

偏心变径(大小头)手工放样展开步骤详解
格式:pdf
大小:13KB
页数:2P
人气 :63
 4.6
4.6
仅供个人参考 不得用于商业用途 偏心变径(大小头)手工放样展开步骤详解 仅供个人参考 不得用于商业用途 仅供个人用于学习、研究;不得用于商业用途。 For personal use only in study and research; not for commercial use. Nur f ü r denpers?nlichen f ü r Studien, Forschung, zu kommerziellen Zwecken verwendet werden. Pour l ' é tude et la recherche uniquement à des fins personnelles; pas à des fins commerciales. только для людей , которые используются для обучения , сследов




偏心变径(大小头)手工放样展开步骤详解精编版
⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯最新资料推荐⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 1 偏心变径(大小头)手工放样展开步骤详解 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯最新资料推荐⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 2 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯最新资料推荐⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 3 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯最新资料推荐⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 4 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯最新资料推荐⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 5 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯最新资料推荐⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 6 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯最新资料推荐⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ 7 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
编辑推荐下载
偏心变径(大小头)手工放样展开步骤详解(20200929145010)
格式:pdf
大小:2.4MB
页数:10P
4.5
学习资料收集于网络,仅供参考 学习资料 偏心变径(大小头)手工放样展开步骤详解 学习资料收集于网络,仅供参考 学习资料 学习资料收集于网络,仅供参考 学习资料 学习资料收集于网络,仅供参考 学习资料 学习资料收集于网络,仅供参考 学习资料 学习资料收集于网络,仅供参考 学习资料 学习资料收集于网络,仅供参考 学习资料 学习资料收集于网络,仅供参考 学习资料 学习资料收集于网络,仅供参考 学习资料 学习资料收集于网络,仅供参考 学习资料
偏心变径大小头手工放样展开步骤详解精编版热门文档

