

排油烟不锈钢风管制作工艺和安装方案
格式:pdf
大小:72KB
页数:9P
人气 :54
 4.6
4.6
. . . word 格式资料 不锈钢风管制作工艺及安装方案 不锈钢风管的制作工艺 1? 范围 ??? 本工艺标准适用于不锈钢板的风管制作。 2? 施工准备 ??? 2.1? 材料要求及主要机具 ??? 2.1.1 所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。 ??? ???????? 不锈钢板风管和配件板材厚度 ???????????????? 表 4-1 圆形风管直径或矩形风管大边长 (mm) 不 锈 钢 板 厚 度 (mm) 100~500 1.2 560~1120 1.2 1250~2000 1.2 2500~4000 1.2 ??? 2.2? 作业条件: ??? 集中加工应具有宽敞、明亮、洁净、地面平整、不潮湿的厂房。 ??? 现场分散加工应具有能防雨雪、大风及结构牢固的设施。 ??? 作业地点要有相应加工工艺的基本机具、设施及电源和



排油烟不锈钢风管制作工艺
第1页共11页 不锈钢风管制作工艺及安装方案 不锈钢风管的制作工艺 1范围 本工艺标准适用于不锈钢板的风管制作。 2施工准备 2.1材料要求及主要机具 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。 2.1.2制作不锈钢板风管和配件的板材厚度应符合表4-1的规定。 不锈钢板风管和配件板材厚度表4-1 圆形风管直径或矩形风管大边长 (mm) 不锈钢板厚度 (mm) 100~5001.2 560~11201.2 1250~20001.2 2500~40001.2 2.1.3不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮 伤、锈斑和凹坑等缺陷。 2.1.4主要使用的机具及工具:龙门剪板机、电冲剪、手用电动剪倒角机、折 边机、合缝机、振动式曲线剪板机、卷圆机、圆弯头咬门机、型钢切

排油烟不锈钢风管制作工艺与安装方案
不锈钢风管制作工艺及安装方案 不锈钢风管的制作工艺 1围 本工艺标准适用于不锈钢板的风管制作。 2施工准备 2.1材料要求及主要机具 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文 件。 2.1.2制作不锈钢板风管和配件的板材厚度应符合表4-1的规定。 不锈钢板风管和配件板材厚 度表4-1 圆形风管直径或矩形风管大边长(mm) 不锈钢板厚度 (mm) 100~5001.2 560~11201.2 1250~20001.2 2500~40001.2 2.1.3不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮 伤、锈斑和凹坑等缺陷。 2.1.4主要使用的机具及工具:龙门剪板机、电冲剪、手用电动剪倒角机、折 边机、合缝机、振动式曲线剪板机、卷圆机、圆弯头咬门机、型钢切割机、液压 钳、钉钳、电动拉柳
编辑推荐下载

排油烟不锈钢风管制作工艺及安装方案
格式:pdf
大小:754KB
页数:12P
4.4
排油烟不锈钢风管制作工艺及 安装方案 第3页共12页 第4页共12页 2.2.3作业地点要有相应加工工艺的基本机具、设施及电源和可靠的安全防护 装置,并配有消防器材。 2.2.4风管制作应有批准的图纸、经审查的大样图、系统图,并有施工员书面 的技术质量及安全交底。 3操作工艺 3.1工艺流程: 展开下料→剪切→倒角→咬口制作→风管折方→成型 方法兰下料→焊接→打眼冲孔 注:无设计要求时,不锈钢风管成品不再行喷漆处理。 3.2划线的基本线有:直角线、垂直平分线、平行线、角平分线、直线等分、 圆等分等。展开方法宜采用平行线法、放射线法和三角线法。根据图及大样风管 不同的几何形状和规格、分别进行划线展开。 3.3板材剪切必须进行下料的复核,以免有误,按划线形状用机械剪刀和手工 剪刀进行剪切。 3.4剪切时,手严禁伸入机械压板空隙中。
