




 切削锥角对螺纹梳刀强度的影响
切削锥角对螺纹梳刀强度的影响 切削锥角对螺纹梳刀强度的影响
螺纹梳刀是一种多刀多齿同时加工螺纹的刀具,其加工螺纹的最大优势在于高效率,并且能保证工件的受力平衡。利用刀具受力模型,在ansys中对梳刀进行了有限元模拟,研究了切削锥角对螺纹梳刀强度的影响,结果表明:在不考虑其他因素的情况下,螺纹梳刀应力值最大点出现在第一或第二个刀齿的刀尖处,随着切削锥角的增大,梳刀的应力增大。分析结果可为螺纹梳刀的设计提供理论依据。
编辑推荐下载

木螺钉的螺纹及其末端
格式:pdf
大小:16KB
页数:1P
 4.5
4.5
首页留言 紧固件500 强 繁體版 螺丝大卖场螺丝商学院螺丝大黄页会员中心资讯中心 我 地 办 公 室 | 求 购 | 代理 合作 | 库存 在线 | 诚信易 活动 | 螺丝大 讲堂 | 课件 下载 | 螺丝 早报 | 供应商 访谈 | 网站 建设 | 展会 资讯| | 供 应| 样品 信息| 标准 查询| 诚信易 服务| 学院阅 览室|| 技术 资料| 螺丝网 广告| 产业 大全| 人才 市场| 标准搜索: 采购din7998-75产品对din7998-75有疑问申请成为din7998-75赞助商 木螺钉地螺纹及其末端din7998-75 标准描述机械图及尺寸 采购din7998-75产品对din7998-75有疑问申请成为din7998-75赞助商 关于我们|网站动态|版权声明|了解诚信易
切削螺纹螺钉热门文档

