

全牙形螺纹刀片加工预留电镀余量螺纹
格式:pdf
大小:141KB
页数:3P
人气 :85
 4.7
4.7
普通标准螺纹在牙顶部和根部削平1/8P,牙形的顶部用外圆刀成形,牙形斜面处依靠普通的螺纹刀保证。全牙形螺纹的包括大中小径在内的全部牙形均依靠全牙形螺纹刀直接成形,仅在螺纹顶部两



 废旧螺纹刀片的再利用
废旧螺纹刀片的再利用 废旧螺纹刀片的再利用
随着数控加工这种高效率的生产方式日渐普及,购买数控刀片的成本也在快速增长。如何在提高生产效率的同时降低加工成本便成了一个非常重要的问题。以生产过程中对废旧螺纹刀片再利用为例,总结在刀具成本控制上的一点经验,希望能起到抛砖引玉的作用。
用35°外圆精车刀片加工梯形螺纹 用35°外圆精车刀片加工梯形螺纹
图1所示的35°硬质合金外圆精车刀片是一种常见车刀片,通常用在对工件外圆的精加工上。它还有没有别的用法?带着这个疑问,笔者曾在数控车床上尝试过用它来进行梯形螺纹的粗加工。
编辑推荐下载
NPT螺纹PT螺纹G螺纹和公制螺纹的区别
格式:pdf
大小:26KB
页数:2P
4.4
ps1/16-286.56.6326.49pt1/16-286.16.26.2446.384 ps1/8-288.58.6378.495pt1/8-288.18.28.2498.388 ps1/4-1911.411.54911.341pt1/4-1910.71110.96211.174 ps3/8-191515.05414.846pt3/8-1914.214.514.44814.658 ps1/2-1418.518.77318.489pt1/2-1417.61817.97918.263 ps3/4-142424.25923.975pt3/4-142323.523.37823.663 ps1-1130.230.47130.111pt1-112929.529
螺纹电镀前尺寸精度的控制 螺纹电镀前尺寸精度的控制
格式:pdf
大小:443KB
页数:3P
4.5
螺纹作为最重要的机械紧固件,其表面大多采用电镀层来进行防腐和装饰,而镀锌是最为普遍的电镀方式,控制好螺纹电镀前的尺寸是镀后尺寸合格的根本保证,也是许多螺纹加工企业的一大难题。本文就多年来螺纹产品电镀前尺寸精度控制的方法加以归纳和总结。
全牙形螺纹刀片加工预留电镀余量螺纹热门文档

 普通螺纹牙侧角误差对螺纹结合互换性的影响
普通螺纹牙侧角误差对螺纹结合互换性的影响 普通螺纹牙侧角误差对螺纹结合互换性的影响
格式:pdf
大小:393KB
页数:3P
4.5
介绍了与普通螺纹有关的基本术语,针对螺纹牙型半角误差常被作为衡量螺纹牙型角度误差对其互换性的影响参数的实际状况,提出牙侧角误差(非牙型半角误差)才是真正影响螺纹的作用中径从而影响螺纹结合互换性的参数,并从理论上进行了分析与推导
全牙形螺纹刀片加工预留电镀余量螺纹精华文档