排油烟不锈钢风管制作工艺设计和安装方案说明
格式:pdf
大小:203KB
页数:10P
4.4
.word完美格式. .技术资料.专业整理. 不锈钢风管制作工艺及安装方案 不锈钢风管的制作工艺 1范围 本工艺标准适用于不锈钢板的风管制作。 2施工准备 2.1材料要求及主要机具 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。 2.1.2制作不锈钢板风管和配件的板材厚度应符合表4-1的规定。 不锈钢板风管和配件板材厚度表4-1 圆形风管直径或矩形风管大边长 (mm) 不锈钢板厚度 (mm) 100~5001.2 560~11201.2 1250~20001.2 2500~40001.2 2.1.3不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮 伤、锈斑和凹坑等缺陷。 2.1.4主要使用的机具及工具:龙门剪板机、电冲剪、手用电动剪倒角机、折 边机、合缝机、振动式曲线
排油烟不锈钢风管制作工艺和安装方案热门文档
不锈钢风管制作安装补充说明
格式:pdf
大小:17KB
页数:3P
4.6
不锈钢风管制作安装补充说明 工艺侧吹风空调送风管路、纺丝机排风管路和后处理(精炼机)排风管路均采 用不锈钢板或不锈钢管制作,要求采用304不锈钢,不锈钢板厚度公差不得国家标 准厚度允许偏差(附国家标准“不锈钢板厚度公差表”)。 1、不锈钢风管的制作、安装及保温参见《设计施工说明》(4-102-1)及风管图 纸注释部分。 2、工艺侧吹风空调送风管路最大运行压力≥14000pa,要求工艺侧吹风空调送 风管路能够承受空调系统的最大压力,且不能有任何泄漏点。 3、工艺侧吹风空调送风管路末端设有孔径0.3mm的304不锈钢滤网(c20),不 锈钢滤网采用滤网网片,与管道采用法兰连接,便于拆卸,且滤网通风面积不小于 50%的管道断面。 4、工艺侧吹风空调送风机出口风管(c21、c22、c23)不在制作安装范围。 5、工艺侧吹风空调送风管路上设有304不锈钢球阀(c19)、不锈钢制密
不锈钢风管制作
格式:pdf
大小:2.3MB
页数:7P
4.5
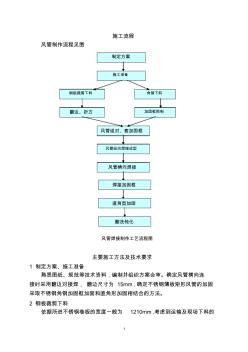
1 施工流程 风管制作流程见图 风管焊接制作工艺流程图 主要施工方法及技术要求 1制定方案、施工准备 熟悉图纸、规范等技术资料,编制并组织方案会审。确定风管横向连 接时采用翻边对接焊,翻边尺寸为15mm,确定不锈钢薄板矩形风管的加固 采取不锈钢角钢加固框加固和直角形加固相结合的方法。 2钢板裁剪下料 依据所进不锈钢卷板的宽度一般为1210mm,考虑到运输及现场下料的 钢板裁剪下料 加固框预制 风管组对、套加固框 酸洗钝化 制定方案 角钢下料 施工准备 风管纵向焊接成型 风管横向焊接 翻边、折方 焊接加固框 直角型加固 2 可操作性,根据风管规格,将钢板分成两段下料。如1000mm×800mm的 风管,风管周长为3600mm,下料成两块尺寸为1800mm×1210mm的板材。 3翻边、折方 按照15mm的翻边尺寸,先将风管横向焊接处所需翻边在折方机上折 出
不锈钢风管制作
格式:pdf
大小:1.2MB
页数:8P
4.8
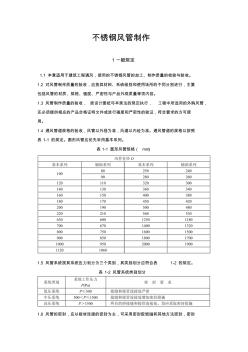
