




 对闸板阀焊接工艺的改进
对闸板阀焊接工艺的改进 对闸板阀焊接工艺的改进
闸板阀门为日产dc-s115b泵易损件,日产阀门使用寿命为9000~11000立方米混凝土。阀门工作时受双向冲击载荷和强烈磨损,要求阀门有较高的耐磨性(≥hrc50)、冲击韧性(a_k≥5公斤力·米/厘米~2)及较高的强度(σ_b≥80公斤力/毫米~2。)我厂选用国产50mn钢作阀门材料,阀板与轴淬火后焊接,焊接接头
编辑推荐下载
F92阀体和阀座焊接工艺的研究 F92阀体和阀座焊接工艺的研究
格式:pdf
大小:168KB
页数:3P
 4.7
4.7
介绍了f92材料的阀体和阀座焊接工艺试验。通过理论分析、工艺参数制定和试验数据对比等对f92的焊接性进行了研究,并确定了合理的焊接工艺参数。
法兰焊接工艺
格式:pdf
大小:8KB
页数:1P
4.4
法兰焊接工艺 所需设备及工具手工电焊设备一套,手柄式角磨机一台,电动气锤一把,平 面尺一把。 焊前准备:1、检查调试设备,确保设备正常运转;2、准备φ4.0j506焊条 最好在300℃-350℃烘干一小时。 焊接过程:1、组装把椎体和大法兰按图纸要求组装在一起,再平均把大法兰 分成8等份。2、焊接由于法兰较厚,坡口较大,因此采用分段对称、多层焊接。 焊缝质量:要求焊缝强度至少达到母材强度。焊缝表面平整光滑,无烧穿、 气孔、焊漏、夹渣、咬边、未焊满等缺陷。余高小于2mm。 注意事项:1、打底时一定使用j506焊条手工堆焊,并采用小电流焊接。严 格按照焊接工艺焊接。2、再每焊接完一个位置,都要用水平尺卡一下法兰平面 的变形量。3、一边焊接一边用气锤锤击焊缝,以达到消除应力的作用。
平行闸板阀阀体与法兰焊接工艺的改进热门文档
三杆蝶阀阀体焊接工艺生产实践 三杆蝶阀阀体焊接工艺生产实践
格式:pdf
大小:322KB
页数:2P
4.6
介绍了三杆蝶阀阀体的一种比较成熟的焊接工艺,严格按照此工艺要求执行,经强度试验和气密封性试验,可一次性达到技术标准要求。
 法兰闸阀阀体熔模铸造工艺改进
法兰闸阀阀体熔模铸造工艺改进 法兰闸阀阀体熔模铸造工艺改进
格式:pdf
大小:860KB
页数:4P
4.7
就法兰闸阀阀体熔模铸造工艺改进进行了讨论,通过对其使用状态和结构分析,指出了该壳体件工艺设计的重点,以及围绕这个重点采取的工艺措施。模具设计中平均尺寸的确定和蜡模关键尺寸的控制保证了铸件尺寸的合格。将原中口垂直向下或向上改为水平向外并辅以补贴设计,改善了制壳时模组的干燥条件和铸件浇注后的散热条件,缩短了浇冒口到铸件热节的补缩距离,使补缩通道更为畅通,消除了铸件的缩孔缺陷。
平行闸板阀阀体与法兰焊接工艺的改进精华文档

闸板阀
格式:pdf
大小:3.3MB
页数:13P
4.4
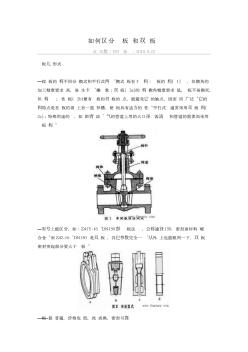
闸板阀 目录 双闸板闸阀-z42h双闸板闸阀 平行式双闸板闸阀 排渣双闸板闸阀-pz441y排渣双闸板闸阀 高温高压双闸板闸阀-z42y高温高压双闸板闸阀 闸阀>>双闸板闸阀>>高温高压双闸板闸阀 产品名称:高温高压双闸板闸阀 产品型号:z42y 产品口径:dn50-600 产品压力:1.6~10.0mpa 产品材质:铸钢、不锈钢、铬钼钢等 产品概括: 生产标准:国家标准gb、机械标准jb、化工标准 hg、美标api、ansi、德标din、日本jis、jpi、 英标bs生产。阀体材质:铜、铸铁、铸钢、碳钢、 wcb、wc6、wc9、20#、25#、锻钢、a105、f11、 f22、不锈钢、304、304l、316、316l、铬钼钢、 低温钢、钛合金钢等。工作压力1.0mpa-50.0mpa。 工作温度:-196℃-650℃。连接方式:内螺
PFF系列手动平行闸板阀_中英
格式:pdf
大小:944KB
页数:14P
4.7
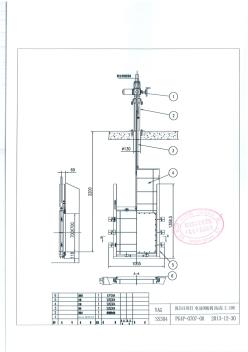
pff(zf)系列手动平行闸板阀 aseriesofmanualgatevalve 使用说明书 operationmanual 承德江钻石油机械有限责任公司 chengdekingdreampetroleummachineryco.,ltd 地址:河北省承德市双桥区南山街道5号邮编:067000 电话:0314-2153490传真:0314-2153498 pdf文件使用"pdffactorypro"试用版本创建www.***.*** 一、概述 pff(zf)系列平行闸板阀是按api标准进行设计、制造,具有抗 硫耐腐蚀性能。可作为油气井井口装置和各种管汇的组成部分。 二、主要技术规范 名称单位pff52-35pff52-70pff52-105pff65-35pff65-70pff65-105