偏心变径(大小头)手工放样展开步骤详解(20200929145022)
格式:pdf
大小:2.4MB
页数:11P
4.7
实用标准 文档大全 偏心变径(大小头)手工放样展开步骤详解 实用标准 文档大全 实用标准 文档大全 实用标准 文档大全 实用标准 文档大全 实用标准 文档大全 实用标准 文档大全 实用标准 文档大全 实用标准 文档大全 实用标准 文档大全 实用标准 文档大全
偏心变径(大小头)手工放样展开步骤详解(20200929145037)
格式:pdf
大小:1.1MB
页数:5P
4.5
资料收集于网络,如有侵权请联系网站删除只供学习与交流 只供学习与交流 偏心变径(大小头)手工放样展开步骤详解 资料收集于网络,如有侵权请联系网站删除只供学习与交流 只供学习与交流 资料收集于网络,如有侵权请联系网站删除只供学习与交流 只供学习与交流 资料收集于网络,如有侵权请联系网站删除只供学习与交流 只供学习与交流 资料收集于网络,如有侵权请联系网站删除只供学习与交流 只供学习与交流
偏心变径(大小头)手工放样展开步骤详解(20200929145104)
格式:pdf
大小:2.4MB
页数:10P
4.5
.\ 偏心变径(大小头)手工放样展开步骤详解 .\ .\ .\ .\ .\ .\ .\ .\ .\
偏心变径大小头手工放样展开步骤详解精编版精华文档
大小头放样步骤
格式:pdf
大小:63KB
页数:2P
4.8
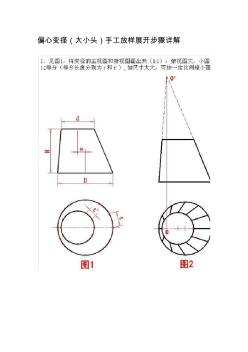
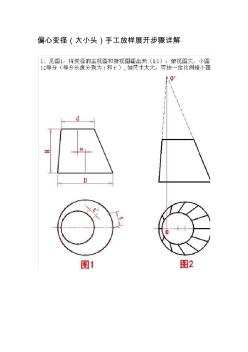
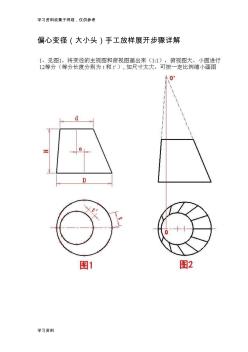
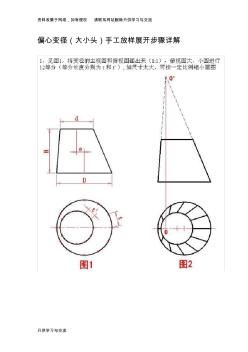
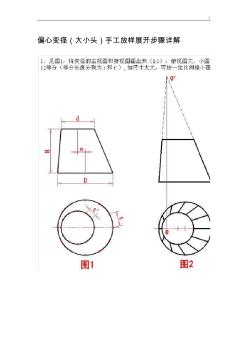
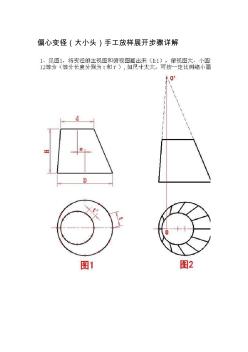
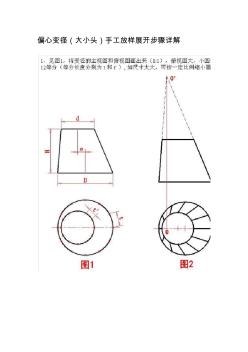
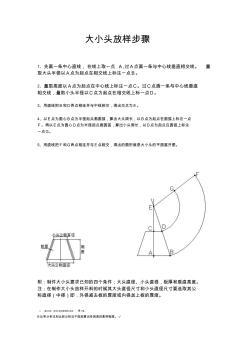
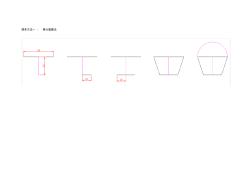
大小头放样步骤 1、先画一条中心直线,在线上取一点a,过a点画一条与中心线垂直相交线。量 取大头半径以a点为起点在相交线上标注一点b。 2、量取高度以a点为起点在中心线上标注一点c。过c点画一条与中心线垂直 相交线,量取小头半径以c点为起点在相交线上标一点d。 3、用直线把b和d两点相连并与中线相交,得出交点为e。 4、以e点为圆心b点为半径起点画圆弧,算出大头周长,以b点为起点在圆弧上标注一点 f。再以e点为圆心d点为半径起点画圆弧,算出小头周长,以d点为起点在圆弧上标注 一点g。 5、用直线把f和g两点相连并与e点相交,得出的扇形就是大小头的平面展开图。 附:制件大小头要求已知的四个条件;大头直径、小头直径,板厚和垂直高度。 注:在制作大小头放样开料的时候其大头直径尺寸和小头直径尺寸要选取其公 称直径(中径)即,外径减去板的厚度或内径加上板的厚度。 3、通过活动,使学生养
管道高级工考试大小头手工展开图步骤教程
格式:pdf
大小:288KB
页数:6P
4.4
简单方法一:等分弧画法 简单方法二:角度计算画法 1、先画一条中心直线,在线上取一点a,过a点画一条与中心线垂直相交线。量取大头半径以a点为起点在相交线上标注一点b。 2、量取高度以a点为起点在中心线上标注一点c。过c点画一条与中心线垂直相交线,量取小头半径以c点为起点在相交线上标一 点d。 3、用直线把b和d两点相连并与中线相交,得出交点为e。 4、以e点为圆心b点为半径起点画圆弧,算出大头周长,以b点为起点在圆弧上标注一点f。再以e点为圆心d点为半径起点画圆弧,算出小头周长, 以d点为起点在圆弧上标注一点g。 5、用直线把f和g两点相连并与e点相交,得出的扇形就是大小头的平面展开图。
大小头展开
格式:pdf
大小:308KB
页数:3P
4.5
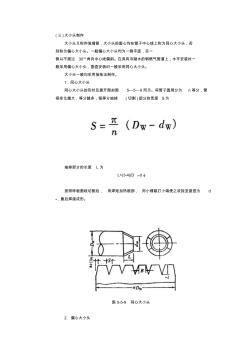
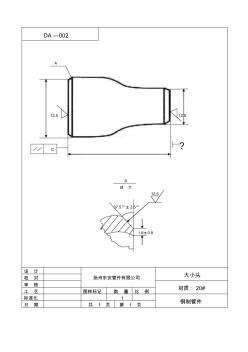
