

平行集束电缆的制造及新型模具设计
格式:pdf
大小:55KB
页数:3P
人气 :85
 4.7
4.7
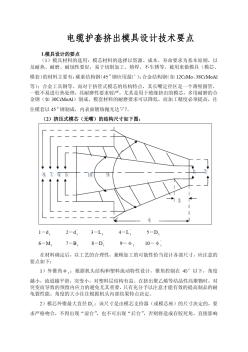
! " " # 年第 $ 期 %&’$ ! " " # 电 线 电 缆 ( )* +, -.+ /. - * 01 23)* ! " " #年 4! 月 5 * +’6! " " # 平行集束电缆的制造及新型模具设计 王建民 7新疆特变电工股份有限公司线缆厂 6新疆 昌吉 8944" " : 摘要 ;本文就平行集束电缆生产中常见的质量问题提出了相应的措施 6还设计了一种新型挤出模具 6可较好的 解决绝缘偏心问题 ? ! #@’4 文献标识码 ; A 文章编号 ; 4$@! B$C" 47! " " #: " $B" " ! 4B" 9 DEFGHI JKFLF MNOEOPPQPI FLGHI JFE I ORPQS OLGG QSKTLF MO L QUQ VJEHSKFLG KQ /A %W X.2YBZ



平行集束电缆
河南机电高等专科学校毕业设计/论文 1 绪论 世界上制造和使用现代架空绝缘电缆始于上世纪五十年代初期,50多年以 来,已经在世界各地得到推广和应用。 集束导线是低压架空绝缘电缆的一种,既具有电力电缆线路的优点又克服了 架空线路的缺点,整条线路改造成本与原有三相四线制架空绝缘线相比成本略 低,达到既经济又实用的目的。集束导线在改造过程中,线路结构简单,能通过 狭窄街巷,告别了复杂交错的原始架空线路,减少了树线矛盾,与树木接近时, 无需大量砍伐树木或剪枝,较小空间即能满足要求,有效的保护了城市绿化。同 时在改造中对金具种类及数量使用上也大大减少,使施工和维护运行更为方便, 提高了工作人员的工作效率。 平行集束导线采用三相四线供电,使配变三相负荷不平衡度降至极小,减小 中性线电流,从而降低电阻损耗。由于采用紧密型对称分裂结构,使导线的电感 降低,加大线间介电常数,电容量增
编辑推荐下载
平行集束电缆应用指南
格式:pdf
大小:52KB
页数:5P
4.7
平行集束电缆应用指南 高盛电力-1- 平行集束电缆配置说明 前言 平行集束电缆的设计、施工及验收在参照电力部颁发的dl/t601-1996(架空 绝缘配电线路设计技术规程)、dl/t602-1996(架空绝缘配电线路施工及验收规程)、 dl/t599-1996(城市中低压配电网改造技术导则)三个标准的前提下,考虑到其结 构的特殊性,还需在以下几个方面加以特别的注意: 一、平行集束电缆的选择: 由于平行集束电缆是通过带筋将a、b、c、零线四相集束在一起,虽然它的 散热性较裸铝线及单根绝缘线要差,所能通过的电流(详见附表一)也就较前两者 少,但是由于它采用了可分裂对称组合的新模式,所以在不改变导线总截面的前提 下,集束电缆所送出的电流要远大于前两者。我们在设计时必须根据每种规格的平 行集束电缆的载流量和配变容量的大小来选择相应规格的导线,以满足设计要求。 同时
 平行集束架空绝缘电缆挤出模具的一种优化设计
平行集束架空绝缘电缆挤出模具的一种优化设计 平行集束架空绝缘电缆挤出模具的一种优化设计
格式:pdf
大小:7.8MB
页数:4P
4.3
介绍了平行集束架空绝缘电缆的特点和要求,对传统挤出模具生产两芯、四芯平行集束架空绝缘电缆存在的问题进行了分析,并提出了优化设计挤出模具。
平行集束电缆制造及新型模具设计热门文档
新型平行集束架空绝缘电缆的制造及应用 新型平行集束架空绝缘电缆的制造及应用
格式:pdf
大小:462KB
页数:3P
4.7
平行集束架空绝缘电缆是目前农网改造中最新推广使用的一种新产品,本文详细介绍了该种电缆的使用特点,并就其效益性作了阐述,同时对其标准的起草依据、生产工艺要点及使用情况也作了详细的说明。
基于并行工程的模具设计及制造
格式:pdf
大小:90KB
页数:2P
4.5
简要介绍了并行工程的意义,讨论了传统的模具cad/cam/cae系统与并行工程的区别,基于并行工程来缩短模具设计及制造周期的关键技术
 电缆PE护套料的特性与模具设计
电缆PE护套料的特性与模具设计 电缆PE护套料的特性与模具设计
格式:pdf
大小:242KB
页数:3P
4.3
介绍了常用的电缆护套pe料的特性指标,对护套用模具的设计要点进行了分析,并总结了电缆护套模具适配的实际经验。
并行工程在模具设计制造中的应用 并行工程在模具设计制造中的应用
格式:pdf
大小:516KB
页数:3P
4.5
分析了模具设计制造的特点和行业现状,简述了并行工程在模具设计制造中的应用,并设计出了并行工程思想下的模具设计制造流程,对模具行业的技术进步有一定促进。
平行集束电缆制造及新型模具设计精华文档
 电话机底座模具设计与制造
电话机底座模具设计与制造 电话机底座模具设计与制造
格式:pdf
大小:436KB
页数:2P
4.4
课题主要完成了电话机底座模具的优化设计和加工。首先,根据制件的结构尺寸,对制件的结构工艺性进行分析并绘制制件的三维图和零件图。然后,在前者的基础上,进行对电话机底座模具结构的设计,主要包括:注塑成型的工艺分析、模具设计的方案选择、模具的详细结构设计、定模和动模以及型芯的设计与计算,其中着重于分型面的设计、型腔的布局和浇注系统的设计。接着,通过pro/engin-ner系统下的模具型腔块对电话机底座三维图进行模具组件的设计,具体包括:收缩率的设计、工件毛胚设计、分型面的设置、浇口设计以及侧抽芯的设计,从而生成零件的凹模、凸模、侧抽芯和浇口。最后,通过*igs格式导入mastercam系统对凹模、凸模、侧抽芯和浇口进行数控加工并自动编程。

