

如何防止不锈钢拉手硬件损坏呢?教学内容
格式:pdf
大小:14KB
页数:3P
人气 :67
 4.4
4.4
如何防止不锈钢拉手 硬件损坏呢? 精品文档 收集于网络,如有侵权请联系管理员删除 不锈钢拉手在五金配件中是最常见的一种,不锈钢不管是在深圳 居家方面,还是在工业方面,用的是非常的多, 20世纪 80年代我 国不锈钢研制和生产技术取得的成绩,初步建立起了接近世界先进 水平的我国不锈钢标准体系。 1985年以后随着中国经济的不断发 展,一套先进的不锈钢标准体系逐渐完成。如何防止不锈钢拉手硬 件损坏呢?下面我们来看看以下六大点: 第一、在选用五金配件的型号,规格和性能应符合现行国家拉手标 准及相关法规的规定,并与选用塑钢门窗相匹配的窗口。 第二、滑撑铰链不得采用铝合金材料,应采用不锈钢材料。 第三、滑动窗口的宽度超过 1米,或安装双层玻璃窗户,适当设置 双滑轮,或选择滚动滑轮。 第四、拉手五金配件应最后安装,门锁,拉手应该在窗口中成箱装 配后,确保该地方是正确的,开关速度快。 第五、使用紧固螺钉



不锈钢拉手的质量检查及功能
大多数不锈钢拉手是由国家标准冷轧钢制成。不锈钢拉手外观光滑平整,紧固不容易弹出面 板。内置弹簧设计,可以通过技术自动返回。 不锈钢拉手可以在强烈振动下起到缓冲的作用。不锈钢拉手易于在机柜或机器中使用,并且 以快速安装。 从不锈钢拉手的厚度观察:不锈钢拉手质厚,力强,使用次数长,寿命长。相反,劣质产品 材料在受力作用下较弱,因此变形容易损坏,使用次数少而短。 从不锈钢拉手的边缘和内部观察:通过毛刺处理可以生产出好的不锈钢拉手,如果不进加工 处理,工作在组装过程中容易划伤工作人员,同样产品也会变成劣质产品。所以必须加工, 表面处理过后表面光滑。 不锈钢拉手在生产过程中的任何细节都不容忽视,好的产品会使客户更加的信赖。

工程部不锈钢拉手盐雾报告2010年3月11日
initiator 首检人 欧阳勇江 itemnumber 货号 item deseription 产品名称 finish 表面颜色 本色 customername 客户名称 customerid 客户订单号 时间时间 0 小 时 2 4 小 时 2 4 小 时 approveby:testby: 确认人:赵刚检测人:欧阳勇江 wanzunmetalproductscompanyltd saltspraytestreport盐雾测试date:2010-3-11 不锈钢拉手 0 小 时 2 4 小 时 2 4 小 时 testrecord: 检测报告: 图片图片 renarks: 测试数量: 2套 testresultdescription 测试结果: pass/notpass 通过/不通过 经过24小
编辑推荐下载


《不锈钢拉索》
格式:pdf
大小:29KB
页数:10P
4.3
1 黑色冶金行业标准 《不锈钢拉索》编制说明 1工作概况 1.1任务来源 根据工业和信息化部工信厅科[2010]74号文(钢标委[2010]10号)(其中第3项)要求,黑色冶金行业标准《不锈钢拉索》由全国钢标准化技术委 员会归口管理,由广东坚朗五金制品有限公司(原名称为东莞市坚朗五金制品有限公司)负责编制。 1.2工作过程 广东坚朗五金制品有限公司是国内最大的不锈钢拉索生产厂家之一,可生产国内最大直径120mm 的不锈钢拉索。坚朗在不锈钢拉索设计和制造方面有着丰富的经验,其产品在国内外许多重大工程项目 中使用。2010年8月在广东东莞成立了《不锈钢拉索》标准起草编制组,确立了编制组成员名单,将 标准编制工作分工到了每个成员。 表1起草单位承担任务表 承担任务承担单位 文字起草广