(三)大小头制作 大小头又称作渐缩管,大小头的圆心均在管子中心线上称为同心大小头,否 则称为偏心大小头。一般偏心大小头均为一侧平直,另一 侧以不超过30°角向中心线偏斜。在具有冷凝水的钢燃气管道上,水平安装时一 般采用偏心大小头,垂直安装时一般采用同心大小头。 大小头一般均采用抽条法制作。 1.同心大小头 同心大小头的形状及展开图如图5—5—9所示。将管子圆周分为n等分,管 径变化越大,等分越多,每等分抽掉(切割)部分的宽度s为 抽掉部分的长度l为 l=(3-4)(dw-dw) 按照样板画线切割后,用焊矩加热根部,用小锤敲打小端使之收拢至直径为d w,最后焊接成形。 图5-5-9同心大小头 2.偏心大小头 偏心大小头的切割面线如图5—5—10。图中a、b、c、d、e的尺寸可按下列 各式确定。 上述式中各符号意义如图所示。 图5-5-10偏心
偏心变径大小头手工放样展开步骤详解精编版最新文档
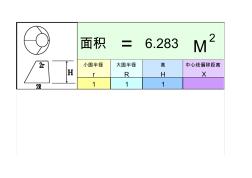
 偏心大小头展开图参数化设计
偏心大小头展开图参数化设计 偏心大小头展开图参数化设计
格式:pdf
大小:89KB
页数:2P
4.5
针对手工绘制的同心和偏心大小头零件展开图误差大、实用性差的问题,为了提高设计效率和设计水平,利用pro/e的钣金模块创建特征模型和参数化技术对模型进行参数化,应用pro/toolkit函数和visualc++编写二次开发程序和设计ui接口,实现了同心和偏心大小头零件的展开图设计,提高了生产质量和效率。
 偏心大小头展开图的精确计算绘制法
偏心大小头展开图的精确计算绘制法 偏心大小头展开图的精确计算绘制法
格式:pdf
大小:56KB
页数:未知
4.4
偏心大小头展开图的精确计算绘制法张志发(浙江省工业设备安装公司)1993年《安装》第3期介绍了通过进行一些简单计算绘制偏心大小头展开图的方法,即在通过简单计算绘出正大小头展开图的基础上,再进行一些简单计算,绘制偏心大小头展开图的方法。按此方法下料,确...
大小头作用
格式:pdf
大小:9KB
页数:1P
4.6
偏心变径的作用 偏心大小头两端管口直径不同,用于连接不同直径的管子或法兰进行变径。偏心大小头的两端 管口,圆心在同一轴线上,变径的时候,以轴线计算管子位置的话,管子的位置不变,一般用 于气体或垂直的液体管道变径。 偏心大小头两端管口圆周内切,一般用于水平的液体管道。偏心大小头的管口切点向上的时候, 称为顶平安装,一般用于泵入口,利于排气 ,切点向下成为底平安装,一般用于调节阀的安装,利用排净。偏心大小头有利于流体流动, 在变径的时候对流体流态的干扰较小,因此气体和垂直流动的液体管道使用同心异径管变径。 偏心大小头由于一侧是平的,利于排气或者排液,方便开车和检修,因此水平安装的液体管道 一般用偏心异径管。 底平flatonbottom(fob) 顶平flatontop(fot) 大小头只有同心和偏心之分,顶平和底平只是偏心大小头的一种安装方法。 所以应该说偏心大小
同心大小头
格式:pdf
大小:72KB
页数:2P
4.8
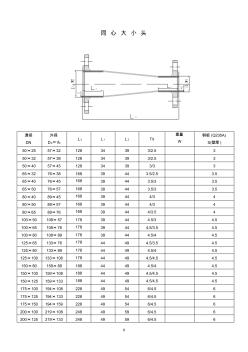
6 同心大小头 ×× 通径 dn 外径 d0×d0 l3l1l2t/t 重量 w 钢板(q235a) s(壁厚) 50×2557×3212834393/2.53 50×3257×3812834393/2.53 50×4057×4512834393/33 65×3276×3816839443.5/2.53.5 65×4076×4516839443.5/33.5 65×5076×5716839443.5/33.5 80×4089×4516839444/34 80×5089×5716839444/34 80×6589×7616839444/3.54 100×50108×5717839444.5/34.5 100×6510

大小头下料展开尺寸(附图)
格式:pdf
大小:41KB
页数:2P
4.7
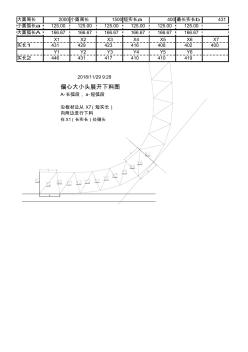
大端内径3410 小端内径2200 壁厚18 锥段高度6232 a值0.607115锥顶角度0.193553 r值11477.32锥顶角度11.08975 r值17738.62 l1值6968.053 l2值10769.38 l1弦长6861.53 l2弦长10604.75 板料宽度8046.556 长宽 a值34.78512所需板料尺寸10604.758046.556 所需板料面积55529672 55529672
偏心变径大小头手工放样展开步骤详解精编版相关
文辑推荐
知识推荐
百科推荐


职位:大气环境影响评价
擅长专业:土建 安装 装饰 市政 园林


