

一则起重机主梁工字钢磨损及焊接变形的检验案列分析
格式:pdf
大小:264KB
页数:2P
人气 :68
 4.4
4.4
本文主要对检验中发现的起重机主梁工字钢焊接变形现象进行了描述,根据GB 6067.1-2010《起重机械安全规程第1部分:总则》相关条款进行了报废判定,并对该起重机主梁工字钢下翼缘外缘磨损、焊接修复后变形原因进行了深入分析,分析了检验中如何把握起重机主要金属构件磨损、焊接修复风险,并提出了防范措施。




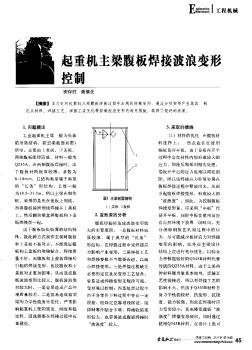
桥式起重机主梁制造焊接变形及控制
桥式起重机主梁的制造是整机金属结构制造的重中之重,关系着起重机的整体强度是否符合要求,但是由于焊接施工本身的诸多因素,主梁的焊接变形是在所难免,主要会产生六种变形,严重影响制造质量。然而在实际生产中通过设计和工艺控制能够减小变形,保证主梁的焊接质量。
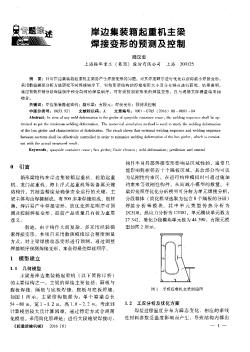
岸边集装箱起重机主梁焊接变形的预测及控制
针对岸边集装箱起重机主梁易产生焊接变形的问题,对其焊接顺序进行优化以获得最小焊接变形。采用数值模拟分析方法研究不同焊接顺序下,对箱形梁结构的焊接变形大小及分布特点进行研究。结果表明,通过有效控制分段焊接顺序和分段间的焊接顺序,可有效控制箱形梁的焊接变形,且与现场实际测量结果相吻合。
编辑推荐下载

桥式起重机主梁焊接变形的控制技术
格式:pdf
大小:110KB
页数:3P
4.6
介绍了桥式起重机主梁焊接变形的控制技术,对箱形主梁焊接变形的分析,组装焊接顺序及工艺参数等做了详细的叙述。选择合理的组焊顺序和工艺参数,例如采取预制上拱度、支点位置切换、减小腹板与隔板的角变形等措施,是控制主梁焊接变形的有效方法。

桥式起重机主梁焊接变形的控制技术
格式:pdf
大小:181KB
页数:2P
4.6
介绍了桥式起重机主梁焊接变形的控制技术,对箱形主梁焊接变形的分析,组装焊接顺序及工艺参数等做了详细的叙述。选择合理的组焊顺序和工艺参数,例如采取预制上拱度、支点位置切换、减小腹板与隔板的角变形等措施,是控制主梁焊接变形的有效方法。
起重机主梁工字钢磨损及焊接变形的检验案列分析热门文档
起重机主梁腹板焊接波浪变形控制
格式:pdf
大小:407KB
页数:2P
4.7
本文针对起重机主梁腹板焊接过程中出现的焊接变形,通过分析变形产生原因,制定从材料、焊接工艺、焊接工装优化等控制波浪变形的相关措施,取得了较好的效果。
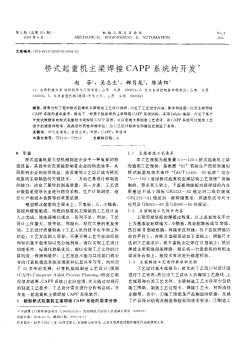
桥式起重机主梁焊接CAPP系统的开发
格式:pdf
大小:355KB
页数:4P
4.6
简要分析了箱型桥式起重机主梁制造工艺设计现状,讨论了工艺设计内容、要求和流程,以及主梁焊接capp系统的基本要求,提出了一种基于数据库的主梁焊接capp系统结构。采用delphi编程,开发了基于开放式数据库的桥式起重机主梁焊接capp系统,可以完成主梁制造工艺设计。该capp系统可以加快工艺设计的速度和效率,提高设计质量和继承性,为工艺设计标准化和最优化创造了条件。