如何防止不锈钢拉手硬件损坏呢热门文档
不锈钢拉丝标准
格式:pdf
大小:308KB
页数:5P
4.6
不锈钢拉丝与抛光的区别! 从工艺上来说,拉丝工艺是将工件表面做出有规律的均匀的表面纹路,一般的拉丝纹有: 细条纹状、圆圈状。而抛光工艺是将工件表面完全做成平整的,没有任何瑕疪的,看起来光 滑透亮,程镜面。 从运动上讲,拉丝工艺在设备上所做的是来往反复的运动,而抛光工艺是在平面抛光机上 所做的运动轨迹。两者在原理上是不一样的,实际方式也不一样。 在生产上,拉丝采用专业拉丝工艺设备,抛光根据形状的不一有很多种抛光工艺设备分 别适应不同抛光要求。 如果一个工件既需要拉丝又要抛光,那哪一道工序在前那一道在后呢? 从这种情况,应从拉丝和抛光各自对表面处理的效果,以及工艺原理,我们不难得出: 抛光在前,拉丝在后。只有先将工件表面抛光平整,后才能进行拉丝,因为只有这样拉丝出 来的效果才好,拉丝纹路才会均匀。抛光是为了拉丝定基础的。总之,如果先拉丝在抛光, 那么不仅拉丝效果很差,拉丝好
不锈钢拉丝油
格式:pdf
大小:18KB
页数:2P
4.3
不锈钢拉丝油 不锈钢拉丝油:专用于不锈钢、碳钢、合金钢材质的棒材、线材的引拔加工。还可以用 于各种钢材管材、毛细管的高难度拉拔润滑;为光亮拉拔、无烟清洁拉拔、耐温拉拔的最佳 配套润滑产品;可有效取代传统的拉拔油,解决光泽度差、烟雾大、润滑性差的问题! 一、不锈钢拉丝油参数: 产品名称不锈钢拉丝油 品牌美科润滑油 运动粘度(40℃)mm2/s100-150(可根据客户需要调整) ph值7.5-8.5 闪点(开口)℃无 硫,氯,石蜡,矿物油含量无 包装18l,200l 二、不锈钢拉丝油相关推荐: sae15w/40发 电机油 sae15w/40发电机油高性能通用型内燃发电机油,极佳的抗磨损、抗 腐蚀和清洁分散性能,具良好抗氧化性、低温启动性能,适合任何气候 下使用。可满足所以高级汽油机、柴油发电机使用。 d-3030多功能 压板油 d-3030多功能

不锈钢拉丝型号
格式:pdf
大小:33KB
页数:3P
4.7
stainlesssteel brushedstainlesssteelcomesinvariousfinishes.no.3andno.4aretypical.these finishesarehardtorepairwhenscratchesappears.anotherbrushfinishisthehairline finish.theadvantageofthisfinishisthatthegrainiscontinuousandrunsthelengthofthe sheet.theimportanceofcontinuouslonggrainhairlinefinishistoallowforrepairof minorscratches.on
不锈钢拉伸油
格式:pdf
大小:103KB
页数:1P
4.7