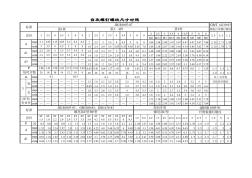
自攻螺钉螺纹对照表
格式:pdf
大小:118KB
页数:5P
4.7
tappingscrewthreadsizecontrol 自攻螺钉螺纹尺寸对照 标准jisb1007-87 第一种北京齐正恒悦提供 直径33.544.5568 d max3.13.654.154.655.26.28.2 min33.544.5568 d1 max2.22.633.33.74.56 min2.12.52.93.23.54.35.8 d3 max——————— min——————— p1.061.411.591.812.122.542.82 每吋牙数2418161412109 mmax0.10.15 y 短 max——————— min——————— 长 max————
自攻螺钉用螺纹牙型及圆滚模设计探讨 自攻螺钉用螺纹牙型及圆滚模设计探讨
格式:pdf
大小:499KB
页数:4P
4.6
本文针对自攻螺钉用螺纹无螺纹中径参数因而圆滚模较难设计的问题提出自攻螺钉用螺纹牙型及参数数值,并通过圆滚模设计实例介绍了运用牙型参数设计自攻螺钉圆滚模的计算方法。
 化肥高压阀门二级精度螺纹切削加工的试验研究
化肥高压阀门二级精度螺纹切削加工的试验研究 化肥高压阀门二级精度螺纹切削加工的试验研究
格式:pdf
大小:425KB
页数:2P
4.5
高、中压阀门在化肥设备中占着很大的数量和重要地位。本文详细介绍了上海良工阀门厂和上海市机械综合研究所在最近几年对二级精度螺纹的加工方法所进行的试验研究,并初步作出如下结论:(1)加工二级精度螺纹的机床,其精度要求不必过于苛求(文内附有这次试验的两台车床的精度数据)。(2)影响螺纹精度的主要因素是机床传动链精度及工艺装备误差:1.在机床精度一定时,原良工阀门厂加工二级精度螺纹时所用的主轴传动链简化机构附加装置,可以不用。
圆球及梯形螺纹旋风切削加工工艺实践 圆球及梯形螺纹旋风切削加工工艺实践
格式:pdf
大小:167KB
页数:2P
4.5
不锈钢圆球(通孔)、梯形螺纹丝攻,存在难车削及生产效率低等生产难题。作者进行了工艺改革尝试,采用旋风切削加工,主要是在普通车床上安装专用旋风切削装置,分别针对加工件专用切削刀具的探究与实践,实现了批量的快速加工,从而明显提高了产品质量和加工效率,进而赢得了较好的加工效果和经济效益。
切削螺纹螺钉精华文档
不锈钢材质梯形内螺纹的切削加工 不锈钢材质梯形内螺纹的切削加工
格式:pdf
大小:107KB
页数:3P
4.5
介绍不锈钢材质梯形内螺纹加工时刀具及切削参数的选择重点,通过实例对自磨车刀和成型刀片两种加工方法进行对比分析说明,最后简要介绍梯形内螺纹的常用检测方法。
不锈钢工件小径内螺纹的切削—挤压组合加工 不锈钢工件小径内螺纹的切削—挤压组合加工
格式:pdf
大小:213KB
页数:2P
4.6
介绍了采用切削—挤压组合工艺加工不锈钢工件小径内螺纹的方法,优选了工艺参数以及切削丝锥和挤压丝锥的加工余量分配。
数控车床螺纹切削三种方法分析与应用 数控车床螺纹切削三种方法分析与应用
格式:pdf
大小:137KB
页数:未知
4.4
华中数控车床有三种螺纹加工指令,本文对三种指令的格式,参数含义,三种螺纹加工编程举例,精简程度进行进行比较,希望能与广大数控车编程人员进行经验交流。
不锈钢工件小径内螺纹的切削一挤压组合加工 不锈钢工件小径内螺纹的切削一挤压组合加工
格式:pdf
大小:78KB
页数:未知
4.7
介绍了采用切削-挤压组合工艺加工不锈钢工件小径内螺纹的方法,优选了工艺参数以及切削丝锥和挤压丝锥的加工余量分配。
切削螺纹螺钉最新文档
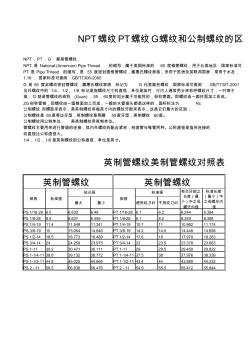
NPT螺纹PT螺纹G螺纹和公制螺纹的区别
格式:pdf
大小:26KB
页数:2P
4.4
ps1/16-286.56.6326.49pt1/16-286.16.26.2446.384 ps1/8-288.58.6378.495pt1/8-288.18.28.2498.388 ps1/4-1911.411.54911.341pt1/4-1910.71110.96211.174 ps3/8-191515.05414.846pt3/8-1914.214.514.44814.658 ps1/2-1418.518.77318.489pt1/2-1417.61817.97918.263 ps3/4-142424.25923.975pt3/4-142323.523.37823.663 ps1-1130.230.47130.111pt1-112929.529
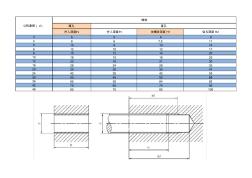
粗牙螺栓、螺钉的拧入深度、攻螺纹深度和钻孔深度
格式:pdf
大小:142KB
页数:2P
4.7
通孔 拧入深度h拧入深度h攻螺纹深度h1钻孔深度h2 6569 867.511 1081014 12101217 15121420 18151825 22182130 28242833 35303547 42354255 50455268 65556482 75657495 857585108 8 6 公称直径(d) 铸铁 盲孔 5 4 3 20 16 12 10 48 42 36 30 24
内锥大螺距螺纹的改进车削加工 内锥大螺距螺纹的改进车削加工
格式:pdf
大小:318KB
页数:3P
4.6
图1所示零件为某型号天线绝缘底座中的焊接法兰底座,该零件的加工难点是内锥大螺距螺纹的车削加工,内锥螺纹螺距p=8mm、螺纹牙深达5.89mm、螺纹表面粗糙度值为ra=1.6μm。在试验件加工时,采用的加工方法是:首先将筒体、法兰