门式起重机主梁的焊接工艺研究
格式:pdf
大小:196KB
页数:2P
4.8
门式起重机的制造中,主梁的焊接至关重要。文章通过对主梁主材q235b钢的材料化学分析、焊接要求分析后,初步确定焊接方法和焊接材料,制定了焊接工艺评定方案,按焊接工艺评定要求进行力学试验,根据试验结果制定了详细的焊接加工工艺并制作样品进行承载试验,试验结果证明焊接工艺可行。
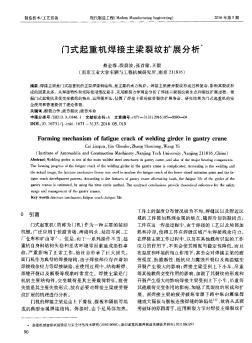
门式起重机焊接主梁裂纹扩展分析
格式:pdf
大小:293KB
页数:4P
4.8
焊接主梁是门式起重机的主要焊接钢结构,是主要的承力构件。焊接主梁疲劳裂纹形成过程复杂,影响其裂纹形成的因素众多。从焊接特性和实际使用情况着手,采用断裂力学理论分析了焊接主梁裂纹萌生点和裂纹扩展过程。根据门式起重机承受交变载荷的特点,运用循环法,估算了焊接主梁的疲劳裂纹扩展寿命。研究结果为门式起重机的安全使用和管理提供了理论依据。

铸造起重机主梁焊接工艺实践
格式:pdf
大小:265KB
页数:2P
4.5
介绍了铸造起重机的主梁结构以及影响制造质量的因素。通过严格控制焊接件的焊接工艺及制造精度,选择适当的接头坡口形式、合理的焊接工艺过程,可使产品达到设计要求。
起重机主梁工字钢磨损及焊接变形的检验案列分析精华文档
450t桥式起重机主梁焊接
格式:pdf
大小:359KB
页数:3P
4.3
介绍与奥地利合作生产制造的450t桥式起重机偏轨箱形梁重要焊缝的工艺改进及质量控制。在生产制造过程中,根据实际情况采取了重要的工艺措施,确保了主要焊缝达到设计要求
 桥式起重机主梁下挠变形的分析与修复
桥式起重机主梁下挠变形的分析与修复 桥式起重机主梁下挠变形的分析与修复
格式:pdf
大小:105KB
页数:4P
4.5
文章介绍了桥式起重机主梁挠度的概念和应修标准,通过测量分析主梁下挠产生的原因,并对主梁强度进行计算,讲述了主梁下挠后实际生产中的修复原理,对预计修复后的主梁进行强度测算,提出挠度修复的具体措施。
一起起重机主梁腹板波浪变形故障的分析 一起起重机主梁腹板波浪变形故障的分析
格式:pdf
大小:399KB
页数:2P
4.4
本文对一起桥式起重机箱型主梁腹板的波浪变形故障进行了现场查勘与使用情况调查,从起重机的选用、使用、维修等方面对起重机主梁腹板波浪变形故障产生的具体原因进行分析,提出对该设备的处置意见,并分析总结出同类起重机主粱腹板波浪变形等金属机构故障的预防措施。
门式起重机主梁铆焊工艺改进
格式:pdf
大小:316KB
页数:4P
4.3
主要分析了jlq45t-45m轨道式重箱门式起重机主梁的制作工艺特点、工艺过程、关键技术及制作步骤。提出了主梁制作工艺中需要改进和注意的细节,解决了制作成型后出现的一些质量问题,为今后门式起重机主梁制作和检验提供借鉴。
75吨起重机主梁接长技术总结
格式:pdf
大小:258KB
页数:9P
4.4
. . 75/20t桥式起重机主梁接长技术总结 为适应制造300mw大型锅炉钢结构的生产需要,1990年我厂建成一座设置两台 跨距l=25m,起重量q=75/20t的桥式起重机的重型车间。若购置一台新的 l=25m、q=75/20t桥式起重机,约需资金55万元,且交货日期无法满足生产需 要。通过信息渠道,用20万元资金购进一台闲置l0年之久的l=22.5m,q=75 /20t桥式起重机。由于该机跨距不能满足重型车间要求,需对该机主梁进行 接长加固改造。 在没有可靠的理论根据和施工经验的情一下,一般不允许随便加大大型起重设 备的跨距。因为主梁接长后,在保持原起重能力下,会增大跨中弯矩和变形值, 如施工质量不好,也可能使该机报废。根据我厂有制作桥式起重机的实践经验, 同时为满足300mw锅炉钢结构的制作任务,决定对该机主梁进行接长,但必须 满足下述条件:
起重机主梁工字钢磨损及焊接变形的检验案列分析最新文档
10/3.2、20/5桥式起重机主梁组对焊接方案
格式:pdf
大小:67KB
页数:1P
4.7
第34卷2006年第05期 123 经 验 mining&processingequipment 来的不是电机绕组与外壳之间的绝缘电阻r,而是它们的总 阻抗z。 但是无论采用兆欧表进行测量,还是采用“伏—安”法 进行测量,所得电机绝缘电阻都是常温下的值,然而有关规 程手册中规定低压电机的最低绝缘电阻为0.5mω是指在75 ℃时的值,因此,必须把常温下的电阻换算成75℃时的值, 才能确定为电机在标准温度下的绝缘电阻值,也才能与规定 要求的电阻比较,其换算公式为 10 7575 2 t rt r−=(mω) 式中t——检测时的环境温度,℃ rt——环境温度t℃时检测的绝缘电阻,mω r75——换自成75℃时的绝缘电阻,mω 例如我们在20℃时测量某电机的绝缘电
用价值工程选择CO_2焊焊接起重机主梁 用价值工程选择CO_2焊焊接起重机主梁
格式:pdf
大小:281KB
页数:2P
4.5
采用价值工程分析评价了co_2焊焊接起重机主梁的可行性。co_2焊接的主梁功能不变,成本降低,且满足设计要求,提高了生产效率和经济效益。
钢结构中工字钢焊接变形控制 钢结构中工字钢焊接变形控制
格式:pdf
大小:75KB
页数:未知
4.5
本文针对工字梁主要的焊接变形特点,提出了在焊接准备、焊接参数选择、焊接顺序选择、焊接实施过程中控制变形的一些措施。