vag闸板阀
格式:pdf
大小:4.3MB
页数:8P
4.5
vag闸板阀 vagpenstock vageri闸板阀 紧凑设计的闸板阀 eri?闸板阀 可安装在管道口,渠道的任何位置。 ·标准尺寸: 200x200⋯1600x1600mm(四面密封) 200x200⋯2000x2000mm(三面密封向上开启) 200x200⋯1600x1600mm(三面密封向下开启) ·可承受压力: 200x200⋯900x900mm允许承受压力为0.4bar (相当于四米水头)。 1000x1000⋯1600x1600mm允许承受压力为 0.3bar(相当于三米水头)。 ·材质: 阀框、闸板和阀杆材质均为不锈钢1.4301(相 当于国标ss304)或1.4571(相当于国标ss316)。 阀杆螺母材质为青铜,可用于海水或污水。 epdm(三元乙丙橡胶)或nbr(丁腈橡胶) 密封。 ·设计制造标准
平行闸板阀阀体与法兰焊接工艺的改进最新文档
法兰焊接工艺标准
格式:pdf
大小:18KB
页数:1P
4.6
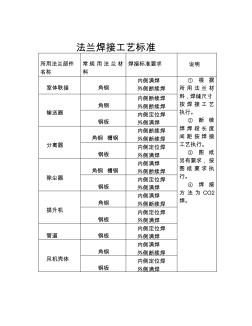
法兰焊接工艺标准 所用法兰部件 名称 常规用法兰材 料 焊接标准要求说明 室体联接角钢 内侧满焊 外侧断续焊 ①根据 所用法兰材 料,焊缝尺寸 按焊接工艺 执行。 ②断续 焊焊段长度 间距按焊接 工艺执行。 ③图纸 另有要求,按 图纸要求执 行。 ④焊接 方法为co2 焊。 输送器 角钢 内侧断续焊 外侧断续焊 钢板 内侧定位焊 外侧满焊 分离器 角钢槽钢 内侧断续焊 外侧断续焊 钢板 内侧定位焊 外侧满焊 除尘器 角钢槽钢 内侧满焊 外侧断续焊 钢板 内侧定位焊 外侧满焊 提升机 角钢 内侧满焊 外侧断续焊 钢板 内侧定位焊 外侧满焊 管道钢板 内侧定位焊 外侧满焊 风机壳体 角钢 内侧满焊 外侧断续焊 钢板 内侧定位焊 外侧满焊
 高压平行闸板阀阀体中腔的设计方法研究
高压平行闸板阀阀体中腔的设计方法研究 高压平行闸板阀阀体中腔的设计方法研究
格式:pdf
大小:212KB
页数:3P
4.8
高压平行闸板阀中腔结构复杂,设计时需要综合考虑很多因素。在设计计算时,首先要综合考虑结构、载荷和装配等因素,确定出中腔内径;然后根据公称压力,采用合理的阀体中腔壁厚计算公式来粗算壁厚;为了进行强度校核,还需采用有限元分析来做公称压力和试验水压两种工况下的强度校核,使得设计出的阀体中腔既满足性能要求,又能使制造成本最小化。
双相钢全焊接阀体焊接工艺试验 双相钢全焊接阀体焊接工艺试验
格式:pdf
大小:159KB
页数:未知
4.6
介绍了14cr18ni11si4alti双相不锈钢材料与e2553焊丝焊接工艺试验,论述了焊接后材料的拉伸试验、韧性冲击试验、硬度检验和弯曲试验结果。
阀门法兰盘焊接专机与焊接工艺 阀门法兰盘焊接专机与焊接工艺
格式:pdf
大小:529KB
页数:未知
4.4
介绍了焊接专机的特点及焊接工艺.该专机采用脉冲钨极氩弧焊加填丝的工艺,由一台电源交替带动两把焊枪实现两条焊缝的自动焊接,适用于dn15~50多种规格阀门的焊接.
阀门闸板密封面硬质合金堆焊的焊接工艺探讨 阀门闸板密封面硬质合金堆焊的焊接工艺探讨
格式:pdf
大小:137KB
页数:1P
4.4
就阀门闸板密封面硬质合金堆焊生产过程中,常见的焊接缺陷如裂纹、硬度不够、气孔等问题进行了分析,结合本人在长期的生产实践中所积累和掌握的技术及知识,探索和总结出一些异种钢堆焊的经验及焊接工艺,通过在生产工作中的应用,取得了较为满意的效果。
平行闸板阀阀体与法兰焊接工艺的改进相关
文辑推荐
知识推荐
百科推荐


职位:技术质量员
擅长专业:土建 安装 装饰 市政 园林


