

对于热熔连接和电熔连接你了解多少
格式:pdf
大小:42KB
页数:7P
人气 :71
 4.7
4.7
对于热熔连接和电熔连接你了解多少 How much do you know about hot melt connection and fused connection 电熔衔接(适用管径 dn630mm):将 PE管材完整插入电熔管件内; 将专用电熔机两导线分别接通电熔管件正负两级; 接通电源加热电热 丝使内部接触处 FE熔融;冷却终了;施工终了后需经试压验收合格 后,方可封管投入运用。法兰衔接,钢塑衔接,鞍型对接装置,这对 处理主管道分流特别有效。 Fused cohesion (suitable diameter dn630mm) : insert the PE pipe full fused fittings; Will special fused machine respectively connected the two wires fused fittings of



热熔连接、电熔连接操作规程
热熔对接连接操作规程 1、目的 为规范热熔连接操作程序,提高pe管道连接的可靠性,保证焊接质量,特制 定本规程。 2、焊接准备 焊接准备是焊接前必须进行的步骤,操作人员必须予以充分的重视。 2.1设备应置于平整、干燥、并有足够操作空间的场地,否则,应采取相应的 措施。 2.2检查整个机具各个部位的紧固件有无脱落或松动,并予以必要处理。 2.3检查整机电器线路有无损坏,并予以必要处理。 2.4检查液压箱内液压油是否充足。 2.5确认电源与机具输入要求相匹配。 2.6将与管材规格一致的卡瓦装入机架。 2.7准备足够的支撑物,以保证待焊接管材可与机架中心线处于同一高度,并 能方便移动。 2.8将焊机各部件按照要求插装连接好并检查无误。 2.9设定加热板温度至220±10℃。 2.10接通焊机电源,打开加热板、铣刀和油泵开关并试运行,检查各自工作是
PE管材的热熔连接与电熔连接技术
山东亚马逊塑业有限公司 pe管材的热熔连接与电熔连接技术 聚乙烯管道系统的热熔连接方式有热熔对接(包括鞍形连接) 和热熔承插连接。 热熔连接 热熔承插连接适合于直径比较小的pe管材管件(一般直径在 dn63毫米以下),因为直径小的管材管件管壁较薄,截面较小,采 用对接不易保证质量。热熔对接适合于直径比较大的pe管材管件, 比承插连接用料省,易制造,并且因为在熔接前切去氧化表面层, 熔接压力可以控制,质量较易保证。从发展动向看,采用热熔对接 是主流。 试验证明采用不同牌号的聚乙烯管材专用料(符合标{hottag} 准的,熔体流动速率mfr相差不大的)制造的管材管件之间是可以 热熔连接的。但因为国内生产的pe管材管件常常采用的材料并不是 完全符合标准的管材专用料,所以在需要用不同管材品牌和批号的 pe管材管件热熔连接时,建议要先经过试验和检测。 pe管道系统的热熔连接的工艺和设备(工
编辑推荐下载
热熔连接和电熔连接的比较(20201029175805)
格式:pdf
大小:14KB
页数:2P
4.6
热熔连接和电熔连接的比较 名称要求 热熔对接 ①专用的热熔对接工具。 ②一般适用于dn>90mm管。 ③适用与同种牌号、材质的管材与管材,管材与管件连接, 性能相似,不同牌号,材质的管材与管材,管材与管件连 接,需试验验证。 ④易受环境,人为因素影响。 ⑤不得使用明火。 ⑥在寒冷气候(-5℃以下)和大风环境下进行连接操作时, 应采取保护措施,或调整连接工艺。 电热熔连接 ①专用的电熔连接工具。 ②适用于所有规格尺寸管。 ③适用于同种牌号,材质的管材与管材,管材与管件连接, 适用于不同牌号,材质的管材与管材,管材与管件连接(如: 中、高密度,不同熔流指数)。 ④不易受环境,人为因素影响。 ⑤不得使用明火。 ⑥在寒冷气候(-5℃以下)和大风环境下进行连接操作时, 应采取保护措施,或调整连接工艺。 ⑦设备投资低,维修费用低。 ⑧连接操作简单易掌握。 全面
聚乙烯管热熔连接与电熔连接施工方案
格式:pdf
大小:1.3MB
页数:7P
4.5
