

SD 5切丝机进刀机构螺纹防松研究
格式:pdf
大小:356KB
页数:3P
人气 :90
 4.7
4.7
分析了SD 5切丝机进刀机构的传动原理,对产生进刀机构联接螺纹松动的原因进行了分析,提出了采用螺纹紧固胶的方式,有效地解决了进刀机构联接螺纹松动的问题。



 切丝机铜排链清洗机的研制
切丝机铜排链清洗机的研制 切丝机铜排链清洗机的研制
人工清洗切丝机铜排链劳动强度大,清洗时间长,为此设计了切丝机铜排链清洗机。通过热水浸煮、蒸汽喷刷、高压水喷射、毛刷清扫的共同作用实现铜排链的自动清洗,节省了人力,提高了工作效率,清洁效果良好。
钢筋螺纹套丝机半自动进刀机构的设计 钢筋螺纹套丝机半自动进刀机构的设计
建筑带肋螺纹粗钢筋螺纹连接技术是20世纪90年代后期发展起来的技术,因其接头稳定可靠、连接强度高、工艺简单、施工便捷、环保性能好等优点,得以推广应用。螺纹套丝机是该技术的关键设备,在使用过程中发现套丝机的手动进退刀方式劳动强度大,螺纹加工质量不稳定,螺纹牙形经常出现秃牙、牙底宽、乱牙等情形,受操作者的熟练程度、疲劳程度、情绪等主观因素影响很大。为了从根本上克服这个缺点,同时保持原
编辑推荐下载
结构防松—唐氏螺纹防松
格式:pdf
大小:5KB
页数:2P
4.7
结构防松——唐氏螺纹防松 螺纹防松方法有四种。 第一种是摩擦防松,主要依靠增加摩擦力;第二种是机械防松,主要是用销、垫 片、钢丝将螺母卡死;第三种是铆冲防松,主要是将螺纹副铆死和焊死。第四种 是结构防松,即唐氏螺纹防松。 前三种方法是传统防松方法,第四种是新型防松方法,目前还不为大多数人了解。 从我国专利的角度来看,每年我国在螺纹防松问题上都要推出近百项螺纹防松专 利,大家纷纷提出方案,并声称解决了螺纹防松问题。但是,研究仍然在继续, 方案仍然在推出。为什么已经标准化这么多年的产品防松仍然无法解决呢? 因为,传统螺纹防松方式的防松效果非常有限。 第三种方式的使用范围十分有限,很多场合无法使用。 第二种方式的主要问题是其防松方式没有预紧力,即当螺栓松退到防松位置时, 防松方式才能发生效果。因此,这种方式实际上不是防松,而是防脱落。 第一种方式依靠增加摩擦力,而摩擦力的增加是有限度的,
螺纹紧固件预紧与防松的研究 螺纹紧固件预紧与防松的研究
格式:pdf
大小:1.3MB
页数:6P
4.4
在工程机械和其它机械零部件装配件中,采用螺栓连接是最常用的一种紧固结构,如何根据使用工况选取合适的螺栓使被紧固件不松动,确保紧固件正常工作,对螺纹的防松至关重要。通过对螺纹的拧紧和松开时的受力分析推导出螺纹紧固与松开的关系式。提供一种计算方法,确保螺纹紧固件在工作状态中连接可靠。
切丝机进刀机构螺纹防松研究热门文档
 Ⅱ型弹条扣件紧固螺栓新型防松机构技术研究
Ⅱ型弹条扣件紧固螺栓新型防松机构技术研究 Ⅱ型弹条扣件紧固螺栓新型防松机构技术研究
格式:pdf
大小:205KB
页数:2P
4.6
弹条扣件功能是将钢轨与下部结构联结并固定,使轨道形成可靠的整体结构。但是,弹条扣件功能的发挥需要通过紧固螺栓才能实现,因此,紧固螺栓的防松工作就显得十分重要。目前,主要使用的三种防松机构均存在不同程度的不足,为此研究一种防松效果良好、性能稳定的新型机构是十分必要的。简要介绍了防松效果良好、性能稳定的新型防松机构的技术研究过程。