不锈钢拉伸油 【性能和用途】 不锈钢拉伸油是一款高强度拉伸成型油,由多种极压、润滑、防锈添加剂组成,粘度适 中,附着性好,极压性强,用于中高强度钢、不锈钢等冲压拉伸加工。 【适用工艺及材质】 高碳钢、不锈钢等材质的拉伸、冲压成型加工。 【优点】 润滑性:粘度适中,附着性好,抗极压强,适于高碳钢、不锈钢等高强度拉伸冲压成型 加工。 防腐蚀性:采用中性配方,对金属提供有效保护,不会腐蚀变色。 【主要技术参数】 项目技术指标参照标准 外观黄色透明目测 气味低气味- 密度,(20℃)0.82~0.87比重计 粘度(40℃,mm2/s)70~75gb/t265 闪点(coc)>180℃gb/t267 机械杂质合格gb/t511 【使用说明】 本品为纯油性加工液,不需加水,直接使用即可。 【包装及储存】 规格:18l/桶、200l/桶 本品应贮存在干燥
不锈钢拉丝工艺作业细则
格式:pdf
大小:6KB
页数:2P
4.7
不锈钢拉丝工艺作业细则 1说明 1.1本操作规程适用于不锈钢的打磨、拉丝操作。 1.2在图样、工艺指导卡无要求的情况下,可执行本工艺守则的规定。 1.3新工人在上岗操作前,必须经过培训,合格后方可操作。 2准备工作 2.1操作者应熟悉设备结构、工作原理,并经过实际操作训练。 2.2清楚拉丝件图样中的技术要求,熟悉相关拉丝工艺指导卡。 2.3检查电源线有无破损。 2.4正确选择砂轮、千叶片和拉丝带的种类和目数。 2.5拉丝件在翻转和搬运过程要轻拿、轻放,避免将装饰面划伤。 2.6认真检查转序件的外装饰面是否有磕碰、麻点、凹坑,其 缺陷深度是否通过打磨的方法可以去除,发现问题及时反 馈给质检员。 2.7开机前应保证设备处于良好状态,检查拉丝带的种类和目数是否 正确。 2.8设备:抛光机、抛管机、抛板机、手提砂轮机、角磨机、直磨机。 2.9辅料:金刚砂(白刚玉、棕刚玉
如何防止不锈钢拉手硬件损坏呢精华文档
不锈钢拉丝电镀
格式:pdf
大小:8KB
页数:3P
4.5
不锈钢可以上颜色,但是必须要在相对的条件下:1.将不锈钢拉丝后(用2000目的砂纸), 因为不锈钢表面光滑,必须将其光滑面破坏再进行水镀上色。2.将不锈钢进行真空镀上色(单 价较高)。我司很多的客户就是用真空镀的不锈钢部件。 六、什么是静电喷粉? ·静电喷粉又称固体喷塑,采用的是树脂基材料(固体粉末状),经静电喷涂吸附在铝材表面,再经高 温烘烤后溶化固定在铝材表面的一种工艺。它具有无毒、无臭、无污染的优点,表面色泽艳丽,客户选择 性强。目前很多产品如冰箱、微波炉、洗衣机等的表面都采用这种工艺。 七、金色、银色淋浴房的颜色是电镀的吗? ·金色、银色、砂银、哑银、拉丝银等淋浴房的颜色不是电镀工艺形成的,而是一种适用于铝型材的表 面处理技术。称作阳极氧化着色的。在氧化着色前,如果先行抛光使铝材表面达到一定的光亮度,则出来 的材料近似于不锈钢,我们称之为银色,如果将材料表面打砂处理后

不锈钢拉伸模具
格式:pdf
大小:61KB
页数:2P
4.6