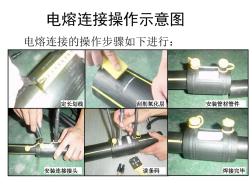
聚乙烯管热熔连接与电熔连接施工方案 聚乙烯管热熔连接与电熔连接施工方案 本工程聚乙烯燃气管管径d?110采用电熔连接;d,110采用电熔连接或热熔连 接。 施工工艺流程 热熔连接 断管清理插接 冷却调直热熔连接 电熔连接 安全生产、应急救援 项目总工领导小组 安个机安临安安文项目副经理全水全人械全全明防临防劳设培巡施护电护保 备热熔施工方法及步骤训视工设设用用维热熔器连接步骤:教检管施施品品护搭 搭育查理序号安装步骤安装说明施工技术部安全环境管理部材料设备管理部发 发保建建放放养1切管用专用切割器切割管件; 2清洁用抹布擦拭管子与管件连接面,保证清洁,无油渍;3标记用尺子和 记号笔在管端测量并标出热熔深度; 安4更换热熔头给热熔器换上相应规格热熔头;全 5预热接通电源,待工作指示灯亮后,方可开始工作;技 术 交加热时,无旋
热熔连接和电熔连接热门文档
热熔连接
格式:pdf
大小:57KB
页数:11P
4.5
热熔连接 热熔连接技术适用于聚烯烃类热塑性塑料管道系统的连接。热熔连接是一个物理过程: 加热到一定时间后,将材料原来紧密排列的分子链融化,然后在稳定的压力作用下将两个部 件连接并固定,在熔合区建立接缝压力。由于接缝压力的作用,熔化的分链随材料冷却,温 度下降并重新连接,使两个部件闭合成一个整体。因此,温度、加热时间和接缝压力是热熔 连接的三个重要因素。 兴荣pp-r管道推荐采用热熔承插方式连接。 对于管道外径小于63mm的管材,采用手持式熔接器进行连接;对于外径大于63mm 的管材,则采用大功率熔接器进行连接。 热熔连接时间及熔接深度 pp-r管材热熔承插连接的深度及加热、冷却时间规定如下: 热熔连接工艺参数管材外径熔接深度加热时间连接时间冷却时间 毫米毫米秒秒分 2014.0542 251
HDPE管电熔连接
格式:pdf
大小:330KB
页数:8P
4.3
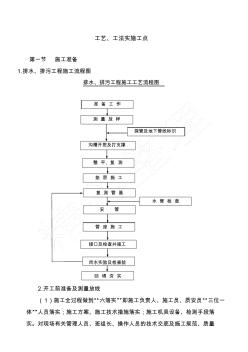
工艺、工法实施工点 第一节施工准备 1.排水、排污工程施工流程图 排水、排污工程施工工艺流程图 2.开工前准备及测量放线 (1)施工全过程做到“六落实”即施工负责人、施工员、质安员“三位一 体”人员落实;施工方案、施工技术措施落实;施工机具设备、检测手段落 实。对现场有关管理人员、班组长、操作人员的技术交底及施工规范、质量 准备工作 测量放样 探管及地下管线标识 沟槽开挖及打支撑 整平、复测 垫层施工 复测管基 水管检查 安管 管座施工 接口及检查井施工 闭水实验及检查验 回填夯实 验收标准交底落实,各级人员的岗位职责落实,安全质量奖惩制度落实。 (2)在开工之前,我们将查明施工区域内原有地下管线的埋设情况, 并以书面报告的形式提出具体的解决办法,报请监理工程师批准后方可开 工。 (3)施测前测量人员先校核施工图纸,按图纸确定排水工程的位置
PE管电熔连接原则
格式:pdf
大小:13KB
页数:1P
4.5
pe管电熔连接原则 pe管是以聚乙烯为主要原料,加入抗氧化剂、炭黑及着色料等制造 而成.其特点是密度小、比强度高,耐低温性能和韧性好,脆化温度可达 -80℃. pe管塑料可以采用多种方法加工成型,制成薄膜、薄板、管材、异 型材等各种产品;并且便于切割、粘结和“焊接”加工.塑料易于着色, 可制成各种鲜艳的颜色;也可以进行印刷、电镀、印花和压花等加工, 使得塑料具有丰富的装饰效果. 大多数塑料对酸、碱、盐等的耐腐蚀性比金属材料和部分无机材料 强,特别适合做化工厂的门窗、地面、墙壁等;热塑性塑料可被某些有 机溶剂所溶解,热固性塑料则不能被溶解,仅可能出现一定的溶胀.塑 料对环境水也有很好的抵抗腐蚀能力,吸水率较低,可广泛用于防水和 防潮工程. 由于其具有优良的低温性能和韧性,能抵抗车辆和机械振动、冻融作用 及操作

pe管热熔连接要点
格式:pdf
大小:9KB
页数:1P
4.4
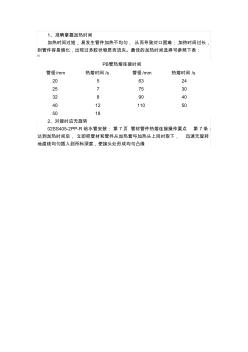
