

日本TGF系列背面自保护不锈钢TIG焊丝及其使用
格式:pdf
大小:73KB
页数:2P
人气 :53
 4.4
4.4
为解决不锈钢焊接时的背面氧化问题 ,引进了日本的TGF系列背面自保护焊丝 ,焊接工艺试验及炼油装置不锈钢管线的焊接使用表明 ,其焊缝质量良好 ,背面药皮剥脱容易 ,尤其适用于不锈钢钨极氩弧焊 (TIG)打底焊道的焊接



不锈钢TIG焊丝采购规格书
批准 approvedby 核容所 npvi 郑建能 zhengjianneng 审核 reviewedby 核容所 npvi 王迎君 wangyingjun 编制 preparedby 核容所 npvi 王云飞 wangyunfei 职责 function 部门 department 签名 name 日期 date 本文件有保密要求,未经chinaerzhong(中国二重)书面许可,不得以任何方式外传。 thisdocumentisthepropertyofchinaerzhong.nopartofthisdocumentmaybereproducedby anymeans,nortransmittedwithoutthewrittenpermissionofchinaerzhong. 稳压器不锈钢tig
编辑推荐下载
不锈钢焊接时背面保护方法
格式:pdf
大小:7KB
页数:2P
4.7
不锈钢焊接时背面保护方法 随着石化工业的迅猛发展,不锈钢材料得到了广泛的应用,也对管道及板材焊接 提出了更高的要求,逐渐淘汰了以前的不锈钢电弧焊打底法,而采用氩弧焊打底 焊接,氩弧焊打底比电弧焊打底清洁度高打底更快,同时也出现了一些问题,焊 接过程中由于不锈钢氩弧焊打底背部容易被氧化产生缺陷所以必须采取背面保 护措施,这样可以保证焊缝的力学性能及耐腐性等,由此焊接不锈钢时必须采取 有效保护,现在介绍几种常用不锈钢焊接背部保护方法: 1背部氩气保护法 常用保护气体可分为单纯氩气保护及混合气体保护,一定比例的氩氮混合气体更 有利于奥氏体不锈钢焊接,有些惰性气体由于成本太高而不采用。; 充氩法保护是比较传统的背部保护方法,具有背部保护较好、易掌握、清 洁高、合格率高等特点。分为保护罩充氩保护法、局部充氩保护法、焊口部直充 氩接保护法等。 1.1保护罩充氩保护法 在板材及大直径管材
不锈钢管道氩弧焊的焊缝背面保护方法6页
格式:pdf
大小:10KB
页数:6P
4.5
第1页 浅谈不锈钢管道氩弧焊的焊缝背面保护方法 一、管内充氩保护 石化装置工程不锈钢管道氩弧焊,一般采用管内充氩的方法防止焊缝 背面氧化。充氩方法主要包括整体充氩和局部充氩等。为节约工程成本并 满足施工要求,施工过程中应结合管道的具体施工条件,灵活运用内部充 氩的方法。 1.整体充氩法 对于小直径管道或管件组对管道较短时,可采用整体充氩,该方法比 较简单。 整体充氩的方法是:将两端用胶带(纸壳、橡胶板等)封口,由管子 的一端充入氩气,另一端封口上部打上一个3~5mm的排放孔,主要是防 止收弧时管内氩气压力过大,造成接头收弧困难,产生凹坑等缺陷。另外, 为了防止对口间隙处氩气大量排放,事先可用胶带封住一段管口,仅留出 焊工一次连续焊接的长度。焊完这段后,撕开相同长度的胶带,然后再施 焊,依此类推,直至焊接完成。整体充氩如图1所示。 图1整体充氮示意 1充氮软管;2
日本TGF系列背面自保护不锈钢TIG焊丝及其使用热门文档
 大直径不锈钢焊管自动环焊背面气体保护装置
大直径不锈钢焊管自动环焊背面气体保护装置 大直径不锈钢焊管自动环焊背面气体保护装置
格式:pdf
大小:33KB
页数:1P
4.7
涉及一种大直径不锈钢焊管自动环焊背面气体保护装置,解决了现有焊接过程中采用的保护方法所造成的浪费严重、焊接质量不高的问题。该保护装置设有可换托盒,盒体顶部为圆弧形的耐火材料并有出气孔,盒体内设置开有气孔的隔板,隔
不锈钢管道氩弧焊的焊缝背面保护方法
格式:pdf
大小:289KB
页数:7P