平行集束架空绝缘电缆 (2)
格式:pdf
大小:176KB
页数:3P
4.6
平行集束架空绝缘电缆 一、产品结构图 二、标准standard 本产品执行标准参照gbl2527-91《额定电压1kv及以下架空绝缘电缆》的标准所制定的q/zchd001-2007企业 标准,本标准中产品的重要技术参数,基本试验条件性能均与gbl2527-91的规定协调一致. 三、使用特性3.1电缆的额定电压uo/u为0.6/lkv 3.2电缆导体的长期允许工作温度: 聚氯乙烯、聚乙烯绝缘应不超过70℃; 交联聚乙烯绝缘应不超过:90℃。 3.3电缆敷设温度应不宜低于-20℃。 3.4电缆的允许弯曲半径 d4d d≥25mm:>6d 四、型号、名称及用途 型号名称主要用途 bs-jkv-0.6/1额定电压0.6/1kv平行集束铜芯聚氯乙烯绝缘架空电缆 架空固定敷设、引户线等 bs-jklv-0.6/1额定电压
集束电缆与墙挂式电缆分支箱结合供电模式 集束电缆与墙挂式电缆分支箱结合供电模式
格式:pdf
大小:1.9MB
页数:2P
4.7
该文分析了瑞安市在新农村电气化建设和改造过程中,瑞安电力有限责任公司将架空平行集束电缆和电缆分支箱相结合确定新的接线方式,建立了从低压线路引下线到电缆分支箱,再由电缆分支箱分出3~4路向用户表箱供电的新模式,并分析了该供电模式的优点,证明了该供电模式具有推广价值。
平行集束电缆制造及新型模具设计最新文档

平行集束架空绝缘电缆
格式:pdf
大小:179KB
页数:3P
4.7
平行集束架空绝缘电缆 一、产品结构图 二、标准standard 本产品执行标准参照gbl2527-91《额定电压1kv及以下架空绝缘电缆》的标准所制定的q/zchd001-2007企业 标准,本标准中产品的重要技术参数,基本试验条件性能均与gbl2527-91的规定协调一致. 三、使用特性3.1电缆的额定电压uo/u为0.6/lkv 3.2电缆导体的长期允许工作温度: 聚氯乙烯、聚乙烯绝缘应不超过70℃; 交联聚乙烯绝缘应不超过:90℃。 3.3电缆敷设温度应不宜低于-20℃。 3.4电缆的允许弯曲半径 d4d d≥25mm:>6d 四、型号、名称及用途 型号名称主要用途 bs-jkv-0.6/1额定电压0.6/1kv平行集束铜芯聚氯乙烯绝缘架空电缆 架空固定敷设、引户线等 bs-jklv-0.6/1额定电压0.6/1