1、准确掌握加热时间 加热时间过短,易发生管件加热不均匀,从而导致对口困难;加热时间过长, 则管件容易熔化,出现过多胶状物质而流失。最佳的加热时间选择可参照下表: [1] pb管热熔连接时间 管径/mm热熔时间/s管径/mm热熔时间/s 2056324 2577530 3289040 401211050 5018 2、对接时应无旋转 02ss405-2pp-r给水管安装:第7页管材管件热熔连接操作要点第7条: 达到加热时间后,立即把管材和管件从加热套与加热头上同时取下,迅速无旋转 地直线均匀插入到所标深度,使接头处形成均匀凸缘
热熔连接和电熔连接精华文档
PPR热熔连接标准
格式:pdf
大小:10KB
页数:6P
4.7
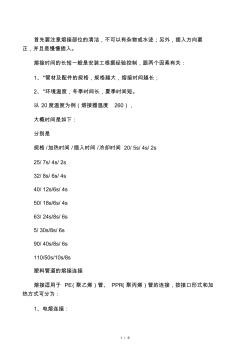
1/6 首先要注意熔接部位的清洁,不可以有杂物或水迹;另外,插入方向要 正,并且是慢慢插入。 熔接时间的长短一般是安装工根据经验控制,跟两个因素有关: 1、"管材及配件的规格,规格越大,熔接时间越长; 2、"环境温度,冬季时间长,夏季时间短。 以20度温度为例(熔接器温度260), 大概时间是如下: 分别是 规格/加热时间/插入时间/冷却时间20/5s/4s/2s 25/7s/4s/2s 32/8s/6s/4s 40/12s/6s/4s 50/18s/6s/4s 63/24s/8s/6s 5/30s/8s/6s 90/40s/8s/6s 110/50s/10s/8s 塑料管道的熔接连接 熔接适用于pe(聚乙烯)管、ppr(聚丙烯)管的连接,按接口形式和加 热方式可分为: 1、电熔连接: 2/6 电熔承插连接、电
PE-RT系列大孔径管材承插热熔连接与电熔连接的安装成本对比
格式:pdf
大小:1.9MB
页数:4P
4.7
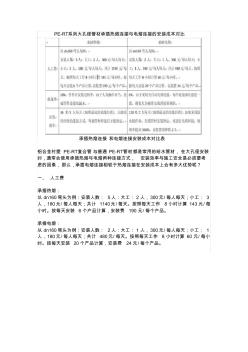
pe-rt系列大孔径管材承插热熔连接与电熔连接的安装成本对比 承插热熔连接和电熔连接安装成本对比表 铝合金衬塑pe-rt复合管与普通pe-rt管材都是常用的给水管材,在大孔径安装 时,通常会使用承插热熔与电熔两种连接方式,安装效率与施工安全是必须要考 虑的因素,那么,承插电熔连接相较于热熔连接在安装成本上会有多大优势呢? 一、人工费 承插热熔: 以dn160弯头为例:安装人数:5人:大工:2人,300元/每人每天;小工:3 人,180元/每人每天;共计1140元/每天。按照每天工作8小时计算143元/每 小时。按每天安装6个产品计算,安装费190元/每个产品。 承插电熔: 以dn160弯头为例:安装人数:2人:大工:1人,300元/每人每天;小工:1 人,180元/每人每天;共计480元/每天。按照每天工作8小时计算60元/每小 时。按每天安装
PE燃气管电熔连接规定
格式:pdf
大小:20KB
页数:2P
4.4
山东亚马逊塑业有限公司 pe燃气管电熔连接规定 燃气管顾名思义就是用来运输燃气的一种管道,这种管道在很多 行业中均有应用,而且性价比高,性能优越.其中pe燃气管是燃气管 中比较受宠的一种管道,应用范围非常的广泛,燃气管在国内占据着 巨大的市场,那么这种燃气管到底具有哪些显著的特点呢?为什么会 受到大家的喜欢呢? 1、pe燃气管具有良好的卫生性能,也就是说这种pe燃气管具有 极强的稳定性,而且材质没有独行,不会结垢,也不易滋生细菌. 2、pe燃气管的抗腐蚀性较强,除了少数的强氧化剂之外,还具有 耐多种化学侵蚀的性能. 3、pe燃气管具有很长的使用寿命,所以应用范围广,而且成本也 较低,深得消费者的喜爱和支持. 4、pe燃气管的耐冲击性也较强,耐冲击强度较高,而且重物能够 直接压过管道. 5、pe燃
PE给水管之电熔连接技术
格式:pdf
大小:304KB
页数:2P
4.8