4.4
浅谈不锈钢管道氩弧焊的焊缝背面保护方法 一、管内充氩保护 石化装置工程不锈钢管道氩弧焊,一般采用管内充氩的方法防止 焊缝背面氧化。充氩方法主要包括整体充氩和局部充氩等。为节约工 程成本并满足施工要求,施工过程中应结合管道的具体施工条件,灵 活运用内部充氩的方法。 1.整体充氩法 对于小直径管道或管件组对管道较短时,可采用整体充氩,该方 法比较简单。 整体充氩的方法是:将两端用胶带(纸壳、橡胶板等)封口,由 管子的一端充入氩气,另一端封口上部打上一个3~5mm的排放孔, 主要是防止收弧时管内氩气压力过大,造成接头收弧困难,产生凹坑 等缺陷。另外,为了防止对口间隙处氩气大量排放,事先可用胶带封 住一段管口,仅留出焊工一次连续焊接的长度。焊完这段后,撕开相 同长度的胶带,然后再施焊,依此类推,直至焊接完成。整体充氩如 图1所示。 图1整体充氮示意 1充氮软管;2氮
不锈钢和高合金钢焊接背面保护措施 不锈钢和高合金钢焊接背面保护措施
格式:pdf
大小:270KB
页数:4P
4.6
根据不锈钢和高合金钢焊接接头焊接需要背面保护情况,针对焊接工艺、现场环境、装配结构条件等进行分析,在管道焊接中采用水溶纸氩气室充氩法、海绵体橡胶板氩气室充氩法、气球氩气室充氩法、拖罩充氩法、阀门抽芯充氩法等工艺措施,解决了不锈钢管道焊缝和高合金钢焊缝背面保护问题,既经济又具有良好的推广应用价值。
不锈钢小径管全位置无填充丝TIG焊 不锈钢小径管全位置无填充丝TIG焊
格式:pdf
大小:506KB
页数:未知
4.7
φ8~40毫米、壁厚1~2毫米的不锈钢管,无填充丝tig全位置焊接时,有三个技术问题:①焊接位置在短时间内连续变化。②起焊时的温度与焊接过程中及焊接结束时相差极大,要求焊接线能量随焊接时的不同位置而改变。③由于焊接时不加填充丝,但要求焊缝有
日本TGF系列背面自保护不锈钢TIG焊丝及其使用精华文档
TGF氩弧焊丝在不锈钢高压油管中的应用 TGF氩弧焊丝在不锈钢高压油管中的应用
格式:pdf
大小:137KB
页数:未知
4.5
笔者通常碰到铬镍奥氏体不锈钢高压油管对接接头打底层焊接质量问题,往往采用背面充氩气保护的手工钨极氩弧焊,但焊接时背面充氩工序繁琐,存在不断流失现象,焊接质量难以保证。考虑到氩气价格高,提出自保护tgf焊丝进行焊接尝试和实践。通过实践,不锈钢打底层运用tgf自保护焊丝手工钨极氩弧焊,实行气-渣联合保护,不仅简化工艺、降低成本,提高焊缝质量,而且减少对焊工健康侵害和环境污染,取得了很好经济效益。
奥氏体不锈钢TIG焊 奥氏体不锈钢TIG焊
格式:pdf
大小:113KB
页数:2P
4.7
本文通过试验,叙述了tig焊焊接奥氏体不锈钢时焊接速度与熔深、焊缝表面颜色的关系,从而给出了最佳范围,使之达到焊缝成形好、表面颜色好的目的。
不锈钢罐体环焊缝背面气体自动保护装置的设计 不锈钢罐体环焊缝背面气体自动保护装置的设计
格式:pdf
大小:126KB
页数:2P
4.5
通过对不锈钢罐体环焊缝背面气体自动保护装置的设计及使用,提高了环焊缝背面的成形质量和焊接生产效率。详细介绍了该装置的设计及安装使用说明。
CO_2气体保护药芯焊丝堆焊不锈钢工艺及其应用 CO_2气体保护药芯焊丝堆焊不锈钢工艺及其应用
格式:pdf
大小:241KB
页数:4P
4.4
对化工设备常用基材16mnr,14cr1mor,15crmor及堆焊焊材采用co2气体保护药芯焊丝堆焊工艺进行试验研究。试验结果表明:当稀释率过大时,co2气体保护药芯焊丝堆焊不锈钢的过渡层塑性较差,弯曲试验时容易在过渡层产生裂纹。焊接过程中采用合理的焊接工艺参数、严格控制道间温度及稀释率可以提高过渡层的塑性。
不锈钢焊丝
格式:pdf
大小:29KB
页数:3P
4.7
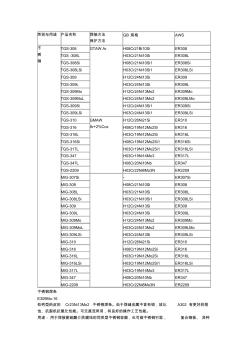
