

全焊接球阀生产中平板对焊试验温度场的计算
格式:pdf
大小:641KB
页数:4P
人气 :78
 4.6
4.6
针对全焊接球阀生产中的温度控制这一关键问题,对平板对焊试验温度场进行了计算,分析了空冷和加紫铜散热条两种情况下的温度场分布后发现:按照所提供的焊接参数和层间温度进行计算,密封圈部位的温度满足设计要求,不需要使用紫铜散热条。



 基于ANSYS的全焊接球阀焊接过程的温度场分析
基于ANSYS的全焊接球阀焊接过程的温度场分析 基于ANSYS的全焊接球阀焊接过程的温度场分析
焊接部件温度场分布对全焊接球阀质量的提高有直接影响。利用ansys软件建立全焊接球阀温度分布模型,并对其焊接过程中的温度场进行了模拟计算,分析焊接过程中全焊接球阀内部温度分布及变化情况。研究结果表明,温度场的模拟与实际测量结果较吻合,可为下一步研究焊接应力场奠定基础,对全焊接球阀焊接工艺和生产工艺具有重要的指导意义。

法兰缩径全焊接球阀
法兰全焊接球阀┃法兰t型手柄球阀┃波昂全焊接法兰球阀 法兰全焊接球阀进口品质国产价格产品质量品牌重量 主要特征: “波昂”全焊接法兰球阀是一种很好节能环保产品,其特点在阀门关断时内部泄漏量可 达到“零泄露”状态,可使能源流失造成的损失降低到最低点。大大提高节能性与热能计量 的精确度。阀门由全焊接的阀体和碳增强特氟隆密封垫组成,可以频繁操作,在有杂质及化 学物质的情况下长寿命运行。研磨精细的不锈钢球体可以保证多年开闭自如,运行可靠。 主要特性: ☆不需要维护,调整及润滑,易于安装,在低运行费用下长期可靠运行。 ☆阀杆可以加长、易于保温。 ☆操作手柄可以拆下,换向安装。 ☆阀体不含沉重且不可靠的铸件。 『产品参数』 阀体:钢制q235a 球体:不锈钢ss304 阀杆:不锈钢2cr13 阀杆密封:fpm 球体密封:碳化ptfe 手柄:dn200
编辑推荐下载
直埋式全焊接球阀
格式:pdf
大小:12KB
页数:1P
4.4
河北同力自控阀门制造有限公司 全焊接球阀,直埋式焊接球阀应用场合及特性 全焊接球阀(直埋式全焊接球阀)应用场合及特性 城市燃气:燃气输出管道、主干线及各支线供应管道等。 集中供热:大型供热设备输出管线、主干线、支线。 热交换机:管道及各回路启闭。 钢铁厂:各种流体管道、废气排放管道、煤气和热力供应管道、燃料供应管道。 各种工业设备:各种热处理管道、各种工业煤气和热力管道。 全焊接球阀(直埋式全焊接球阀)特性: 全焊接球阀,不会有外部泄漏等现象。、 1、全焊接球阀可以直埋于地下,不用建高大阀门井减少工程造价,同时也可以避免操作阀门时造成人员的 伤害。 2、全焊接球阀打开时,阀球把阀座完全包围,尽管介质有杂质也冲刷不到阀座及球体密封面,由于这种特 殊结构使阀门密闭性与管道同寿命。 3、关闭的焊接球阀介质静止对球体及密封阀座更产生了损害,打开的过程球体又把介质静止时沉积下来的 杂物刮掉
全焊接球阀技术要求
格式:pdf
大小:7KB
页数:3P
4.7
1 全焊接球阀技术要求 一、工作条件 (一)在运行中阀门水流阻力小,密阀性稳定,开启关闭时振动小。 (二)要求使用为区域供热系统专门设计的球阀。 (三)整体式焊接,不存在外部泄漏现象。 二、性能要求 (一)压力:1.6mpa (二)耐温:-29℃-200℃ (三)泄漏等级:a级 三、设计 (一)阀门的设计符合asme/ansib16.34、gb/t12237-2007、api6d-2008、en19、 en488、en10204.3.1.b要求。 (二)阀体:双密封、全焊接结构。 (三)球体:球体为空心球。 (四)阀杆:阀杆应设计成在介质压力作用下,拆开阀杆密封圈(如填料压盖) 时,阀杆不致于脱出的结构。阀杆的截面及与球体的连接面应能承受最大操 作转矩。 (五)通径要求:不缩径,要求为全通径焊接式球阀 四、材
全焊接球阀生产中平板对焊试验温度场计算热门文档
全焊接球阀的结构特点
格式:pdf
大小:21KB
页数:2P
4.7
全焊接球阀的结构特点 1、全焊接式结构球阀阀体由6部分锻造的壳休装配后焊接而成,结 构紧凑、整个球阀挥然一体.目前日内生产使用的大口径球阀多为分体三片式 构造,各部分之间采用螺栓连接。与三片式球阀相比,在强度相同的情况下全 焊接式球阀锻件的壁厚可做得很薄。阀门重量可减轻四分之一,而日对管道弯 曲和挤压的抵抗力增强;由于取消了阀体法兰和螺栓。外形尺寸电减小。同叫 还消除了潜在的外漏通道。另外,闹体焊接结构内部曲线流畅.保持了与管道 的润滑连接无死角,介质流动性好。 2、框轴固定球设计球阀根据球体形式可分为固定球和浮动球两种。国 内产品通常采用的浮动球结构,球体在介质的压力作用下球体紧压在出口端的 密封面上,达到封闭日的,一旦阀体进出口压力差较大时,囚扭距很大往往打 开田难。全焊接球阀采用了高强度的缎钢阀杆,由外包ptfe(聚四氟乙烯)的不 锈钢轴承做支撑转动平滑精确。由于枢轴支撑

