




一种热挤压复合双金属无缝钢管的制造方法
公开了一种热挤压复合双金属无缝钢管的制造方法。该方法包括以下步骤:1对外层金属管坯内表面和内层金属管坯外表面进行车削精加工,并在内外层金属管坯两端面结合面处加工倒角;2在室温下进行装配,间隙配合,间隙控制在2mm以内,并在内外层金属管坯两端结合处采用氩弧焊点焊,形成复合管坯;3对复合管坯两端面倒角处进行封焊,并精加工复合管坯内表面和\"喇叭口\
无缝钢管的热挤压技术
引言表1我国挤压机生产线现状 金属挤压是一种压力加工成形方法,是将金属毛坯置于 耐压容器中,施加外力使金属在三向压应力状态下产生塑性 变形。挤压加工时金属处于三向压应力状态,因此可以得到 比轧制、锻压更大的塑性变形。依据材料、挤压方法的不 [1] 同,挤压的延伸系数可达5~500,甚至更高。由于挤压制品 具有尺寸精度高、金属组织致密、力学性能稳定的特点,因 此,热挤压技术被广泛地应用于核电、火电、石化、航空、 航天、交通等领域。这些挤压机生产线的建成投产,标志着我国从一个钢管 1热挤压钢管行业的现状大国走向了钢管强国,使我国的高端无缝钢管产量得到了快 20世纪50年代,随着玻璃润滑剂的发明,黑色金属的挤速增长,无缝钢管产业得到了不断的优化。 压技术得到了快速发展。采用热挤压技术生产无缝钢管具有2钢管的热挤压工艺 产品质量稳定、更换品种灵活、工模具费用低
编辑推荐下载
 无缝钢管的热挤压技术探讨
无缝钢管的热挤压技术探讨 无缝钢管的热挤压技术探讨
格式:pdf
大小:386KB
页数:4P
 4.7
4.7
简述了无缝钢管和异型管材热挤压的一般工艺过程,包括热挤压生产无缝钢管时所需空心管坯的几种制造方法。介绍了16.3mn钢管挤压机生产线的设备构成,包括挤压机的主机、机械化辅机、机后出料系统、液压动力装置和电气控制系统。热挤压加工能将金属管坯一次加工成管、型材,可以很好地实现难变形钢种的钢管成型,是生产高合金、难变形钢种和各种异型无缝钢管的较理想的方法。
一种高Cr无缝钢管的制造方法 一种高Cr无缝钢管的制造方法
格式:pdf
大小:103KB
页数:2P
4.7
本发明提供一种高cr无缝钢管的制造方法,其含有质量分数为10.50%~14.00%的cr,并且将元素符号作为钢中各成分元素的以质量分数计的含量,在1100~1250℃的均热温度下,对cr+4si-(22c+0.5mn+1.5ni+30n)∧9.0%以下的圆钢坯进行加热,使得在炉时间(min)∧0.5×圆钢坯直径(mm),然后使穿孔机的穿孔效率为50%以上,使"{(圆钢坯直径-顶头最前端部处的辊间隔)/圆钢坯直径}×100"
热挤压复合双金属无缝钢管的制造方法热门文档
一种异型无缝钢管的制造方法 一种异型无缝钢管的制造方法
格式:pdf
大小:63KB
页数:1P
4.7
提供了一种异型无缝钢管的制造方法。该方法包括:对坯料进行钻孔,制得内径与供冷拔用荒管内径相匹配的管坯;对管坯进行热挤压,以得到具有预定外径的供冷拔用荒管;对荒管进行退火处理;将荒管冷拔成异型无缝钢管。本方法具有工艺过程简单、生产规格变化灵活、更换生产规格所用时间短等特点,并且使用本方法得到的异型无缝钢管产品质量较好。(申请号:cn201210332169.8公开号:cn102836895a申请日:2012.09.10公开日:2012.12.26申请人:攀钢集团

双金属复合无缝钢管行业发展预测及投资咨询报告
格式:pdf
大小:2.8MB
页数:14P
4.6