螺纹的标准及螺纹应用
格式:pdf
大小:39KB
页数:2P
4.6
螺纹的标准及螺纹应用 螺纹的标准及螺纹应用 npt、z锥管螺纹bsp、r、r1、rc,zg、rt、pt、bspt锥管螺纹 螺纹尺 寸 (英 寸) 螺纹牙 数 基面上的螺纹直径 牙型 角 螺纹尺 寸 (英 寸) 螺纹 牙数 基面上的螺纹直径 牙型 角大径中径小径大径中径小径 1/16277.8947.1426.398 600 1/16287.7237.1426.561 550 1/82710.2429.4898.7371/8289.7289.1478.566 1/41813.61612.48711.3581/41913.15712.30111.445 3/81817.05515.92614.7973/81916.66215.80614.950 1/21421.22419.772
镀前螺纹紧固件用螺纹量规的设计 镀前螺纹紧固件用螺纹量规的设计
格式:pdf
大小:104KB
页数:3P
4.6
分析了镀前、镀后螺纹工件尺寸的变化,不同镀层厚度对镀前尺寸的影响也不同,相应地检测镀前工件用螺纹量规也需分别设计。
螺纹牙形对特殊螺纹接头弯曲性能的影响 螺纹牙形对特殊螺纹接头弯曲性能的影响
格式:pdf
大小:357KB
页数:4P
4.7
为分析特殊螺纹接头弯曲性能,采用有限元方法,对比正角度螺纹、负角度螺纹和齿侧过盈螺纹3种牙形对特殊螺纹接头密封面上密封性能的影响。有限元分析结果表明,负角度螺纹可以提高拉伸性能,而齿侧过盈螺纹有利于提高压缩性能。综合来看,齿侧过盈螺纹有利于弯曲性能。这些结果可为抗弯曲特殊螺纹接头设计提供参考。
公制外螺纹粗牙
格式:pdf
大小:23KB
页数:1P
4.3
公制外螺纹(粗牙) 公称直径× 螺距 大径中径小径螺胚直径 最大最小最大最小最大最小最大 m3×0.52.9802.8742.6552.5802.4392.602.63 m4×0.73.9783.8383.5233.4333.2203.473.50 m5×0.84.9764.8264.4564.3614.1104.404.43 m6×15.9745.7945.3245.2124.8915.265.29 m8×1.257.9727.7607.1607.0426.6197.107.14 m10×1.59.9689.7328.9948.8628.3448.928.96 m12×1.7511.96611.70110.82910.67910.07210.7510.79 m
公制外螺纹表(粗牙)
格式:pdf
大小:11KB
页数:1P
4.7
公制外螺纹(6g)常用规格极限尺寸表(粗牙) 公称直径×螺距精度大径中径小径螺胚直 径 最大最小最大最小最大最小最大 m3×0.56g2.9802.8742.6552.5802.4392.602.63 m4×0.73.9783.8383.5233.4333.2203.473.50 m5×0.84.9764.8264.4564.3614.1104.404.43 m6×15.9745.7945.3245.2124.8915.265.29 m8×1.257.9727.7607.1607.0426.6197.107.14 m10×1.59.9689.7328.9948.8628.3448.928.96 m12×1.7511.96611.70110.82910.679
全牙形螺纹刀片加工预留电镀余量螺纹最新文档
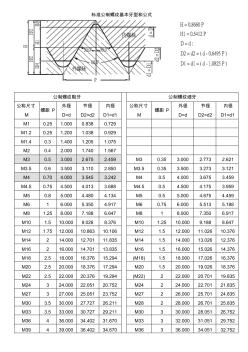
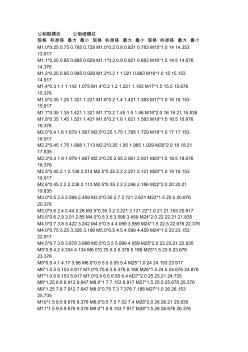
公制螺纹基本牙型和公式
格式:pdf
大小:239KB
页数:2P
4.4
标准公制螺纹基本牙型和公式 公制螺纹粗牙公制螺纹细牙 公称尺寸 m 螺距p 外径 d=d 节径 d2=d2 内径 d1=d1 公称尺寸 m 螺距p 外径 d=d 节径 d2=d2 内径 d1=d1 m10.251.0000.8380.729 m1.20.251.2001.0380.929 m1.40.31.4001.2051.075 m20.42.0001.7401.567 m30.53.0002.6752.459m30.353.0002.7732.621 m3.50.63.5003.1102.850m3.50.353.5003.2733.121 m40.704.0003.5453.242m40.54.0003.6753.459 m4.50.754.5004.
大螺距梯形内螺纹的加工 大螺距梯形内螺纹的加工
格式:pdf
大小:494KB
页数:2P
4.6
在数控车床上加工螺纹并不是非常困难的事情,对于每一个专业技工来说都可以把此项加工做的很好,但是大螺距梯形内螺纹的加工就很困难,原因主要是工艺上的难以把握。在原来的方法基础上做部分的改进,使得大螺距梯形内螺纹的加工从理论上降低难度。
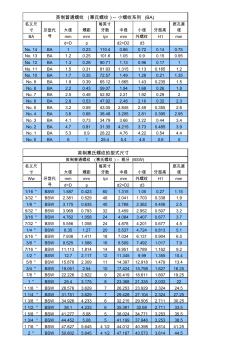
英制螺纹、管牙螺纹规格、牙型对照表
格式:pdf
大小:111KB
页数:4P
4.8
名义尺 寸大径螺距 每英寸 牙数中径小径牙型高 底孔直 径 bammmmtpimm外螺纹h1mm d=dpd2=d2d3 no.14ba10.23110.40.860.720.140.75 no.13ba1.20.25101.61.050.90.150.95 no.12ba1.30.2890.711.130.960.171 no.11ba1.50.3181.931.3151.130.1851.2 no.10ba1.70.3572.571.491.280.211.35 no.9ba1.90.3965.121.6651.430.2351.5 no.8ba2.20.4359.071.941.680.261.8 no.7ba2.50.4
用调整螺纹加工起点的方法修调螺纹 用调整螺纹加工起点的方法修调螺纹
格式:pdf
大小:833KB
页数:1P
4.5
在很多情况下,螺纹因为种种原因需要修调。例如,加工螺纹的过程中,螺纹加工因刀尖崩裂、刀具切削性能下降等原因未完成加工。又如,螺纹使用过程中,螺纹表面生锈或者变形,如果拆开,再安装时就比较困难,需重新修调,再进行安装。另外,成批生产的