类别与用途产品名称焊接方法 保护方法 gb规格aws 不 锈 钢 tgs-308gtawarh08cr21bi10sier308 tgs-308lh03cr21ni10sier308l tgs-308sih08cr21ni10si1er308si tgs-308lsih03cr21ni10si1er308lsi tgs-309h12cr24ni13sier309 tgs-309lh03cr24ni13sier309l tgs-309moh12cr24ni13mo2er309mo tgs-309molh03cr24ni13mo2er309lmo tgs-309sih12cr24ni13si1er309si tgs-309lsih03cr24ni13si1er309lsi tgs-310gmaw ar+2%coz
日本TGF系列背面自保护不锈钢TIG焊丝及其使用最新文档
不锈钢焊丝标准对照表
格式:pdf
大小:23KB
页数:1P
4.6
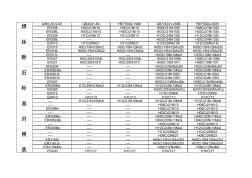
awsa5.9-93gb4241-84yb/t5092-1996gb/t4241-2006yb/t5092-2005 er308h0cr21ni10h0cr21ni10h08cr21ni10sih08cr21ni10si er308lh00cr21ni10h00cr21ni10h03cr21ni10sih03cr21ni10si er309h1cr24ni13h1cr24ni13h12cr24ni13sih12cr24ni13si er309l--------h03cr24ni13sih03cr24ni13si er310h1cr26ni21h1cr26ni21h12cr26ni21sih12cr26ni21si er316h0cr19ni12mo2h0cr19ni12mo2h08cr19ni12mo2sih08cr19ni12mo

不锈钢新旧焊丝牌号对照
格式:pdf
大小:34KB
页数:2P
4.6
旧国标新国标日标欧盟标准 奥氏体不锈钢 11cr17mn6ni5n12cr17mn6ni5nsus2011.4372查询 21cr18mn8ni5n12cr18mn9ni5nsus2021.4373查询 31cr17ni712cr17ni7sus3011.4319查询 40cr18ni906cr19ni10sus3041.4301查询 500cr19ni10022cr19ni10sus1.4306查询 60cr19ni9n06cr19ni10nsus304n11.4315查询 70cr19ni10nbn06cr19ni9nbnsus304n2-查询 800cr18ni10n022cr19ni10nsus304ln-查询 91cr18ni1210cr18ni12sus3051.4303查询 10
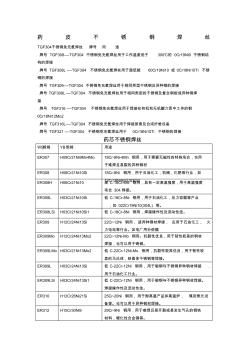
药皮不锈钢焊丝
格式:pdf
大小:28KB
页数:2P
4.5
药皮不锈钢焊丝 tgf304不锈钢免充氩焊丝牌号用途 牌号tgf308----tgf304不锈钢免充氩焊丝用于工作温度低于300℃的0cr19ni9不锈钢结 构的焊接 牌号tgf308l----tgf304不锈钢免充氩焊丝用于超低碳00cr19ni10或0cr18ni10ti不锈 钢的焊接 牌号tgf309----tgf304不锈钢免充氩焊丝用于相同类型不锈钢及异种钢的焊接 牌号tgf309l----tgf304不锈钢免充氩焊丝用于相同类型的不锈钢及复合钢板或异种钢焊 接 牌号tgf316----tgf304不锈钢免充氩焊丝用于焊接在有机和无机酸介质中工作的钢 0cr18ni12mo2 牌号tgf316l----tgf304不锈钢免充氩焊丝用于焊接尿素及合成纤维设备 牌号tgf321----tgf304不锈钢免充氩焊丝用


各类不锈钢免充氩焊丝参考
格式:pdf
大小:6KB
页数:1P
4.5