双金属复合无缝钢管行业 发展预测与投资咨询报告 2016-2020 1 核心内容提要 产业链(industrychain) 狭义产业链是指从原材料一直到终端产品制造的各生产部门的完整链条,主要面向具体生产 制造环节; 广义产业链则是在面向生产的狭义产业链基础上尽可能地向上下游拓展延伸。产业链向上游 延伸一般使得产业链进入到基础产业环节和技术研发环节,向下游拓展则进入到市场拓展环 节。产业链的实质就是不同产业的企业之间的关联,而这种产业关联的实质则是各产业中的 企业之间的供给与需求的关系。 市场规模(marketsize) 市场规模(marketsize),即市场容量,本报告里,指的是目标产品或行业的整体规模,通 常用产值、产量、消费量、消费额等指标来体现市场规模。千讯咨询对市场规模的研究,不 仅要对过去五年的市场规模进行调研摸底,同时还要对未来五年行业市场规模进行
一种高合金无缝钢管的制造方法 一种高合金无缝钢管的制造方法
格式:pdf
大小:47KB
页数:1P
4.7
提供了一种高合金无缝钢管的制造方法,该方法的工艺步骤为:①采用离心铸造技术生产高合金的空心管坯;②加热空心管坯,加热时将空心管坯的开口封堵;③利用穿孔机对加热后的空心管坯进行扩孔减壁,形成坯料;④利用轧管机对
马氏体不锈钢无缝钢管的制造方法 马氏体不锈钢无缝钢管的制造方法
格式:pdf
大小:48KB
页数:1P
4.4
本发明是关于油井管以及联结器用马氏体不锈钢无缝钢管的制造方法。马氏体不锈钢无缝钢管的化学成分(质量分数,%)为:c0.15~0.22,si0.18-1.0,mn0.05~1.0,cr10.5~14.0,余量基本为fe和杂质(杂质包括ni〈0.20,al〈0.05、n〈0.100,s〈0.015,p〈0.020)。
一种长管拖车气瓶用无缝钢管的制造方法 一种长管拖车气瓶用无缝钢管的制造方法
格式:pdf
大小:38KB
页数:1P
4.4
申请(专利)号:201910057437.1公开(公告)日:2019-03-22申请(专利权)人:德新钢管(中国)有限公司摘要:本发明提供了一种长管拖车气瓶用无缝钢管的制造方法,其包括使用连轧机组轧制荒管,使用定径机定径,使用顶推式热扩机组扩径,利用液压式矫直机和六辊矫直机进行两步矫直和整圆,使用精密冷拔机组进行第一道冷拔,进行100%的自动超声波测厚,根据每一只毛管的平均壁厚和最小壁厚选择第二道冷拔所使用的内模芯棒,然后进行第
热挤压复合双金属无缝钢管的制造方法精华文档

无缝钢管无缝钢管
格式:pdf
大小:324KB
页数:17P
4.8
gb5310无缝钢管,gb5310-2008无缝钢管 电话:0, 规格规格规格规格 48*553*1157*1568*6 48*5.553*1258*1.868*6.3 48*653*1458*1168*7 48*6.553*1.560*268*8 48*753*660*2.568*9 48*854*260*368*10 48*8.554*2.560*3.568*11 48*954*360*468*12 48*1054*3.560*4.568*12.5 48*1154*460*568*14 48*1254*4.560*568*16 49*454*560*5.570*3.5 49*1054*5.560*670*4 50*1.554*660*6.570*
冷拔无缝钢管和热拔无缝钢管的区别
格式:pdf
大小:82KB
页数:8P
4.5
冷拔钢管和热钢管的区别 1)热加工和冷加工的区别 热轧是热加工,冷拔是冷加工 (2)主要区别: 热轧是在再结晶温度以上进行轧制,冷轧为在再结晶温度以下轧制; 冷轧有的时候也会有加温的,但是温度比较低,因为冷轧之后会产生加 工硬化,如果对于材料的成型要求比较高,还要进行退火。 冷轧和热轧一般是板材或者型材,而冷拔一般是圆柱截面的线材。另外 热轧板材一般是合金含量较高,强度较高的钢材,而冷轧则是低碳低合金 的钢材,通过冷轧可以提高强度,保证材料表面质量。 冷拔无缝钢管和热轧无缝钢管的区别和板材不同。 无缝钢管是因其制造工艺不同,分为热轧(挤压)无缝钢管和冷拔(轧)无 缝钢管两种。 冷拔(轧)管又分为圆形管和异形管两种: 冷拔钢管一般需要多次拉拔,在每次拉拔之间要有相应的去应力退火, 保证下一次的冷拔顺利进行。从外表看冷轧无缝钢管往往是小直径的,热 轧无缝钢管往往是大直径的。冷