不锈钢风管制作 1一般规定 1.1本章适用于建筑工程通风,使用的不锈钢风管的加工、制作质量的检验与验收。 1.2对风管制作质量的验收,应按其材料、系统级别和使用场所的不同分别进行,主要 包括风管的材质、规格、强度、严密性与产品外观质量等项内容。 1.3风管制作质量的验收,按设计图纸与本规法的规定执行,工程中所选用的外购风管, 还必须提供相应的产品合格证明文件或进行强度和严密性的验证,符合要求的方可使 用。 1.4通风管道规格的验收,风管以外径为准,风道以内经为准。通风管道的规格以按照 表1-1的规定。圆形风管应优先采用基本系列。 表1-1圆形风管规格(mm) 1.5风管系统按其系统压力划分为三个类别,其类别划分应符合表1-2的规定。 表1-2风管系统类别划分 1.6风管的密封,应以板材连接的密封为主,可采用密封胶嵌缝和其他方法密封,密封 胶性能应符合使用环

排油烟不锈钢的风管制作实用工艺及安装方案设计
格式:pdf
大小:200KB
页数:10P
4.7
实用标准方案 精彩文档 不锈钢风管制作工艺及安装方案 不锈钢风管的制作工艺 1范围 本工艺标准适用于不锈钢板的风管制作。 2施工准备 2.1材料要求及主要机具 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文 件。 2.1.2制作不锈钢板风管和配件的板材厚度应符合表4-1的规定。 不锈钢板风管和配件板材厚 度表4-1 圆形风管直径或矩形风管大边长(mm) 不锈钢板厚度 (mm) 100~5001.2 560~11201.2 1250~20001.2 2500~40001.2 2.1.3不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮 伤、锈斑和凹坑等缺陷。 2.1.4主要使用的机具及工具:龙门剪板机、电冲剪、手用电动剪倒角机、折 边机、合缝机、振动式曲线剪板机、卷圆机、圆弯头咬门机、型钢切割机
不锈钢风管制作施工工艺
格式:pdf
大小:29KB
页数:3P
4.7
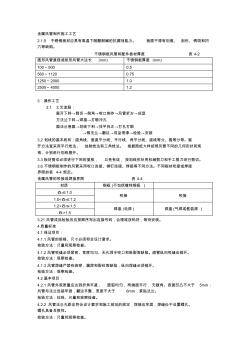
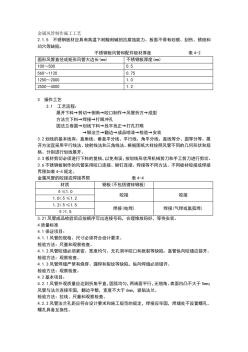
金属风管制作施工工艺 2.1.5不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮伤、锈斑和凹 穴等缺陷。 不锈钢板风管和配件板材厚度表4-2 圆形风管直径或矩形风管大边长(mm)不锈钢板厚度(mm) 100~5000.5 560~11200.75 1250~20001.0 2500~40001.2 3操作工艺 3.1工艺流程: 展开下料→剪切→倒角→咬口制作→风管折方→成型 方法兰下料→焊接→打眼冲孔 圆法兰卷圆→划线下料→找平找正→打孔打眼 →铆法兰→翻边→成品喷漆→检验→安装 3.2划线的基本线有:直角线、垂直平分线、平行线、角平分线、直线等分、圆等分等。展 开方法宜采用平行线法、放射线法和三角线法。根据图纸大样按照风管不同的几何形状和规 格、分别进行划线展开。 3.3板材剪切必须进行下料的复核,以免有误,按划线形状用机械
排油烟不锈钢风管制作工艺和安装方案精华文档
民用不锈钢风管制作安装方案
格式:pdf
大小:24KB
页数:4P
4.4
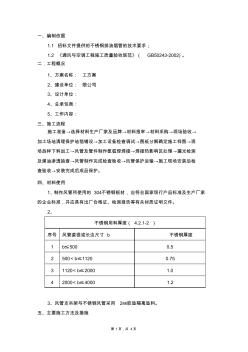
第1页,共4页 一、编制依据 1.1招标文件提供的不锈钢排油烟管的技术要求; 1.2《通风与空调工程施工质量验收规范》(gb50243-2002)。 二.工程概况 1、方案名称:工方案 2、建设单位:限公司 3、设计单位: 4、总承包商: 5、工作内容: 三、施工流程 施工准备→选择材料生产厂家及品牌→材料报审→材料采购→现场验收→ 加工场地清理保护地毯铺设→加工设备检查调试→图纸分解确定施工祥图→现 场放样下料加工→风管及管件制作氩弧焊焊接→焊接热影响区处理→漏光检测 及煤油渗透抽查→风管制作完成检查验收→风管保护运输→施工现场安装后检 查验收→安装完成后成品保护。 四、材料使用 1、制作风管所使用的304不锈钢板材,应符合国家现行产品标准及生产厂家 的企业标准,并应具有出厂合格证、检测报告等有关材质证明文件。 2、 不锈钢用料厚度(4.2.1-2) 序号风管直径或
不锈钢风管制作有哪些规定?