双梁桥式起重机主梁焊接工艺
格式:pdf
大小:97KB
页数:2P
4.6
箱型主梁的焊接工艺是保证起重机桥架质量的重要因素,介绍了双梁桥式起重机主梁制作工艺。采用4次函数曲线确定主梁起拱的程度,翼板和腹板对接过程中采用陶瓷衬垫实现焊缝单面焊双面成形,并在焊后利用火焰矫正,达到控制双梁桥式起重机主梁焊接变形的目的。所生产的6台28.5m双梁桥式起重机主梁的外形尺寸、起拱和焊接质量均符合设计要求。
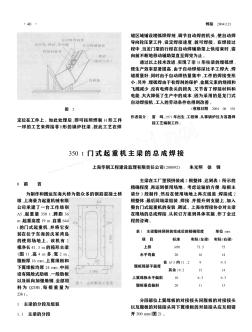
350t门式起重机主梁的总成焊接
格式:pdf
大小:206KB
页数:3P
4.7
图 2 定位在工件上。如此处理后,即可按照焊制h形工件 一样的工艺来焊接非h形的锅炉柱梁。按此工艺在焊 缝区域铺设埋弧焊焊剂,调节自动焊的机头,使自动焊 导向轮压紧工件,设定焊接速度,就可焊接。在焊接过 程中,当龙门架的行程在自动焊辅助架上快结束时,需 向前不断地移动辅助架直至焊完为止。 通过以上技术改进,实现了非h形柱梁的埋弧焊, 使生产效率显著提高,由于自动焊熔深比手工焊大,焊 缝质量好;同时由于自动焊热量集中,工件的焊接变形 小;另外,埋弧焊由于有焊剂的保护,金属元素的烧损和 飞溅减少,没有电焊条头的损失,又节省了焊接材料和 电能,大大降低了生产中的成本;因为采用的是龙门式 自动焊接机,工人的劳动条件也得到改善。 (收稿日期 2004 06 10) 作者简介: 雷 鸣,1971年出生,工程师,从事锅炉压力容器焊
箱型桥式起重机主梁焊接CAPP系统的开发
格式:pdf
大小:279KB
页数:4P
4.7
分析了箱型桥式起重机主梁制造工艺设计现状,讨论了工艺设计内容、要求和流程,以及主梁焊接capp系统的基本要求,提出一种基于数据库的主梁焊接capp系统结构。采用delphi编程,开发了基于开放式数据库的桥式起重机主梁焊接capp系统,可以完成主梁制造工艺设计。该capp系统可以加快工艺设计速度和效率、提高设计质量和继承性,为工艺设计标准化和最优化创造了条件。
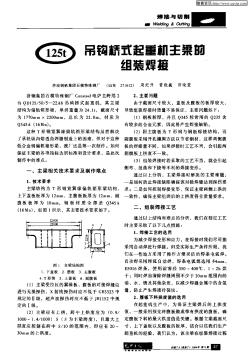
125t吊钩桥式起重机主梁的组装焊接
格式:pdf
大小:85KB
页数:2P
4.6
济钢集团石横特殊钢厂consteel电炉主跨用2台qd125/50/5--22a6吊钩桥式起重机,其主梁结构为偏轨箱形梁,单件重量为24.1t,截面尺寸为1770mm×2200mm、总长为22.8m,材质为q345a(16mn)。
桥式起重机主梁的焊接工艺设计 (2)