公制粗牙螺纹的螺栓,螺母
格式:pdf
大小:242KB
页数:10P
4.3
公制粗牙螺纹的螺栓,螺母(mm) 公称直径螺距 外螺纹(粗)螺杆头螺母 内径小径cbhh1h2 m10.250.770.729 m1.20.250.97 m1.60.351.31.2211.3 m20.41.651.5671.61.2 m2.50.452.112.0132 m30.52.572.4596.45.522.41.8 m40.73.363.2428.172.83.22.4 m50.84.264.1349.283.54.73.2 m615.084.91711.51045.23.6 m81.256.856.64715135.56.85 m101.58.548.17619.617(16) 19(18) 78.46 m121.751
普通螺纹
格式:pdf
大小:1.1MB
页数:9P
4.6
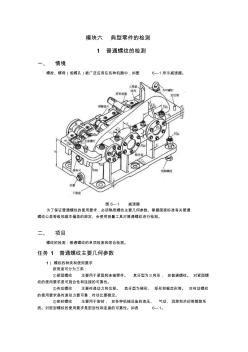
模块六典型零件的检测 1普通螺纹的检测 一、情境 螺栓、螺母(或螺孔)被广泛应用在各种机器中,如图6—1所示减速器。 图6—1减速器 为了保证普通螺纹的使用要求,必须熟悉螺纹主要几何参数、掌握国家标准有关普通 螺纹公差等级和基本偏差的规定、会使用测量工具对普通螺纹进行检测。 二、项目 螺纹的检测:普通螺纹的单项检测和综合检测。 任务1普通螺纹主要几何参数 1)螺纹的种类和使用要求 按用途可分为三类: ①紧固螺纹主要用于紧固和连接零件。其牙型为三角形,如普通螺纹。对紧固螺 纹的使用要求是可旋合性和连接的可靠性。 ②传动螺纹主要传递动力和位移。其牙型为梯形、矩形和锯齿形等。对传动螺纹 的使用要求是传递动力要可靠,传动比要稳定。 ③密封螺纹主要用于密封,如各种机械设备的液压、气动、润滑和冷却等管路系 统。对密封螺纹的使用要求是密封性和连接的可靠性。如表
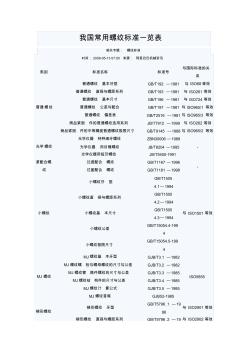
螺纹国标
格式:pdf
大小:29KB
页数:2P
4.8
我国常用螺纹标准一览表 相关专题:螺纹标准 时间:2009-05-1307:00来源:阿里巴巴机械资讯 类别标准名称标准号 与国际标准的关 系 普通螺纹 普通螺纹基本牙型gb/t192—1981与iso68等效 普通螺纹直径与螺距系列gb/t193—1981与iso261等效 普通螺纹基本尺寸gb/t196—1981与iso724等效 普通螺纹公差与配合gb/t197—1981与iso965/1等效 普通螺纹偏差表gb/t2516—1981与iso965/3等效 商品紧固件的普通螺纹选用系列jb/t7912—1999与iso262等效 商品紧固件的中等精度普通螺纹极限尺寸gb/t9145—1988与iso965/2等效 光学螺纹 光学仪器特种细牙螺纹zbn30006—1988 -光学仪
螺纹手册
格式:pdf
大小:8KB
页数:4P
4.3
公制粗螺纹公制细螺纹 规格标准径最大最小规格标准径最大最小规格标准径最大最小 m1.0*0.250.750.7850.729m1.0*0.20.80.8210.783m15*1.01414.353 13.917 m1.1*0.250.850.8850.829m1.1*0.20.90.9210.883m16*1.514.514.676 14.376 m1.2*0.250.950.9850.929m1.2*0.211.0210.983m16*1.01515.153 14.917 m1.4*0.31.11.1421.075m1.4*0.21.21.2211.183m17*1.515.515.676 15.376 m1.6*0.351.251.3211.221m1.6*0
全牙形螺纹刀片加工预留电镀余量螺纹相关
文辑推荐
知识推荐
百科推荐


职位:二级结构工程师
擅长专业:土建 安装 装饰 市政 园林