直埋式全焊接球阀
格式:pdf
大小:180KB
页数:2P
4.6
『产品特性』 “波昂”牌直埋式全焊接球阀不会有外部泄漏等现象。由于阀座是由碳化特氟隆密封环 及咖弹簧构成的,所以对压力和温度的变化适应能力强,在标注压力和温度范围内不会产生 任何泄滑。球体的加工过程有先进的计算机检测仪跟踪检测,所以球体的加工精度高。由于 阀体材料跟管道材质一样,不会出现应力不均,也不会由于地震及车辆经过地面时而产生变 形,管道耐老化。密封环本体采用含量20%c(碳素)的ptfe材质,保障完全无泄漏(0%)。直 埋式焊接球阀可以直接埋于地下,不用建高大型阀门井,只需在地面上设置小型浅井,大大 节省施工费用及工程时间。 『产品用途』 城市煤气:煤气输出管道、主干线及各支线供应管道等。 集中供热:大型供热设备输出管线、主干线、支线。 热交换机:管道及各回路启闭。 钢铁厂:各种流体管道、废气择放管道、煤气和热力供应管道、燃料供应管道。 各种工业设备

全焊接球阀
格式:pdf
大小:6KB
页数:1P
4.3
陕西上工阀门科技有限公司 全焊接球阀 全焊接球阀的几个主要技术特点: (1)、阀杆的防渗漏结构、阀杆底部有1个ptfe自封密封垫和1个o型密封圈,上面有2 个o型密封圈、两个ptfe密封垫组成,确保无泄露; (2)、可根据管道法兰口径选择单法兰全焊接球阀,可按施工及设计要求调整阀体的长短和 阀杆高度; (3)、球体的加工精度非常精密操作轻便,无不良干涉; (4)、阀座由ptfe密封环及弹簧组成对压力和温度的变化适应能力强,在使用范围内不会 产生任何泄漏; (5)、阀体结构单项法兰,单项焊接,不会有外部泄漏现象。 全焊接球阀在球阀阀门中是比较优秀的产品,且优越的品质和高性能的稳定性是普通球 阀所无法比拟的,全焊接球阀能有怎么好的品质和它的生产材料是分不开的。 全焊接球阀的主要材质: 1):阀体:碳钢st37.0,a106-b;20号钢 2):球体:不锈钢304或