平行集束架空绝缘电缆
格式:pdf
大小:76KB
页数:8P
4.4
平行集束架空绝缘电缆 三、项目的技术可行性分析: 1、项目的技术创新性论述: 我国农村传统的供电模式是采用单芯架空裸电线供电,而全网主干线和分支线路均以三相四线制供电。与传统 供电模式相比,平行集束架空绝缘电缆(以下简称平行集束导线)其技术创新点是导线中各线芯相互绝缘并经带筋 连成一体,组成平行集束,由平行集束导线所构成的供电模式,该技术具有以下几点先进性: (1)、平行集束导线采用三相四线制供电方式,每一基本用户号均可获得a、b、c三相电源,此种模式可使配 变三相负荷不平衡达到极小,从而有效降低中性线电流。 (2)、降低了电阻损耗,在平行集束导线模式下,是用等效地降低网络电阻的方法,而不是增大导线截面的方 法来实现降低有功损失的。 (3)、线路损耗较低,采用平行集束导线的低压线路,线损率一般在5%~10%之间,而采用非集束的导电线路线 损率一般在15%~20%之间。 (4)、施工简
线缆夹头成形工艺分析及模具设计 线缆夹头成形工艺分析及模具设计
格式:pdf
大小:604KB
页数:4P
4.3
根据线缆夹头的工艺特点,进行了冲压工艺分析,确定了合理的工艺方案。并进行了排样设计和各种工艺参数的计算,最终采用拉深、挤边复合模具,可使模具结构更为合理而有效。同时提高了生产效率,减小了劳动强度,是值得推广的安全有效的模具。
套筒冷挤压工艺及模具设计 套筒冷挤压工艺及模具设计
格式:pdf
大小:3.5MB
页数:8P
4.4
一、前言套筒扳手是各种机械没备必不可少的维修装配工具,要求一定的机械强度、耐磨性、表面光滑、手感舒适。一般用45钢,表面硬度为rc30左右,由于需求量大,采用机械加工工艺生产是无法适应的,用电加工工艺生产效率低、成本高。国内外一般对小规格的套筒(1″以下)多采用冷挤压成形或热锻工艺生产,大规格(1″以上)绝大多数用热锻工艺,由于加热产生氧化皮,使锻件表面粗糙并影响电镀质量。近年来日本在手工具生产中采用了

笔筒抽屉模具设计
格式:pdf
大小:684KB
页数:31P
4.5
changzhouinstituteoftechnology 毕业设计说明书 题目:笔筒抽屉模具设计 二级学院(直属学部): 专业:班级: 学生姓名:学号: 指导教师姓名:职称: 评阅教师姓名:职称: 2014年03月 常州工学院毕业设计 摘要 本设计是塑料抽屉的注塑模具设计,在结合了传统的机械设计后把cad/cam技术 应用在注塑模具的设计上,在cad系统实行了模型和注塑模具的设计。本文介绍了我 国当前模具技术的发展状况以及cad/cam在模具上的应用,其中包括pro/e, autocad,mastercam。而主要的机械部分设计,其内容包括塑料注塑模具的工作 原理及应用,设计准则,以及产品的简介。塑料注塑模的设计计算,包括模具结构设计, 注塑机的选用,浇注系统的设计等方面。 关键词:cadcam注塑模 笔筒抽屉模具设计
生产新型整体成型排气道的模具设计 生产新型整体成型排气道的模具设计
格式:pdf
大小:281KB
页数:未知
4.4
针对新型整体成型排气道生产中提出的排气道成型模具设计和排气道自动脱模两大问题,设计了一种便于实现自动脱模的模具。该模具具有脱模力较小、操作简便、便于实现自动脱模、生产效率较高的优点,同时该模具也为下一步的新型整体成型排气道自动化生产线的开发奠定了基础。
45°分型O型橡胶密封圈新型模具的设计与制造 45°分型O型橡胶密封圈新型模具的设计与制造
格式:pdf
大小:132KB
页数:5P
4.8
重点介绍内径d1≤120mm的45°分型o型橡胶密封圈的多型腔模具设计和制造工艺。该模具由模板,模芯,导销,衬套和轴用弹性挡圈等组成,各组件采用间隙配合,设计模芯型腔时,下模芯的实际中径d″应比上模芯的实际中径d′大0.05~0.06mm。加工时,应先加工下模芯,后加工上模芯,保证d′,d″和模型深度s的尺寸公差,该模具使用寿命长,使用方便灵活,生产出的o形橡胶密封圈精度高,密封效果好,社会和经济
并行工程在注塑模具设计制造中的应用 并行工程在注塑模具设计制造中的应用
格式:pdf
大小:220KB
页数:3P
4.4
介绍了ce理论,针对现行传统的串行注塑模具设计模式存在的问题,提出引入ce设计方法,从管理与技术两个方面,提高企业产品设计能力、缩短产品开发周期、提高产品质量,降低成本,从而提高企业的竞争力,并给出了实施方法。
低压电缆紧压异形导体成型模具的改进 低压电缆紧压异形导体成型模具的改进
格式:pdf
大小:72KB
页数:2P
4.7
1导体成型时常见的问题电线电缆企业为了抢占市场,能在市场中占据一席之地,不断地进行产品升级及优化传统产品,降低产品成本,而低压电力电缆采用紧压异形导体结构正是减小电缆外径以降低成本的一种有效途径。但紧压异形导体成型时经常会出现上下模具已顶死,而导体截面仍未达到理想状态(即导体截面积偏大),或是导体截面虽达到公司内控要求,但导体外
基于并行工程的模具设计制造生产管理体系 基于并行工程的模具设计制造生产管理体系
格式:pdf
大小:272KB
页数:3P
4.7
介绍了现代制造业中模具设计制造行业的发展趋势以及面临的问题,尝试性地把并行工程引入到模具设计制造行业中,对并行工程中关键技术的建立进行了阐述。
平行集束电缆制造及新型模具设计相关
文辑推荐
知识推荐
百科推荐


职位:制冷项目工程师
擅长专业:土建 安装 装饰 市政 园林


