究现状
格式:pdf
大小:495KB
页数:未知
4.4
异种材料焊接接头固有的热应力会损害接头的连接强度、高温性能及抗热震性能,选择或设计合适的中间层是降低异种材料焊接接头热应力的有效手段。概括介绍了异种材料接头热应力缓冲中间层的基本类型及其降应力原理;重点综述了国内外对于复层中间层、吸能夹层中间层、复合材料中间层及功能梯度中间层等四种热应力缓冲中间层的研究现状,并对各中间层的优缺点进行了评述。综合考虑异种材料焊接工艺的难易程度、经济性、连接质量及适应性,认为复合材料中间层和含吸能夹层的复层中间层最具发展前景。
高粘高弹橡胶应力吸收中间层及其在旧路改造中的性能研究 高粘高弹橡胶应力吸收中间层及其在旧路改造中的性能研究
格式:pdf
大小:89KB
页数:未知
4.6
结合318国道武汉市永安段改造工程实际,利用自行研制的高粘高弹沥青和玄武岩集料制得的高粘高弹应力吸收防水材料与其他4种常见加铺层材料通过组合结构的粘结、车辙及疲劳性能进行对比分析,提出了符合工程实际性能优良的旧水泥路面加铺结构形式。
采用铜和铌复合中间层的钛合金与不锈钢的真空热轧焊接 采用铜和铌复合中间层的钛合金与不锈钢的真空热轧焊接
格式:pdf
大小:1.2MB
页数:5P
4.4
采用铜(纯铜及含稀土元素钇的铜)+铌的复合中间层进行了钛合金与不锈钢板的真空热轧焊接试验,测试了接头拉伸强度,并利用金相显微镜、扫描电镜、xrd、能谱对连接界面的微观结构、断口形貌及中间层材料铜的组织进行了分析,结果表明,连接界面结合良好,无未焊合或开裂处;焊后未生成金属间化合物,在铌-钛合金界面处存在一厚度约为2.5μm的过渡层,而铜-不锈钢、铌-铜界面的过渡层厚度约为1.9μm;焊后铜晶界处产生了空洞,断口形貌显示出现了沿晶开裂的现象;稀土元素r的加入可以细化铜的晶粒,在相同的焊接工艺参数时含有稀土元素y的铜层中未形成空洞,随着钇在铜中的质量百分含量由0.01%增加到0.02%,细化晶粒的效果更加显著,与采用纯铜作为中间层材料时的抗拉强度(326.9mpa)相比分别提高了51.3mpa(铜中含钇0.01%,质量分数)和61.7mpa(铜中含钇0.02%质量分数)。
钛作为中间层的Zr-4合金与316-L不锈钢扩散焊接技术 钛作为中间层的Zr-4合金与316-L不锈钢扩散焊接技术
格式:pdf
大小:625KB
页数:未知
4.6
在连接处加入钛作为中间层进行zr-4合金与316-l不锈钢的扩散焊接以减小界面反应。焊接后在真空条件下进行热处理,热处理工艺为加热至1000℃保温4h,然后升温至1050℃保温1h。使用扫描电镜(sem)观察扩散区微观结构,使用能谱分析仪分析扩散区的相态。可观察到接触面的钛中间层在处于zr-4合金一侧的扩散区域(dz)中产生了一种树状结构。焊接温度的上升会导致树状结构的集中。
柔性化MES系统接口中间层设计相关
文辑推荐
知识推荐
百科推荐


职位:燃气工程总监工程师
擅长专业:土建 安装 装饰 市政 园林