全焊接球阀使用说明
格式:pdf
大小:84KB
页数:2P
4.3
河北瑞柯斯阀门科技有限公司 第1页 全焊接球阀使用说明 一、产品说明 全焊接球阀整体采用无缝钢管焊接成型,避免铸造工艺沙孔带来 外部泄漏的情况,全身无螺丝密封的设计,采用全自动机器人焊接, 保证焊接质量,小巧轻便,便于保温,节省空间,便于安装,全焊接 球阀凭借其本身优越的密封及稳定性,在各领域得到了广泛应用,得 到了充分的肯定与认可。 二、应用范围 1、城镇集中供热:大型供热设备输出管线、主干线、各支线、楼 宇及单元管网。 2、热交换机组:管道各进出口。 3、空调系统:机组及各支路管道。 4、工业:各种无腐蚀性液体、气体管道。 三、产品特点 1、阀体结构整体式焊接,不会有外部泄漏现象。 河北瑞柯斯阀门科技有限公司 第2页 2、阀座由ptfe密封环及弹簧组成对压力和温度的变化适应能力 强,在使用范围内不会产生任何的泄漏。 3、阀件全部采用的是数控机床加工,保证各零部件精度。 4
全焊接球阀生产中平板对焊试验温度场计算精华文档

埋地式全焊接球阀-MQ61F埋地式全焊接球阀
格式:pdf
大小:1.2MB
页数:36P
4.5
球阀>>埋地式球阀>>埋地式全焊接球阀 产品名称:埋地式全焊接球阀 产品型号:mq61f 产品口径:dn15-1200 产品压力:0.6~6.4mpa 产品材质:铸钢、不锈钢、合金钢等 产品概括: 生产标准:国家标准gb、机械标准jb、化工标准 hg、美标api、ansi、德标din、日本jis、jpi、 英标bs生产。阀体材质:铜、铸铁、铸钢、碳钢、 wcb、wc6、wc9、20#、25#、锻钢、a105、f11、 f22、不锈钢、304、304l、316、316l、铬钼钢、 低温钢、钛合金钢等。工作压力1.0mpa-50.0mpa。 工作温度:-196℃-650℃。连接方式:内螺纹、外螺 纹、法兰、焊接、对焊、承插焊、卡套、卡箍。驱 动方式:手动、气动、液动、电动。 产品详细信息 特点: ?由于阀体是焊接结构,所以阀门重量轻且易于 ?

整体式全焊接球阀-Q61F整体式全焊接球阀
格式:pdf
大小:1.2MB
页数:36P
4.3
球阀>>整体式球阀>>整体式全焊接球阀 产品名称:整体式全焊接球阀 产品型号:q61f 产品口径:dn15-1200 产品压力:0.6~6.4mpa 产品材质:铸钢、不锈钢、合金钢等 产品概括: 生产标准:国家标准gb、机械标准jb、化工标准 hg、美标api、ansi、德标din、日本jis、jpi、 英标bs生产。阀体材质:铜、铸铁、铸钢、碳钢、 wcb、wc6、wc9、20#、25#、锻钢、a105、f11、 f22、不锈钢、304、304l、316、316l、铬钼钢、 低温钢、钛合金钢等。工作压力1.0mpa-50.0mpa。 工作温度:-196℃-650℃。连接方式:内螺纹、外螺 纹、法兰、焊接、对焊、承插焊、卡套、卡箍。驱 动方式:手动、气动、液动、电动。 产品详细信息 特点: ?由于阀体是焊接结构,所以阀门重量轻且易于 ?进
全焊接球阀安装使用说明
格式:pdf
大小:23KB
页数:3P
4.7
洁兰特暖通设备有限公司 全焊接球阀安装使用注意事项 一、安装注意事项 1、安装前须仔细核对球阀铭牌内容,确认各参数符合现场工况。 2、安装前打开球阀两侧封盖,反复清洗内部,清理掉杂物。 3、吊装时尽量使用球阀阀体吊环,不得直接以驱动机构为吊装 点。 4、球阀的上下游应安装过滤装置,避免管道的杂质进入密封面 而造成机械损伤。 5、球阀应安装于管道的水平及垂直方向合适位置,并确保安装 时球阀与管道同心且处于合适的标高,让球阀与管道重力均匀分布。 6、焊接前应打磨清洁焊接坡口,保证焊管焊缝端面与斜面平整 与光洁度要求,焊接时焊管与球阀的间隙均匀; 7、需确认管道能够承受阀门自重,若不能承重,须在阀门下安 装支撑机构,dn900以上必须阀下安装滑动水泥墩(水泥墩与阀体之 间应垫上聚乙烯壳垫),此水泥墩必须既能承重又能使球阀自由滑动 无阻碍(球阀安装后在管道内应力及热胀冷缩效应下会产生位移),