不锈钢拉伸 常用的不锈钢板材国内牌号为0cr18ni9.日本牌号是 sus304 这个材料的抗拉强度为520兆帕,屈服强度为205兆帕。因为材 料中含有较大的铬镍锰成分,使得不锈钢板材在拉伸成形过程中 加工硬化现象特别严重,这就是不锈钢板材拉伸最突出的特性。 在加工生产中如果拉伸系数给的较低时,零件拉伸完成时内部储 存了很大的内应力.在存放的几个小时后就会产生爆裂,切记在 选择拉伸系数时要考虑此因素。一般一次拉伸后采取的措施是 1150度光亮退火,目的是一.要消除材料内部的内应力。二.是造 就零件的再塑性。从以上所叙述的不锈钢特性,本文将从以下几 个方面加以分析,可以看出不锈钢材料的拉伸成形难度之大。 不锈钢拉伸模具制作,在冷冲模具材料的选择中,一般凸凹 模多选用cr12mov冷作模具钢,此模具材料制作的凸凹模在拉 伸过程中经常会出现刮花
不锈钢拉索
格式:pdf
大小:29KB
页数:10P
4.7
1 黑色冶金行业标准 《不锈钢拉索》编制说明 1工作概况 1.1任务来源 根据工业和信息化部工信厅科[2010]74号文(钢标委[2010]10号)(其中第3项)要求,黑色冶金行业标准《不锈钢拉索》由全国钢标准化技术委 员会归口管理,由广东坚朗五金制品有限公司(原名称为东莞市坚朗五金制品有限公司)负责编制。 1.2工作过程 广东坚朗五金制品有限公司是国内最大的不锈钢拉索生产厂家之一,可生产国内最大直径120mm 的不锈钢拉索。坚朗在不锈钢拉索设计和制造方面有着丰富的经验,其产品在国内外许多重大工程项目 中使用。2010年8月在广东东莞成立了《不锈钢拉索》标准起草编制组,确立了编制组成员名单,将 标准编制工作分工到了每个成员。 表1起草单位承担任务表 承担任务承担单位 文字起草
不锈钢防止污染
格式:pdf
大小:17KB
页数:2P
4.7
co py 南京化学工业有限公司化工机械厂标准 通用工艺规程q/nh04/j0601.20-1999 第20部分不锈钢防止污染 南京化学工业有限公司化工机械厂1999-12-30批准2000-01-01实施 75 1范围 本标准规定了不锈钢压力容器防止污染的基本要求 本标准适用于不锈钢压力容器防止污染其他不锈钢容器和不锈钢复合钢板制容器亦可参照使用 2引用标准 下列标准所包含的条文通过在本标准中引用而构成为本标准的条文在标准出版时所示版本均 为有效所有标准都会被修订使用本标准的各方应探讨使用下列标准最新版本的可能性 q/nh04/j0601.24-1999酸洗钝化处理 3材料的标记和存放 3.1不锈钢材料上应有清晰的入库标记该标记应采用无氯无硫记号笔书写不得打钢印不得使用油 漆等有
如何防止不锈钢拉手硬件损坏呢最新文档
不锈钢拉闸门窗 (2)
格式:pdf
大小:20KB
页数:2P
4.5
精选文档序施窗工程不锈钢拉闸门序施工程一、 行步骤进施工程序按以下 第四步二步第三步第第一步 电、气动扁管框料公母框、边框、切 割下料铆枪铆轨道组装 接。焊接 八步步步第六步第七第第五第九 步 及时上锁及五金风板竣工提 供交付验收资料使用配件安安装装 流绍三产品介及制作程带给你随心如意拉闸窗,内置安装解除普通固式护栏给 您带来的居室禁锢感觉,,伸缩式开启.所有冷轧钢产品是经过酸符合防护安全要 求。冲撞强度高的生活产品完全采用铆接和焊接,,最重要的是不易锈,触感光 滑,,没有任何异味洗、磷化、静电喷塑、高温烤漆处理。漆色亮丽由该型材.,,, 蚀经久耐用。所有不锈钢产品采用的是优质型材该型材色泽温软质地均匀光滑 制作的产品豪华美观,是你高档品位的象征制作:方法窗闸钢一、不锈拉门的的 偏安门差、窗装寸口窗、尺洞门定计据
不锈钢拉伸油的规格型号大全