pe给水管之电熔连接技术 聚乙烯(pe)给水管施工作为一项新型的施工技术,其连接方法在实际施工中不断总结和提高,已取得了良好的效果。电熔连接是将电熔 管件套在管材、管件上,通过电熔焊机将预进士在电熔管件内表面的电阻丝通电加热,便产生的热能加热、熔化电熔管件的内表面和与之 承插的管材外表面,使之融为一体,达到连接的目的。电熔连接可用于与不同类型和不同熔体流动速率的聚乙烯管材或插口管件连接。电 熔连接分为电熔承插连接和电熔鞍型连接。 1、准备工作: 对接管段均应材质一致,同时应尽量采用同一厂配套材料;对接管段外径、壁厚应一致,误差在许可范围内;待焊管材和管件的内外表面 应光滑平整,无异状;对接管段均应具有与焊机匹配的良好的加工与焊接性能。在寒冷气候、大风环境下焊接时,应采取保护措施;需焊 接的表面,临焊接前必须刮除氧化皮、洁净;电熔管件不用时不拆包装,严格按焊机说明书和管件条码规定的时间值

HDPE管电熔连接施工方案
格式:pdf
大小:1.6MB
页数:8P
4.4
共享知识分享快乐 页眉内容 共享知识分享快乐 页眉内容 共享知识分享快乐 页眉内容 共享知识分享快乐 页眉内容 共享知识分享快乐 页眉内容 共享知识分享快乐 页眉内容 共享知识分享快乐 页眉内容 共享知识分享快乐 页眉内容
热熔连接和电熔连接最新文档

电熔连接操作规范
格式:pdf
大小:626KB
页数:3P
4.7
共享知识分享快乐 aaaaaaaa 电熔连接操作规范 一、电熔焊机 (1)、电熔焊机 1.中财电熔焊机2.北方电气电熔焊机 图1部分电熔焊机外观图 (2)、辅助机具 在聚乙烯管道系统的施工过程中,一般还用到平板刮刀、旋转刮刀、旋转切刀、记号笔、平板尺、辊 轮支架、鞍形三通钥匙、固定夹具、夹扁工具等配套工具,这些配套工具的使用保证了pe管道的施工质 量。 1、平板刮刀2、旋转切刀3、辊轮支架 图2施工辅助机具 (1)、平板刮刀(如图2):一般用于刮除管材(管件)外表面的氧化层。 (2)、旋转切刀(如图2):用于快速切断管材。 (3)、辊轮支架(如图2):用于支撑移动管材,减少拖动阻力,减少管材表面的划伤。 二、操作过程 1.基本要求 电熔管件应保护好包装,直到使用时方可拿出。在开始焊接前,管

电熔连接操作规范精编版
格式:pdf
大小:672KB
页数:3P
4.6
⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯最新资料推荐⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 电熔连接操作规范 一、电熔焊机 (1)、电熔焊机 1.中财电熔焊机2.北方电气电熔焊机 图1部分电熔焊机外观图 (2)、辅助机具 在聚乙烯管道系统的施工过程中,一般还用到平板刮刀、旋转刮刀、旋转切刀、记号笔、平板尺、辊 轮支架、鞍形三通钥匙、固定夹具、夹扁工具等配套工具,这些配套工具的使用保证了pe管道的施工质 量。 1、平板刮刀2、旋转切刀3、辊轮支架 图2施工辅助机具 (1)、平板刮刀(如图2):一般用于刮除管材(管件)外表面的氧化层。 (2)、旋转切刀(如图2):用于快速切断管材。 (3)、辊轮支架(如图2):用于支撑移动管材,减少拖动阻力,减少管材表面的划伤。 二、操作过程 1.基本

管材热熔连接操作步骤
格式:pdf
大小:622KB
页数:3P
4.7
pe-rt热熔连接操作步骤 1、焊接温度设定:ⅰ型pe-rt设定240±5℃,ⅱ型pe-rt设定为 260℃±5℃的范围内。温度过高,容易造成过焊,管材通径变小,影 响使用;温度过低,容易造成虚焊,打压渗水。 2、剪管:用伟星公司提供的专用剪管刀切断pp-r管材,切面应平齐 垂直于管材轴线(整个根管材建议两端各剪去4-5cm)。 3、标记:热熔前必须用尺子在管材的熔合面画对应管径的插入深度 做标记(注:不得用油笔)该标记应在加热时和连接后仍可隐约可见。 4、热熔加热:将清洁过的管材和管件同时插入加热器的焊头上,不 要旋转,在要求的加热时间管材和管件插入到位(具体参考附录表)。 5、热熔承插:管材和管件从加热器上取下后,应在3秒之内完成承 插,不可移动和转动。 6、冷却把持:在把持时间内管件与管材不得发生转动,冷却时间未 完之前不得进行下一步的组装工作。 ⅰ型pe-
PE管采用热熔连接
格式:pdf
大小:9KB
页数:1P
4.8