格式:pdf
大小:76KB
页数:16P
4.3
不锈钢水箱-不锈钢风管制作应符合下列要求: 1、不锈钢风管及部件制作应采用奥氏体不锈钢,板材厚度符合2.2.1的规定。 2、加工制作不锈钢风管和部件的场地,要铺木板或橡胶板,并把板上的铁屑、锈迹和杂物等 打扫干净。 3、下料划线时,不能用锋利的金属划针在其表面划线或冲眼,应使用做好的样板进行套裁, 以免损坏不锈钢表面。 4、剪切不锈钢板时,不要使设备超载,要认真调整好上、下刀刃的间隙,通常此间隙为板材 厚度的0.04倍。 5、加工制作不锈钢风管,当板厚小于imm时,应采用咬口连接,且咬口宽度应比普通钢板宽 一些,一般为12-14mm,并用不锈钢铆钉铆接法兰。板厚大于1mm时,宜采用焊接,不得采 用气焊。 6、手工咬口时,用木制、不锈钢或铜制的工具,不要用普通钢制工具。用机械加工时,要清 除机台上的铁屑、铁锈及杂物。咬口应一次完成,如进行多次,则会造成加工困难,且易
锅炉尾气排烟风管制作工艺及安装方案
格式:pdf
大小:179KB
页数:11P
4.8
第1页共11页 锅炉尾气排烟风管制作工艺及安装方案 一、制作工艺 1范围 本工艺标准适用于碳钢热轧和冷轧钢板的风管制作。 2施工准备 2.1材料要求及主要机具: 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文 件。 2.1.2制作风管及配件的钢板厚度统一为5mm; 2.1.3钢板表面不得有裂纹、结疤、严重锈蚀及水印等缺陷。 2.1.4龙门剪板机、电冲剪、手用电动剪倒角机、咬口机、压筋机、折方机、 合缝机、振动式曲线剪板机、卷圆机、圆弯头咬门机、型钢切割机、角(扁)钢 卷圆机、液压钳钉钳、电动拉柳枪、台钻、手电钻、冲孔机、插条法兰机、螺旋 卷管机、电、气焊设备、空气压缩机油漆喷枪等设备及不锈钢板尺、钢直尺、角 尺量角器、划规、划针、洋冲、铁锤等小型工具。 2.2作业条件: 2.2.1集中加工应具有宽敞、明亮、洁净、地面平

厨房排油烟不锈钢风管施工方案 (5)
格式:pdf
大小:542KB
页数:12P
4.7
forpersonaluseonlyinstudyandresearch;n otforcommercialuse 盘锦水游城商业工程 厨房排油烟不锈钢风管施工方案 编制: 审核:审批: 中建安装盘锦水游城项目部 2012年4月 目录 一、编制依据........................错误!未指定书签。 二、工程概述........................错误!未指定书签。 三、施工工艺........................错误!未指定书签。 四、工期安排及保证措施..............错误!未指定书签。 五、质量管理和保证措施..............错误!未指定书签。 六、安全、环境管理和保证措施........错误!未指定书签。 厨房排油烟不锈钢风管施工方案 一、编制依据 1、本工程施工图纸; 2、我国现行的施工验
排油烟不锈钢风管制作工艺和安装方案最新文档
厨房排油烟不锈钢风管施工方案
格式:pdf
大小:98KB
页数:8P
4.4
forpersonaluseonlyin studyand research;notfor commercialuse 盘锦水游城商业工程 厨房排油烟不锈钢风管施工方案 编制: 审核: 审批: 中建安装盘锦水游城项目部 月4年2012. 目录 一、编制依据.....................................................错误!未定义书签。 二、工程概述.....................................................错误!未定义书签。 三、施工工艺...................................................错误!未定义书签。 四、工期安排及保证措施.............................