格式:pdf
大小:28KB
页数:2P
4.7
多维润滑油公司拉伸油所有产品型号对照表,用户可根据网站产品不完善的型号 将您选择的型号参数在此对照查阅,如有咨询请拨打贵公司400免费热线,润滑 油专业咨询免费为您解答和指导。 不锈钢拉伸油具有较高粘度,专为极高难度的金属拉伸而设计。具超凡的润滑性 和抗极压性,适用于任何超高强度拉伸、拉管冲压成型及冲剪、拉削等. 主要优点: 1、优异的润滑性能,从而保证产品加工的表面光洁度高。 2、极佳的润滑效果和适当的油膜强度,确保模具具有最长使用寿命。 3、含大量极压剂,有效防止工件不被划伤、擦伤、拖花、拉爆等现象。提高产 品质量,增加加工效率。 4、冷却性好,优化变形加工工艺。 5、亦可稀释作为普通钢材薄板冲压成型使用。 不锈钢拉伸油的特点. 1、不锈钢板材及其它黑色金属的拉伸、冲压、压延、攻牙、冷却头、辊轧等超 高难度的加工 2、适用于极高难度的不锈钢管材、棒材拉伸和板材的冲压
不锈钢拉索参数及安装
格式:pdf
大小:117KB
页数:3P
4.7
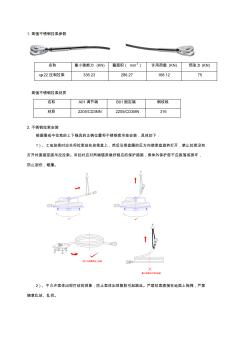
1.高强不锈钢拉索参数 名称最小破断力(kn)截面积(mm2)许用荷载(kn)预张力(kn) φ22压制拉索336.23286.27168.1275 高强不锈钢拉索材质 名称a01调节端b01固定端钢绞线 材质2205/cd3mn2205/cd3mn316 2.不锈钢拉索安装 根据图纸中拉索的上下锚具的正确位置将不锈钢索吊挂安装,具体如下: 1)、工地放索时应先将拉索放在放索盘上,然后沿索盘圈的反方向使索盘旋转打开,禁止拉索没有 打开时直接竖直吊拉拉索。吊拉时应对两端锚具做好相应的保护措施,索体外保护层不应脱落或损坏, 防止刮伤,碰撞。 2)、不允许索体出现打结的现象,防止索体出现散股引起跳丝。严禁拉索直接在地面上拖拽,严禁 随意乱放、乱扔。 1 3)、应避免拉索与其它坚硬的物质碰撞,摩擦,以免划伤索体的表面。当发现拉索两端锚具出现变 形、扭曲
不锈钢拉丝产品检验规范
格式:pdf
大小:286KB
页数:6P
4.6
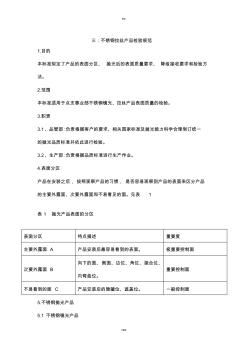
精品 可编辑 三:不锈钢拉丝产品检验规范 1.目的 本标准规定了产品的表面分区、抛光后的表面质量要求、降级接收要求和检验方 法。 2.范围 本标准适用于点支事业部不锈钢镜光、拉丝产品表面质量的检验。 3.职责 3.1、品管部:负责根据客户的要求、相关国家标准及抛光能力科学合理制订统一 的抛光品质标准并依此进行检验。 3.2、生产部:负责根据品质标准进行生产作业。 4.表面分区 产品在安装之后,按照观察产品的习惯,是否容易观察到产品的表面来区分产品 的主要外露面、次要外露面和不易看见的面。见表1 表1抛光产品表面的分区 5.不锈钢抛光产品 5.1不锈钢镜光产品 表面分区特点描述重要度 主要外露面a产品安装后最容易看到的表面。极重要控制面 次要外露面b 向下的面、侧面、边位、角位、接合位、 内弯曲位。 重要控制面 不易看到的面c产品安装后的隐藏位、遮盖位。

 不锈钢拉闸窗如何安装
不锈钢拉闸窗如何安装 不锈钢拉闸窗如何安装
格式:doc
大小:31KB
页数:3P
4.7