格式:pdf
大小:8KB
页数:4P
4.7
桥式起重机主梁的焊接工艺设计 一架桥式起重机的制造任务为单梁龙门吊,跨距22m,起吊质量 为5t。在不具备大型吊装设备的情况下,采用边装配边组焊的装焊 顺序,有效控制焊接变形,解决了箱形主梁难以翻转的问题,成功完 成了箱形主梁的焊接,保证了技术要求。箱形主梁全长36m,外形尺 寸:36000mm~l25mm~l500mm.由q235钢板焊接而成。主梁的腹板及 翼板的对接焊缝是i类焊缝,主梁与腹板的组合焊缝是ⅱ类焊缝;梁 的上拱度为22mm,旁弯≤8mm,扭曲≤3mm。 1分析 箱形主梁的焊缝质量和尺寸精度要求高.截面尺寸大、刚性大。 在焊接过程中,由于受现场起重条件的限制,无法对箱形主梁反复翻 转,只能利用合理的装配及焊接顺序进行变形控制。焊后一旦发生变 形则无法矫正,因此,箱形主梁的制造关键就是如何在制造过程中控 制好焊接变形。桥式起重机的主梁要求在垂直
桥式起重机主梁的焊接工艺设计
格式:pdf
大小:8KB
页数:4P
4.6
桥式起重机主梁的焊接工艺设计 一架桥式起重机的制造任务为单梁龙门吊,跨距22m,起吊质量 为5t。在不具备大型吊装设备的情况下,采用边装配边组焊的装焊 顺序,有效控制焊接变形,解决了箱形主梁难以翻转的问题,成功完 成了箱形主梁的焊接,保证了技术要求。箱形主梁全长36m,外形尺 寸:36000mm~l25mm~l500mm.由q235钢板焊接而成。主梁的腹板及 翼板的对接焊缝是i类焊缝,主梁与腹板的组合焊缝是ⅱ类焊缝;梁 的上拱度为22mm,旁弯≤8mm,扭曲≤3mm。 1分析 箱形主梁的焊缝质量和尺寸精度要求高.截面尺寸大、刚性大。 在焊接过程中,由于受现场起重条件的限制,无法对箱形主梁反复翻 转,只能利用合理的装配及焊接顺序进行变形控制。焊后一旦发生变 形则无法矫正,因此,箱形主梁的制造关键就是如何在制造过程中控 制好焊接变形。桥式起重机的主梁要求在垂直
铝电解起重机主梁焊接组立专用工装设计
格式:pdf
大小:198KB
页数:3P
4.3
经过多年的实践摸索和现场组立焊接经验的积累,研发设计了一套用于主梁焊接组立使用的新型专用工装,该专用工装解决了以往主梁生产效率低、尺寸精度质量差、安全性差、劳动强度大的落后生产方式,满足主梁拱度、主梁扭曲值、主梁腹板垂直度、主梁水平旁弯值等工艺要求,为铝电解多功能起重机主梁生产提供了质量保障.
起重机主梁工字钢磨损及焊接变形的检验案列分析相关
文辑推荐
知识推荐
百科推荐


职位:工程劳务员(预算员)
擅长专业:土建 安装 装饰 市政 园林