切丝机进刀机构螺纹防松研究精华文档
钢筋直螺纹滚丝机验收表
格式:pdf
大小:32KB
页数:2P
4.3
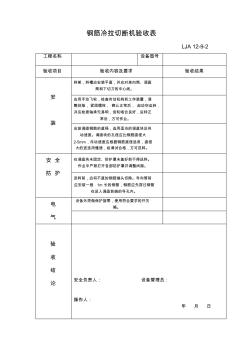
钢筋冷拉切断机验收表 lja12-9-2 工程名称设备型号 验收项目验收内容及要求验收结果 安 装 料架,料槽应安装平直,并应对准向筒、调直 筒和下切刀的中心线。 应用手动飞轮,检查传动机构和工作装置,调 整间隙,紧固螺栓,确认正常后,起动空运转, 并应检查轴承无易响,齿轮啮合良好,运转正 常后,方可作业。 应按调直钢筋的直径,选用适当的调直块及传 动速度。调直块的孔径应比钢筋直径大 2-5mm,传动速度应根据钢筋直径选用,直径 大的宜选用慢速,经调试合格,方可送料。 安全 防护 在调直块未固定、防护罩未盖好前不得送料。 作业中严禁打开各部防护罩并调整间隙。 送料前,应将不直的钢筋端头切除。导向筒前 应安装一根1m长的钢管,钢筋应先穿过钢管 在送入调直前端的导孔内。 电 气 设备外壳做保护接零,使用符合要求的开关 箱。 验 收 结 论 安全负责人:设备管理员: 操作人
钢筋直螺纹滚丝机验收表
格式:pdf
大小:111KB
页数:2P
4.6
页眉内容 页脚内容 钢筋冷拉切断机验收表 lja12-9-2 工程名称设备型号 验收项目验收内容及要求验收结果 安 装 料架,料槽应安装平直,并应对准向筒、调直 筒和下切刀的中心线。 应用手动飞轮,检查传动机构和工作装置,调 整间隙,紧固螺栓,确认正常后,起动空运转, 并应检查轴承无易响,齿轮啮合良好,运转正 常后,方可作业。 应按调直钢筋的直径,选用适当的调直块及传 动速度。调直块的孔径应比钢筋直径大2-5mm, 传动速度应根据钢筋直径选用,直径大的宜选 用慢速,经调试合格,方可送料。 安全 防护 在调直块未固定、防护罩未盖好前不得送料。 作业中严禁打开各部防护罩并调整间隙。 送料前,应将不直的钢筋端头切除。导向筒前 应安装一根1m长的钢管,钢筋应先穿过钢管 在送入调直前端的导孔内。 电 气 设备外壳做保护接零,使用符合要求的开关 箱。 验 收 结 论 安全负责人:
 牙膏盖内螺纹螺旋脱模机构的设计
牙膏盖内螺纹螺旋脱模机构的设计 牙膏盖内螺纹螺旋脱模机构的设计
格式:pdf
大小:595KB
页数:3P
4.6
为实现牙膏盖注塑成型后内螺纹自动脱模,借助注塑机顶出动作,通过安装在推板上的螺母驱动螺杆,将直线运动转变成旋转运动,经由齿轮系传动实现螺纹型芯旋转脱出。较齿轮齿条或蜗轮蜗杆等脱模机构,该机构简单紧凑、运动可靠,且无运动方向改变问题。
切丝机进刀机构螺纹防松研究最新文档