风管制作工艺_secret
格式:pdf
大小:72KB
页数:3P
4.5
风管制作工艺 摘要:此工艺仅适用于挤塑聚苯乙稀保温板材料的风管制作:1.了解风管板材 规格;2.熟悉图纸;3.风管对接方法;4.下挂后接式接法;5.割板;6.风管 开槽;7.超长风管制作。 关键字:风管制作 此工艺仅适用于挤塑聚苯乙稀保温板材料的风管制作。 1.首先了解风管板材规格。通常用2400×1200(mm),厚20mm。 2.熟悉图纸,先了解风管立体尺寸,再算出周长,展开面积,根据所需面 积与板材规格合理下料,最大限度减少废料。如配料不当也会影响风管的美观与 强度。 3.风管制作根据风管大小不同,其对接方法通常有以下四种。 1).风管周长(角对接)小于1200mm(或2400mm) 2).风管周长大于1200mm(或2400mm)根据合理计算有两种对接方式(角 对接) 3)在某一平面对接时应先将整个风管平铺展开并错开接缝,将风管内壁接
厨房排油烟不锈钢风管施工及方案
格式:pdf
大小:1.8MB
页数:18P
4.5
专业资料 水游城商业工程 厨房排油烟不锈钢风管施工案 编制: 审核: 审批: 专业资料 中建安装水游城项目部 2012年4月 专业资料 目录 一、编制依据.................................................................................................1 二、工程概述.................................................................................................1 三、施工工艺...............................................................................................1 四、工期安
厨房排油烟不锈钢风管施工方案 (2)
格式:pdf
大小:181KB
页数:13P
4.3
forpersonaluseonlyinstudyandresear ch;notforcommercialuse 盘锦水游城商业工程 厨房排油烟不锈钢风管施工方案 编制: 审核:审批: 中建安装盘锦水游城项目部 2012年4月 目录 一、编制依据错误!未指定书签。 二、工程概述错误!未指定书签。 三、施工工艺错误!未指定书签。 四、工期安排及保证措施错误!未指定书签。 五、质量管理和保证措施错误!未指定书签。 六、安全、环境管理和保证措施错误!未指定书签。 厨房排油烟不锈钢风管施工方案 一、编制依据 1、本工程施工图纸; 2、我国现行的施工验收规范和操作规程; 3、我国现行的安全生产、文明施工、环保及消防等有关规定; 4、我公司的管理手册; 5、施工验收标准。 表1-1现场采用的施工验收规范 序号标准规范编号标准规范名称
厨房排油烟不锈钢风管施工方案 (4)
格式:pdf
大小:1.8MB
页数:14P
4.5
盘锦水游城商业工程 厨房排油烟不锈钢风管施工方案 编制: 审核: 审批: 中建安装盘锦水游城项目部 2012年4月 目录 一、编制依据....................................................................................1 二、工程概述....................................................................................1 三、施工工艺..................................................................................1 四、工期安排及保证措施..........................................