全焊接球阀安装要求与维护
格式:pdf
大小:10KB
页数:1P
4.7
河北同力自控阀门制造有限公司 法兰全焊接球阀安装要求规范与维护 1.法兰全焊接球阀安装前试压要求: 管线阀门在安装前应进行压力试验,以确保阀门本身的严密性与安全性。 (1)强度试验。强度试验采用水作介质;在阀门两侧袖管上焊接高压—咄帽.将阀门开至45 摄氏度位置后,通过袖管上的试压阀门向球阀内注入水.升压至球阀公称压力的1.5倍,保 压15min;无泄漏为合格。 (2)严密性试验。严密睦试验采用氮气作介质;将球阀关闭.从袖管上试压阀门向球阀内注 入氮气.压力升至球阀公称压力的1.1倍,中腔放压阀接软管通人盛水容器进行检测.插入 深度为1cm;5min内无气泡产生为合格。 2.安装 (1)吊装。应采用正确的方式吊装阀门,为了保护阀杆,不要将吊链系于手轮、齿轮箱或执 行器。阀门袖管两端的保护帽在焊接之前不要摘除. (2)焊接.法兰全焊接球阀与主干管线的连接
全焊接球阀生产中平板对焊试验温度场计算最新文档
全焊接球阀的技术特点
格式:pdf
大小:79KB
页数:2P
4.5
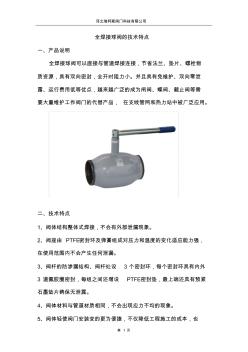
河北瑞柯斯阀门科技有限公司 第1页 全焊接球阀的技术特点 一、产品说明 全焊接球阀可以直接与管道焊接连接,节省法兰、垫片、螺栓物 质资源,具有双向密封,全开时阻力小。并且具有免维护、双向零泄 露、运行费用低等优点,越来越广泛的成为闸阀、蝶阀、截止阀等需 要大量维护工作阀门的代替产品,在支线管网和热力站中被广泛应用。 二、技术特点 1、阀体结构整体式焊接,不会有外部泄漏现象。 2、阀座由ptfe密封环及弹簧组成对压力和温度的变化适应能力强, 在使用范围内不会产生任何泄漏。 3、阀杆的防渗漏结构、阀杆处设3个密封环,每个密封环具有内外 3道氟胶圈密封,每组之间还增设ptfe密封垫,最上端还具有预紧 石墨垫片确保无泄露。 4、阀体材料与管道材质相同,不会出现应力不均的现象。 5、阀体轻使阀门安装变的更为便捷,不仅降低工程施工的成本,也 河北瑞柯斯阀门科技有限公司 第2页 节省
法兰式全焊接球阀
格式:pdf
大小:9KB
页数:1P
4.7
【法兰式全焊接球阀】q41f-上海威蝶阀门 【法兰式全焊接球阀】技术参数: 公称压力:pn16~pn64 通径范围:dn15~dn600 连接形式:焊接式、法兰式、螺纹式 传动机构:手动、气动、电动、蜗轮动、液动、电液动 工作温度:-60-200℃ 主要材质:wcb、304、316 密封形式:ptfe 适用介质:广泛应用于天然气、石油、供热、化工及热电管网等长输管线领域 【法兰式全焊接球阀】说明: 1.阀门由全焊接的阀体和碳增强氟隆密封垫组成,可以在频繁操作,有杂质及化学物质的情 况下长寿命运行。研磨精细的不锈钢球体可以保证多年开闭自如,运行可靠。采用浮球结构, 斜面弹性保证密封圈紧压在球体之上,即使在压力不稳定的情况下,阀门可以保证严密。阀 杆的防泄漏结构使用两“q”型圈,使阀杆转动自如且密封严密。 2.阀杆采用aisi303不锈钢、阀体采用aisi