可编辑word文档 pe管采用热熔连接,因该方法成本低、管道接口质量好、不需管件等优点。, 热熔连接的主要步骤有: ①、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。 ②、夹紧:根据所焊制的管材、管件选择合适的卡瓦夹具,夹紧管材,为切削做好准备。 ③、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。 ④、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对 接质量。 ⑤、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为 1-2mm为佳。 ⑥、切换:将加热板拿开,迅速让两热融端面相粘并加压,为保证熔融对接质量,切换周期越短越 好。 ⑦、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。 ⑧、冷却:保持对接压力不变,
PE管施工方-(热熔连接法) (2)
格式:pdf
大小:13KB
页数:8P
4.4
四、pe管施工方案 1、概述 pe给水管作为一种新型管材,具有耐腐蚀、无毒性、内壁光滑阻力 小、抗老化使用寿命长(50年)、重量轻(密度只有钢管的1/8)、安 装劳动强度低、施工费用少、抗震性能强、材质柔韧性好等特点。而 hdpe管高密度通常情况下,pe管要求埋地敷设,覆土深度大于0.7m ,若确需局部地面敷设时,须使用抗紫外线的黑色pe管并采取保护 措施。 2、材料的进场和检验 为保证工程质量,每批材料进场前都要求施工单位填报进场申报 表,监理根据规范(gb50242--2002)对进场材料的品种、规格、外观 等进行验收,包装应完好,表面无划痕及外力冲击破损,整根管的外观 应光滑,无色泽不均现象,检查管道的壁厚和圆度。查验生产厂商出具 的产品合格证、质量验收报告及政府主管部门颁发的使用许可证等质 量证明文件符合要求后予以签认。材料进场后,按
PE管施工方-(热熔连接法)
格式:pdf
大小:13KB
页数:8P
4.6
四、pe管施工方案 1、概述 pe给水管作为一种新型管材,具有耐腐蚀、无毒性、内壁光滑阻力 小、抗老化使用寿命长(50年)、重量轻(密度只有钢管的1/8)、安 装劳动强度低、施工费用少、抗震性能强、材质柔韧性好等特点。而 hdpe管高密度通常情况下,pe管要求埋地敷设,覆土深度大于0.7m ,若确需局部地面敷设时,须使用抗紫外线的黑色pe管并采取保护 措施。 2、材料的进场和检验 为保证工程质量,每批材料进场前都要求施工单位填报进场申报 表,监理根据规范(gb50242--2002)对进场材料的品种、规格、外观 等进行验收,包装应完好,表面无划痕及外力冲击破损,整根管的外观 应光滑,无色泽不均现象,检查管道的壁厚和圆度。查验生产厂商出具 的产品合格证、质量验收报告及政府主管部门颁发的使用许可证等质 量证明文件符合要求后予以签认。材料进场后,按
pe管施工方案-热熔连接法)
格式:pdf
大小:13KB
页数:8P
4.5
四、pe管施工方案 ?1、概述? pe给水管作为一种新型管材,具有耐腐蚀、无毒性、内壁光滑阻力小、抗老 化使用寿命长(50年)、重量轻(密度只有钢管的1/8)、安装劳动强度低、 施工费用少、抗震性能强、材质柔韧性好等特点。而hdpe管高密度?通常情 况下,pe管要求埋地敷设,覆土深度大于0.7m ,若确需局部地面敷设时,须使用抗紫外线的黑色pe管并采取保护措施。 ?2、材料的进场和检验? ????为保证工程质量,?每批材料进场前都要求施工单位填报进场申报表,? 监理根据规范(gb50242--2002)对进场材料的品种、规格、外观等进行验 收,?包装应完好,表面无划痕及外力冲击破损,?整根管的外观应光滑,无色 泽不均现象,?检查管道的壁厚和圆度。查验生产厂商出具的产品合格证、质 量验收报告及政府主管部门颁发的使用许可证等质量证明文件符合要求后 予以签
热熔连接和电熔连接相关
文辑推荐
知识推荐
百科推荐


职位:化工业务经理
擅长专业:土建 安装 装饰 市政 园林