不锈钢矩形风管制作工法_secret
格式:pdf
大小:3.5MB
页数:15P
4.4
二、工法内容材料 目录 1前言........................................................................................................................1 2特点........................................................................................................................1 3适用范围.................................................................................................................1 4工艺原
不锈钢矩形风管制作工法
格式:pdf
大小:3.0MB
页数:15P
4.5
不锈钢矩形风管制作工法 1前言 近年来,不锈钢风管的使用已越来越普遍,尤其在厨房的排油烟系统中。 厨房排油烟系统的风管大都要求采用厚度在1.0mm及以上的不锈钢板制作, 但对于厨房排油烟系统的薄板矩形风管连接,以往通常采用法兰连接的形式, 风管采用焊接成型的却很少见。对于不锈钢风管的焊接工艺,以前并没有相 应的规范或工艺方法来指导施工,为此我们总结出了一套不锈钢风管的制作 方法来满足施工中的需要,提高施工质量、解决施工中的疑难问题,在保证 使用功能的前提下满足观感质量要求。目前我们已按此工法在项目上实施, 取得了良好的效果。 2特点 2.0.1风管焊接成型质量好、变形小、观感好。 2.0.2风管的加固形式新颖,节约成本。 3适用范围 此工法可适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 本工法在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1

不锈钢钢管制作工艺
格式:pdf
大小:303KB
页数:5P
4.4
1、圆管制作工艺; 不锈钢管制作厂商的原材料是从鞍钢,首钢,武钢等大型钢 厂进不锈钢带,买回来后根据圆管方管或矩形管的周长来裁剪 出相应宽的的不锈钢,再将钢带加工成圆管方管。 首先将不锈钢带用轧辊旋转压制使两端翘曲为下一步工序做 准备。 使轧辊旋转压制在上一步的基础上的板,使钢板两端紧贴模 具内腔卷成一定的圆形。 在上一步基础上继续卷曲使不锈钢带卷曲成更接近成形圆钢管 的形状,使其接口距离缩短。 最后一道工序,将板滚压成圆管并向前送料,用氩弧焊枪对准板 两端接合处焊接,使之成为圆管。 方管制作工艺; 用四个带有一定圆弧的轧辊把制作好的圆管压成类似方管 的管。 再用平端的轧辊把上一步制作的管彻底压制成方管。 矩形管的制作方法也是在圆管基础上的,其工艺同方管类似。 焊缝说明:方管压制完成时候焊缝在离直角的地方大约10mm的 地方,矩形管的焊缝在较窄的一面上离直角大约10mm的地方。
标准厨房排油烟风管制作安装(两种方案)
格式:pdf
大小:91KB
页数:2P
4.4
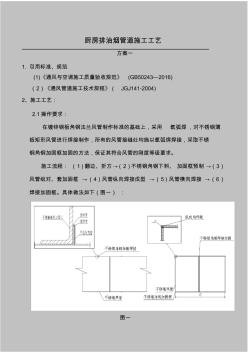
厨房排油烟管道施工工艺 方案一 1.引用标准、规范 (1)《通风与空调施工质量验收规范》(gb50243—2016) (2)《通风管道施工技术规程》(jgj141-2004) 2、施工工艺: 2.1操作要求: 在镀锌钢板角钢法兰风管制作标准的基础上,采用氩弧焊,对不锈钢薄 板矩形风管进行焊接制作,所有的风管接缝处均施以氩弧焊焊接,采取不锈 钢角钢加固框加固的方法,保证其符合风管的刚度等级要求。 施工流程:(1)翻边、折方→(2)不锈钢角钢下料、加固框预制→(3) 风管组对、套加固框→(4)风管纵向焊接成型→(5)风管横向焊接→(6) 焊接加固框。具体做法如下(图一): 图一 方案二 1、施工工艺: 1.1操作要求: 不锈钢薄板矩形风管采用氩弧焊进行焊接制作,所有的风管接缝处均施 以氩弧焊焊接,采取δ=1.0mm厚的不锈钢板折方并与风管焊接的加固方式, 以保证其符
厨房排油烟风管制作安装施工实用工艺实用标准
格式:pdf
大小:2.0MB
页数:14P
4.5
实用文案 文案大全 厨房排油烟管道施工工艺标准 1.适用范围 本工艺标准规定了厨房排油烟安装施工要求,方法和质量控制标准。 本工艺标准适用于:酒店、餐饮中心等厨房区域的排油烟管道施工。 2.引用标准、规范 (1)《通风与空调施工质量验收规范》(gb50243—2002) (2)《通风管道施工技术规程》(jgj141-2004) 3.引用标准、规范(gb50243—2002术语) (1)风管:采用金属、非金属薄板或其他材料制作而成,用于空气流通的管 道。 (2)风道:采用混凝土、砖等建筑材料砌筑而成,用于空气流通的通道。 (3)通风总管:通风机进出口与系统合流或分流处之间的通风管段。 (4)通风干管:连接若干支管的合流或分流的主干通风管段。 (5)通风支管:通风干管与送风口,回风口等连接的管段。 (6)风管配件:风管系统中的弯管、三通、四通、各类变径及异型管、导流 叶片和
排油烟不锈钢风管制作工艺和安装方案相关
文辑推荐
知识推荐
百科推荐


职位:建筑结构安装BIM工程师
擅长专业:土建 安装 装饰 市政 园林