本文将详细介绍在建设工程领域中如何安装不锈钢拉闸窗。从准备工作到具体的安装步骤,每一点都会有详细的说明,帮助您顺利完成安装。
不锈钢拉丝机作业指导
格式:pdf
大小:29KB
页数:2P
4.4
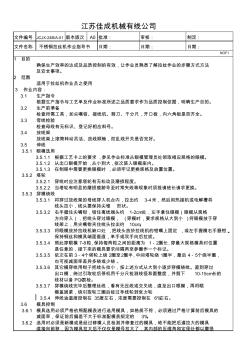
文件编号版本版次a0批准:审核:制定: 文件名称日期:日期:日期: nof1 1目的 确保生产效率的达成及品质控制的有效,让作业员熟悉了解拉丝作业的步骤方式方法 及安全事项。 2范围 适用于拉丝机作业员之使用 3 作业内容: 3.1生产指令 根据生产指令与工艺单及作业标准所述之品质要求作为品质控制依据,明确生产目的。 3.2生产前準备 检查所需工具,如尖嘴钳、接线机、剪刀、千分尺,开口板,内六角板是否齐全。 3.3母线检验 检查母线有无标识、登记好相应料号。 3.4放线架 放线架上滚筒转动灵活、放线顺畅,防乱线开关是否完好。 3.5伸线 3.5.1眼模选用 3.5.1.1根据工艺卡上的要求,参见作业标准从眼模管理员处领取相应规格的眼模。 3.5.1.2从出口眼模开始,从小到大,依次装入眼模座内。 3.5.1.3在制程中需要
不锈钢拉伸过程中常见问题一
格式:pdf
大小:13KB
页数:8P
4.3
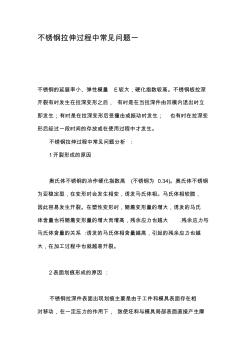
不锈钢拉伸过程中常见问题一 不锈钢的延展率小、弹性模量e较大,硬化指数较高。不锈钢板拉深 开裂有时发生在拉深变形之后,有时是在当拉深件由凹模内退出时立 即发生;有时是在拉深变形后受撞击或振动时发生;也有时在拉深变 形后经过一段时间的存放或在使用过程中才发生。 不锈钢拉伸过程中常见问题分析: 1开裂形成的原因 奥氏体不锈钢的冷作硬化指数高(不锈钢为0.34)。奥氏体不锈钢 为亚稳定型,在变形时会发生相变,诱发马氏体相。马氏体相较脆, 因此容易发生开裂。在塑性变形时,随着变形量的增大,诱发的马氏 体含量也将随着变形量的增大而增高,残余应力也越大.残余应力与 马氏体含量的关系:诱发的马氏体相含量越高,引起的残余应力也越 大,在加工过程中也就越易开裂。 2表面划痕形成的原因: 不锈钢拉深件表面出现划痕主要是由于工件和模具表面存在相 对移动,在一定压力的作用下,致使坯料与模具
不锈钢拉闸门哪家好?
格式:pdf
大小:19KB
页数:3P
4.6
装修知识常识,希望对您有帮助,谢谢 知识常识分享 不锈钢拉闸门哪家好? 导读:本文介绍在房屋装修,主材选购的一些知识事项,如果 觉得很不错,欢迎点评和分享。 不锈钢拉闸门,在许多店铺中经常用到,可以说,大家都 的熟悉,因为在日常的生活中,虽然使用不到不锈钢拉闸门, 但是,生活中经常看到,那么不锈钢拉闸门哪家好?他有什么 样的产品特点呢?下面我们一起来了解。 一.不锈钢拉闸门哪家好? 1.美心实木门(中国品牌,国家免检产品,重庆美心集团 出品) 2.星星/群星实木门(重庆品牌,重庆星星套装门有限责 任公司) 3.盼盼实木门(中国驰名商标,中国品牌,国家免检产 品) 4.tata实木门(著名品牌,北京闼闼伟业门窗有限公司) 5.红鹤实木门(黑龙江品牌,齐齐哈尔市红鹤木业有限 公司) 6.
如何防止不锈钢拉手硬件损坏呢相关
文辑推荐
知识推荐
百科推荐


职位:交通造价主任工程师
擅长专业:土建 安装 装饰 市政 园林