无缝钢管的在线冷却方法 无缝钢管的在线冷却方法
格式:pdf
大小:48KB
页数:未知
4.5
本发明涉及一种无缝钢管的在线冷却方法,属于轧钢技术领域。该方法采用斜锥形辊道,辊道轴向与无缝钢管前进方向成5°-85°,使得无缝钢管以螺旋方式前进,开通冷却区域的冷却水喷向钢管,对无缝钢管进行冷却。由于采用斜锥形辊道,使钢管螺旋式前进,既保证了钢管向前运行,又使其沿周向转动,周向的转动有利于周向的均匀冷却,并且换热快,
20MnG/00Cr19Ni10双金属冶金熔合复合无缝钢管通过技术评审 20MnG/00Cr19Ni10双金属冶金熔合复合无缝钢管通过技术评审
格式:pdf
大小:181KB
页数:1P
4.6
2010年12月22日在四川成都,全国锅炉压力容器标准化技术委员会组织专家对北京长兴凯达复合材料科技发展有限公司生产的锅炉用20mng/00cr19ni10双金属冶金熔合复合无缝钢管进行了技术评审。北京长兴凯达复合材料科技发展有限公司采用电炉冶炼、炉外精炼、离心浇注制成圆管坯,再通过"热挤压+冷轧"工艺生产的锅炉用20mng/00cr19ni10(sa210a-1/tp304l)双金属冶金熔合复合无缝钢管,由内、外层两种不同化学成分的合金相互熔合而成。钢管经武汉锅炉
无缝钢管采用复合脱氧的效率 无缝钢管采用复合脱氧的效率
格式:pdf
大小:92KB
页数:3P
4.8
捷制500mw机组redled链式刮板给煤机在投产运行中驱动轴及轴承多次损坏,本文根据平时运行中所统计的数据和对原设备结构、原理、工作性能进行了分析,发现其结构不合理,密封方法不严密。设备经过改进,机线运行状况有了明显改观,节材效益显著,改进后达到了了预期效果。
热挤压复合双金属无缝钢管的制造方法最新文档
P91无缝钢管立式热挤压工艺的边界条件 P91无缝钢管立式热挤压工艺的边界条件
格式:pdf
大小:1.0MB
页数:4P
4.6
以p91厚壁无缝钢管立式挤压为研究对象,采用缩比挤压的试验方法实测得到了挤压比为5,7和9时挤压过程的载荷行程曲线。应用deform软件模拟不同边界条件下的挤压变形过程,通过对数值模拟结果和实测值进行挤压力误差分析,确定摩擦系数μ=0.03~0.05,为大口径厚壁无缝钢管的挤压工艺模拟提供了合理的边界条件。
热扩无缝钢管的检测方法有哪些
格式:pdf
大小:23KB
页数:2P
4.4
热扩无缝钢管的检测方法有哪些 中国无缝钢管交易网小编讯:热扩无缝钢管生产完毕后常见的五种检测方法 第一:钢管几何尺寸及外形检查: ①钢管壁厚检查:千分尺、超声测厚仪,两端不少于8点并记录。 ②钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出最大点、最小点。 ③钢管长度检查:钢卷尺、人工、自动测长。 ④钢管弯曲度检查:直尺、水平尺(1m)、塞尺、细线测每米弯曲度、全长弯曲度。 ⑤钢管端面坡口角度和钝边检查:角尺、卡板. 第二:钢管表面质量检查:100% ①人工肉眼检查:照明条件、标准、经验、标识、钢管转动。 ②无损探伤检查: a.超声波探伤ut: 对于各种材质均匀的材料表面及内部裂纹缺陷比较敏感。 标准:gb/t5777-1996级别:c5级 b.涡流探伤et:(电磁感应) 主要对点状(孔洞形)缺陷敏感。标准:gb/t7735-2004 级别:
 玻璃润滑剂在无缝钢管热挤压生产中的应用
玻璃润滑剂在无缝钢管热挤压生产中的应用 玻璃润滑剂在无缝钢管热挤压生产中的应用
格式:pdf
大小:84KB
页数:2P
4.4
综述了无缝钢管热挤压过程中的摩擦特点,润滑剂的选用原则;介绍了玻璃润滑剂的优点、性质及在无缝钢管热挤压过程中的应用。采用玻璃润滑剂,解决了钢管热挤压生产中的许多难题,使得这种成型方法可以应用于工业生产。