螺钉
格式:pdf
大小:52KB
页数:69P
4.4
十字槽盘头螺钉(摘自gb/t818-2000) 螺纹规格为m1.6~m10、性能等级为4.8、a2-50、a2-70、cu2、cu3和al4级、h型和z型十字槽、产品等级为a级的十字槽盘头螺钉。 标记示例: 螺纹规格d=m5、公称长度l=20mm、性能等级为4.8级、h型十字槽、不经表面处理的a级十字槽盘头螺钉的标记: 螺钉gb/t818m5×20 十字槽沉头螺钉第1部分:钢4.8级(摘自gb/t819.1-2000) 螺纹规格为m1.6~m10、性能等级为4.8级、h型和z型十字槽、产品等级为a的十字槽沉头螺钉。 标记示例: 螺纹规格d=m5、公称长度l=20mm、性能等级为4.8级、h型十字槽、不经表面处理的a级十字槽沉头螺钉的标记: 螺钉gb/t819.1m5×20 十字槽沉头螺钉
粗切精切合而为一 提高效率两倍以上 双刀切削梯形螺纹 粗切精切合而为一 提高效率两倍以上 双刀切削梯形螺纹
格式:pdf
大小:237KB
页数:未知
4.4
在哈尔滨“刃具革新能手表演大会”上出现一种双刀切削梯形螺纹,引起了到会同志很大兴趣。这种刀具是哈尔滨锅炉厂车工沈洪聚同志在加工38合金钢阀体过程中,积极钻研而改进成功的,用来切削梯形螺纹提高效率2倍以上。刀具体的结构如图1所示,头部可以旋转。两把刀具沿垂直方向装好后,借头部的旋转可以转过一个螺旋角;这样在磨刀时就可以不考虑不等的后角。刀具是用锋钢制成的,几何角度如图2所示。上切刀的刀尖宽度比下切刀窄0.2~0.3毫米;
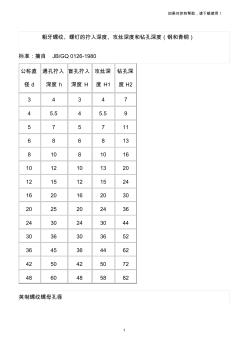
粗牙螺纹螺钉的拧入深度攻丝深度和钻孔深度(钢和青铜)
格式:pdf
大小:51KB
页数:3P
4.7
如果对你有帮助,请下载使用! 1 粗牙螺纹、螺钉的拧入深度、攻丝深度和钻孔深度(钢和青铜) 标准:摘自jb/gq0126-1980 公称直 径d 通孔拧入 深度h 盲孔拧入 深度h 攻丝深 度h1 钻孔深 度h2 34347 45.545.59 575711 686813 81081016 1012101320 1215121524 1620162030 2025202436 2430243044 3036303652 3645364462 4250425072 4860485882 英制螺纹螺母孔径 如果对你有帮助,请下载使用! 2 英制螺 纹 圆拄管 螺纹 螺纹直径 (英寸) 每英寸牙 数 钻头直径(毫
螺钉断钉及钉帽打滑时螺钉的取出方法 螺钉断钉及钉帽打滑时螺钉的取出方法
格式:pdf
大小:304KB
页数:1P
4.6
切开复位钢板螺钉内固定是治疗四肢骨折常用的方法。螺钉时有断钉发生,摄x线片一般能提示断钉,但有时未能发现,术中只能取出一部分,另一部分残留在骨质内;且有时术中大部分螺钉均能取出,有1至数枚螺钉钉帽的内六角打滑,造成
用内螺纹车刀铣削大孔螺纹的方法 用内螺纹车刀铣削大孔螺纹的方法
格式:pdf
大小:198KB
页数:1P
4.5
本文介绍了用内螺纹车刀来代替圆柱螺纹铣刀的方法,很好的解决了圆柱螺纹铣刀的不足之处,只要编程中使用螺旋线循环就可以加工了。文章也介绍了内螺纹车刀加工大孔螺纹的方法及编程程序。
运用宏程序车削梯形螺纹及非标准螺纹的方法 运用宏程序车削梯形螺纹及非标准螺纹的方法
格式:pdf
大小:91KB
页数:2P
4.6
着重介绍了如何运用宏程序、g32指令,通过左右借刀、分层切削的方法实现梯形螺纹及两类非标准螺纹的编程、加工、检测的方法。
切削螺纹螺钉相关
文辑推荐
知识推荐
百科推荐


职位:造价预算工程师
擅长专业:土建 安装 装饰 市政 园林