KMC全焊接球阀用户使用证明
格式:pdf
大小:6KB
页数:4P
4.6
kmc全焊接球阀用户使用证明 包头市热力总公司2015年9月至12月在一次网工程项 目中所使用包头市鑫富达物资有限公司提供的kmc品牌全 焊接直埋球阀到目前为止运行良好,无故障,开启方便、灵 活,无质量问题。 特此证明 包头市热力总公司 2016年6月2日 kmc全焊接球阀用户使用证明 包头市富磊热力公司2013年5月在二次网工程项目中 所使用包头市鑫富达物资有限公司提供的kmc品牌全焊接 直埋球阀到目前为止运行良好,无故障,开启方便、灵活, 无质量问题。 特此证明 包头市富磊热力公司 2014年7月5日 kmc全焊接球阀用户使用证明 包头市富磊热力公司2014年6月在二次网工程项目中 所使用包头市鑫富达物资有限公司提供的kmc品牌全焊接 直埋球阀到目前为止运行良好,无故障,开启方便、灵活, 无质量问题。 特此证明 包头市富磊热力公司 20
 全焊接球阀非标准试验的分析
全焊接球阀非标准试验的分析 全焊接球阀非标准试验的分析
格式:pdf
大小:114KB
页数:3P
4.5
根据对国内外多个标准的研究和应用经验,论述了油气管线用高压大口径全焊接球阀的非标准试验项目和评定标准,以及焊缝免焊后热处理的安全评估。
长输管线全焊接球阀焊接工艺慨述 长输管线全焊接球阀焊接工艺慨述
格式:pdf
大小:197KB
页数:未知
4.5
介绍了全焊接球阀阀体及焊接材料、焊接方法、焊接结构和焊接工艺,进行相关试验对焊接材料、结构及工艺优化和验证。
长输管线全焊接球阀焊接工艺慨述
格式:pdf
大小:170KB
页数:7P
4.6
长输管线全焊接球阀焊接工艺慨述 上海沪工阀门厂2010-06-28 摘要:介绍了全焊接球阀阀体及焊接材料、焊接方法、焊接结构和焊接工艺,进行相关试验对 焊接材料、结构及工艺优化和验证。 关镇词:全焊接球阀;材抖;焊接工艺 一、前言 长输管线阀门是油气管道为实现集输、分输和调节输量,以及为实现站内循环、设备连通、倒 罐、越站及清管器收发等作业所使用的控制部件;既是保证管道运行安全的设备,又是进行管道输送 自动控制和运行调度的主要工艺设备。 在长输管线阀门中,尤以管线球阀使用居多。在国家重点管道工程中,主干线截断阀全部采用 进口大口径全焊接球阀,要求使用寿命必须达到30年及以上。支线及站场26in以下规格截断阀采 用分体式球阀。综观重点管道工程所采用的全焊接球阀,其主要特性有:①可靠性高,阀体具有足 够强度,外泄漏部位少,活动部件耐磨,在颊繁操作下能长期正常运行。②密封性好,

全焊接球阀工艺及焊接架设计说明书资料
格式:pdf
大小:1.9MB
页数:26P
4.5
目录 一、全焊接球阀选取与焊接工艺选取.........................................................1 1、全焊接球阀的特性...........................................................................1 2、全焊接式结构..................................................................................1 3、阀体与焊接材料分析........................................................................1 4、焊接过程及分析.....................................
全焊接球阀生产中平板对焊试验温度场计算相关
文辑推荐
知识推荐
百科推荐


职位:副总监理工程师
擅长专业:土建 安装 装饰 市政 园林