各类不锈钢免充氩焊丝参考 tgf焊丝在普通tig焊丝各种性能和要求的基础之上增加了渣保护功能,因此,在单面焊双面成型焊接过 程中,背面无需氩气保护。其焊接过程稳定,焊缝质量高,单面焊双面成型时工件背面渣保护效果好,脱 渣性能优良。其焊接工艺与普通tig焊接相同,铁水流动性、浸润性更好,焊缝纯洁度高、背面成型美观。 tgf308≤0.080.30-0.651.00-2.50≤0.030≤0.03019.50-22.009.00-11.00≤0.75≤0.75-tgf304不锈钢免充氩焊 丝用于工作温度低于300℃的0cr19ni9不锈钢结构的焊接 tgf308l≤0.0300.30-.651.00-2.50≤0.030≤0.03019.50-22.09.00-11.00≤0.75≤0.75-tgf304不锈钢免充
背面保护剂对304不锈钢TIG焊缝外观及耐蚀性的影响 背面保护剂对304不锈钢TIG焊缝外观及耐蚀性的影响
格式:pdf
大小:535KB
页数:未知
4.6
使用自制的不锈钢背面保护剂,采用苏州华焊公司生产的digital305自动tig焊机对304不锈钢薄壁管进行焊接,研究了背面保护剂对焊缝外观及接头耐蚀性能的影响。结果表明,在不充氩的情况下,使用不锈钢背面保护剂可以对304不锈钢tig焊缝的背面进行有效保护,焊缝背面不氧化,呈现银白色金属光泽,焊缝余高适中,表面光洁,成形良好,焊接接头耐氯离子腐蚀的性能增强。
背面不充氩的不锈钢药芯焊丝ER308L-T的研制 背面不充氩的不锈钢药芯焊丝ER308L-T的研制
格式:pdf
大小:427KB
页数:3P
4.7
在酸性渣系的基础上,通过添加少量氧化物,调整熔渣的流动性,并加入微量的强脱氧剂,以增强背面焊缝的保护,研制成功一种背面不充氩的不锈钢打底单面焊双面成形专用药芯焊丝。
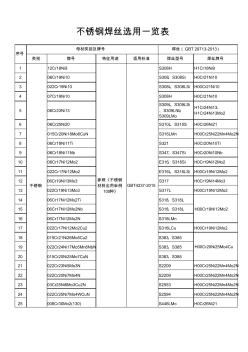
不锈钢焊丝选用一览表-不锈钢焊丝选用对照表
格式:pdf
大小:48KB
页数:2P
4.6
类别牌号特征用途适用标准焊丝型号焊丝牌号 112cr18ni9s308hh1cr18ni9 206cr19ni10s308、s308sih0cr21ni10 3022cr19ni10s308l、s308lsih00cr21ni10 407cr19ni10s308hh0cr21ni10 506cr23ni13 s309l、s309lsi 、s309lnb、 s309lmo h1cr24ni13、 h1cr24ni13mo2 606cr25ni20s310l、s310sh0cr26ni21 7015cr20ni18mo6cuns316lmnh00cr25ni22mn4mo2n 806cr18ni11tis321h0cr20ni10ti 906cr18ni11nbs347、s347sih0cr20ni10nb 1006cr17ni12

不锈钢焊丝焊条的选用 (2)
格式:pdf
大小:18KB
页数:1P
4.7
尿素与合成装置管材、焊条和焊丝一览表 *注:当a3336管材用于温度低于-35℃时不可用 e8016-c3,e8018-c3焊条 管材材质国际牌号国内牌号焊丝 304e308-15,16a102,a107er308 304le308l-15,16a002er308l 304he308h-15,16er308h 316e316-15,16a202,a207er316 316le316l-15,16a022er316l 321e347-15,16a132,a137er347 347e347-15,16er347 a335p11 a691-1.25cr e8015-b2,e8016-b2, e8018-b2,e8015-b2l, e8018-b2l er80s-b2, er80s-b2l api5lb, a106,
日本TGF系列背面自保护不锈钢TIG焊丝及其使用相关
文辑推荐
知识推荐
百科推荐


职位:市政规划师
擅长专业:土建 安装 装饰 市政 园林