直螺纹滚丝机安全操作规程
格式:pdf
大小:15KB
页数:6P
4.4
直螺纹滚丝机安全操作规程 1、凡从事直螺纹滚丝机进行加工工作人员必须经过技术培训,技能考核合格后方能上岗, 班组成员应相对固定。 2、正式生产前应对设备进行调试和试运行,一切正常后方能开工生产。 3、钢筋下料切口,端面与钢筋轴线垂直,不得有马蹄形或拱曲,端部不直应调直后下料。 4、钢筋丝之前应将钢筋头先行墩粗。 5、墩粗前墩粗机应先回零位,钢筋直插入、顶紧,保证墩粗段钢筋预留长度。 6、不合格的墩粗头,应切去后重新墩粗,不得对墩粗头进行二次墩粗。 7、钢筋墩粗段不得有横向裂纹。 8、钢筋墩粗段螺纹可采用套丝法加工。 9、加工钢筋丝头时,应该用水溶性切削液,当气温低于0℃时应有防冻措施,不得在加切 削液的情况下进行螺纹加工。 10、班前检查,操作工应先空车运行,检查设备状况,机头旋向是否正常,切削液是否充足, 电器开关是否灵敏,各部位螺钉是否紧固,电机及减速机声音是否正常。 11、

钢筋直螺纹滚丝机使用说明书 (2)
格式:pdf
大小:21KB
页数:3P
4.5
钢筋直螺纹滚丝机使用说明书 一.用途 钢筋直螺纹滚丝机。主要用于建筑工程带肋钢滚轧直螺纹丝头,是实现钢筋连接的关键设备。可加工直径12-50mm的 hrb335和hrb400级带肋钢筋。 二.特点 钢筋直螺纹滚丝机,可一次装夹完成从剥肋到滚轧螺纹的加工过程。加工螺纹的牙形饱满,尺寸精度高,机械强度高。 既可加工正扣螺纹,也可加工反扣螺纹。本机操作简单、结构紧凑、工作可靠,具有独特的刀具自动开合机构。 三.结构 gyl-40型钢筋直螺纹滚丝机,由机架、夹紧钳、导轨、滑套、摆线针轮减速机、剥肋滚轧头、进给机构、自动开合 机构、行程限位机构、冷却系统、电器控制箱、控制系统等部分组成。 四.主要技术参数 1.加工钢筋直径范围:φ12-φ50mm 2.主电机功率:4.0kw3.0kw 3.配用电源:三相380v50hz 4.主轴转速:40-62r/min 5.罗纹
QG-1型切丝机砂轮传动部分的改进 QG-1型切丝机砂轮传动部分的改进
格式:pdf
大小:149KB
页数:未知
4.5
qg——1型滚刀切丝机砂轮组件的结构中有一分离锥轮和与其配合的弹力器。采用这一结构的设计思想是:既可以解决随砂轮磨耗其直径变小,而砂轮磨刀的线速度又要基本不变(实际是在大约31~45米/秒间变化);又能在电机固定不动的情况下由升降机构解决随砂轮的磨耗砂轮轴下降(砂轮进给)的需要。经近几年的使用,我们发现:1.宽皮带易断,2.弹力片易裂,3.换件、维修不便。故此,我们试做了如下改动:1.去掉分离锥轮、弹力器等零件;2.将砂轮轴中段的长齿部分(34齿)改为光轴,加键槽、省去轴端的长油孔(175毫米);3.装用宽槽
简易仪表车床套螺纹攻丝机构 简易仪表车床套螺纹攻丝机构
格式:pdf
大小:160KB
页数:未知
4.7
无丝杠传动式仪表车床加工螺纹,一般采用铰板、丝锥(手持或固定)来进行,无法控制长度尺寸及加工精度.我们根据多年仪表车床加工经验,设计了一套简易机构.
浅谈SQ3X型切丝机输送铜排链自动润滑装置 浅谈SQ3X型切丝机输送铜排链自动润滑装置
格式:pdf
大小:533KB
页数:3P
4.5
针对sq3x系列切丝机排链输送机构故障较为频繁,引起设备停机、维修时间较长的问题进行分析,文章采用了自动润滑的改进方法,通过在排链上方设置具有专用润滑油进口的喷头,可实现排链的自润滑,即通过喷头可向排链喷射专用润滑油,不仅可以避免排链生锈,而且具有喷射效率高和润滑效果好的优点。
切丝机进刀机构螺纹防松研究相关
文辑推荐
知识推荐
百科推荐


职位:灯光设计师
擅长专业:土建 安装 装饰 市政 园林