无缝钢管复合变形试验方法研究 无缝钢管复合变形试验方法研究
格式:pdf
大小:464KB
页数:5P
4.7
在复合力试验中,通过建立合理的力学模型,利用测量水平位移量计算管样角度变化,解决了试样角度无法直接测量的问题。此试验方法客观地模拟了井况,得到油田用户的肯定,满足了用户的需求。
无缝钢管热成型方法及比较 无缝钢管热成型方法及比较
格式:pdf
大小:298KB
页数:2P
4.3
介绍了几种无缝钢管热变形方法的原理、主要工艺特点、存在的问题及适用的范围。具体介绍了轧制法、热挤压法、冲孔拔伸法、冲孔-扩孔法等共四种方法,并对四种方法进行了分析比较。
3、无缝钢管
格式:pdf
大小:118KB
页数:6P
4.6
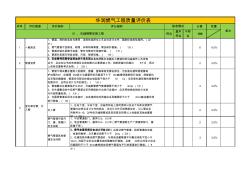
序号评价维度评价指标评分细则分值权重 符合 基本 符合 不符 合 100 1一般规定66.0% 2焊接资质22.0% 44.0% 引入管 1、在地下室、半地下室、设备层和地上密闭房间以及地下车库安装燃气 管道时应符合设计文件的规定;当设计文件无明确规定时,引入管应采 用钢号为10、20号的无缝钢管或具有同等及同等以上性能的其他金属管 材;(2分) 22.0% 燃气管道与室外 门、窗、排烟口 安全间距 1、中压管道距门、窗洞口≥0.5米 2、低压管道距门、窗洞口≥0.3米(燃气管道距生产厂房建筑物门、窗 距离不限) 3、距热水器排烟口≥0.5米(2分) 22.0% 燃气管道其他管 道安全间距 1燃气管道与相邻管道水平敷设时,应保证燃气管道、相邻管道的安装 、检查和维修,交叉敷设间距不小于2cm。(2分) 2、在建筑物外敷设燃气管道时,与其他金属管道平

无缝钢管大全
格式:pdf
大小:31KB
页数:3P
4.7
无缝钢管理论重量表 [来源:www.***.***][作者:中国钢管网][日期:09-04-21][热度:10124]文字大小:大中小 单位:kg/m 壁 厚外 径 33.544.555.56 322.1462.4602.7623.0523.3293.5943.847 382.5892.9783.3543.7184.0694.4084.735 422.8853.3233.7494.1624.5624.9515.327 453.1073.5824.0444.4954.9325.3585.771 503.4774.0144.5385.0495.5496.0366.511 543.7734.3594.9325.4936.0426.5787.103 57

无缝钢管知识
格式:pdf
大小:47KB
页数:24P
4.5
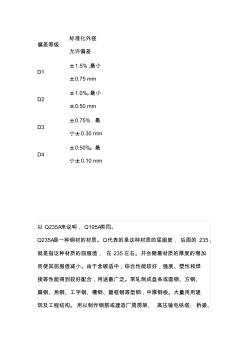
偏差等级 标准化外径 允许偏差 d1 ±1.5%,最小 ±0.75mm d2 ±1.0%。最小 ±0.50mm d3 ±0.75%.最 小±0.30mm d4 ±0.50%。最 小±0.10mm 以q235a来说明,q195a类同。 q235a是一种钢材的材质。q代表的是这种材质的屈服度,后面的235, 就是指这种材质的屈服值,在235左右。并会随着材质的厚度的增加 而使其屈服值减小。由于含碳适中,综合性能较好,强度、塑性和焊 接等性能得到较好配合,用途最广泛。常轧制成盘条或圆钢、方钢、 扁钢、角钢、工字钢、槽钢、窗框钢等型钢,中厚钢板。大量用用建 筑及工程结构。用以制作钢筋或建造厂房房架、高压输电铁塔、桥梁、 车辆、锅炉、容器、船舶等,也大量用作对性能要求不太高的机械 零件。c、d级钢还可作某些专业用钢使用。 q235分a、b、c、d四级(gb700-88)
热挤压复合双金属无缝钢管的制造方法相关
文辑推荐
知识推荐
百科推荐


职位:项目经理施工员
擅长专业:土建 安装 装饰 市政 园林


