

普通皂化油在铸铁件发黑处理中的应用
格式:pdf
大小:43KB
页数:3P
人气 :82
 4.7
4.7
针对传统的低温碱性发黑处理工艺及常温发黑处理工艺对铸铁件进行发黑处理时存在的缺陷,通过一系列试验并由实践证明,本文提出的一种新的工艺方法,即使用普通皂化油作为发黑剂对铸铁件进行发黑处理的效果较为理想。



钢铁件发黑处理
钢铁常温发黑工艺流程表 一装筐 1、发黑大型零件装筐,在筐内留有间隙,不能重叠在一起,使其发黑均匀并快 速提高发黑液的工作效率。 2、不同的钢材,按同一类型分别装筐,分别处理。 二除油除锈 1、可选用除油除锈活化剂,或按常规工艺除油除锈。 2、若采用喷砂、喷丸、滚光机械前处理,则不用除油、除锈工艺。发黑效果优 于化学前处理。 五冷水清洗 水洗、漂洗应进行两道清洗,工件在冷水槽中上下抖动,务必将残留的液体洗干 净。检查工件表面ph值为中性(6~7)。 六 发黑 使用设备:耐酸槽 过滤泵 使用产品: 1:1-4倍水进行稀释 温度:常温(10-30℃) 1、除油、除锈最关键,只要前处理做好,则发黑很简单。 2、发黑处理的时间通常为2分钟,取出后在空气中停留1~2分钟,再水洗。 发黑工作液ph值保持2. 3、严格控制发黑的时间,掌握的标准是工件表面有一层均匀

铸铁及钢件的发黑处理
铸铁及钢件的发黑处理 一、发黑技术的种类: 钢制件的表面发黑处理,也有被称之为发蓝的。 磷化发黑主要是指中温磷化发黑,也叫特种磷化液,这一工艺是需要加温到55摄氏度左右,适用于铸铁、中碳钢、高碳钢等 材料,易于操作,得到黑色或是黑灰色磷化膜。 化学镀黑镍,适用于不锈钢、电镀镍等镀件上的直接镀镍,也适用于铝、铝合金的直接镀镍,目前这种工艺很受市场欢迎。 现在市场上最常用的发黑技术其实是以下两种碱性发黑与常温发黑,传统发黑(既碱性发黑),这种传统的钢铁发黑(发 兰)是在135-150摄氏度的碱性溶液中进行的,处理时间长达1-1.5小时,能耗高,效率低,污染重,目前很多企业已经正在换 用现在流行的钢铁常温发黑剂,它不仅发黑质量好,无污染,也很节能,大大提高了企业的工作效率。弥补了传统发黑的缺 陷;要注意的是常温发黑工艺对于低碳钢的效果不太好,表面效果也不是很好,但是a3钢
编辑推荐下载
 大型铸铁件的铁液处理
大型铸铁件的铁液处理 大型铸铁件的铁液处理
格式:pdf
大小:277KB
页数:3P
4.4
介绍大型灰铁和球铁铸件原铁液的推荐化学成分和提高其力学性能的措施;同时介绍生产大型球铁件用的球化剂及球化处理工艺、孕育剂及孕育工艺的选择原则。认为要生产合格大型铸铁件,严格选料是基础,恰当的球化和孕育处理工艺是保证。
普通灰铸铁件的抗渗漏研究 普通灰铸铁件的抗渗漏研究
格式:pdf
大小:88KB
页数:2P
4.7
文章针对生产中气体压缩机的汽缸、汽缸座、气缸盖等铸件出现试压渗漏报废量很大的现象,分析了灰铸铁试压渗漏形成机理;探讨了在铸件设计、铸造工艺、铸造过程质量管理等方面采取措施防止灰铸铁件渗漏。
普通皂化油在铸铁件发黑处理中的应用热门文档
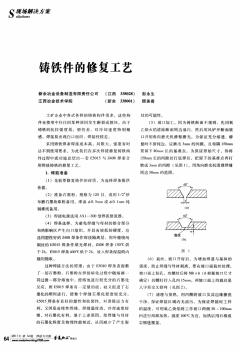
普通焊条焊接较厚铸铁件 普通焊条焊接较厚铸铁件
格式:pdf
大小:55KB
页数:2P
4.5
铸铁的焊接主要应用在铸铁铸造缺陷的补焊、铸铁件损坏以后的补焊。通过改进铸铁件的焊接工艺,介绍了一种用普通焊条焊接较厚铸铁件的方法。
锻铁件与铸铁件的区别
格式:pdf
大小:6KB
页数:2P
4.6
一般铁艺分锻铁和铸铁之分,艺术性的话,锻铁铁艺居多,铸铁的就不考虑了, 比较粗糙,有毛边,容易生锈,而锻铁的是手工或机械加工的熟铁件,但是价格 很高 铸铁件-分类 灰口铸铁件、白口铸铁件、球磨铸铁件、可锻铸铁件、蠕墨铸铁件。铸铁市含碳 大于2.1%的铁碳合金 它是将铸造生铁(部分炼钢生铁)在炉中重新熔化,并加进铁合金、废钢、回炉 铁调整成分而得到。与生铁区别是铸铁是二次加工,大都加工成铸铁件。铸铁件 具有优良的铸造性可制成复杂零件,一般有良好的切削加工性。另外具有耐磨性 和消震性良好,价格低等特点。工业用铸铁一般含碳量为2%~4%。碳在铸铁 中多以石墨形态存在,有时也以渗碳体形态存在。除碳外,铸铁中还含有1%~ 3%的硅,以及锰、磷、硫等元素。合金铸铁还含有镍、铬、钼、铝、铜、硼、 钒等元素。碳、硅是影响铸铁显微组织和性能的主要元素。 铸铁铁艺 以灰口铸铁为主要材料
铸铁件检验标准
格式:pdf
大小:24KB
页数:3P
4.7
v1.0可编辑可修改 1 铸铁件检验标准 一、检验项目、装配尺寸、性能、外观颜色包装。 二、检验方式:实配、测量。 三、抽样设计及允收水准 3.1依照一般检查水平:ⅰ级进行抽样。 3.2、每批从四点以上分散随机抽样。 3.3严重缺陷[cr]aql=0,主要缺陷[ma]aql=,次要缺陷[mi]aql= 四、检验内容: 4.1尺寸: 4.4.1烤板、烤网类一般检验长度与宽度尺寸,除特殊要求外,公差一般为±1.5mm。 4.4.2炉头类除了检验长度与宽度尺寸外,依照相应进料检验标准对其它重要装配尺寸进 行检验。 4.4.3其它不便检测之装配尺寸可利用检具或实配件进行检验。 4.2外观、亮度及颜色: 4.2.1铸铁烤漆件 a.刮边平直,无披锋、利边及尖角,无裂纹,无气孔起皮,浇铸不足、冷隔、沙粒、蚀料 等铸造缺陷。所有孔洞<3mmx1mm(深),且在1
铸铁件通用检验标准
格式:pdf
大小:120KB
页数:7P
4.7
1目的: 规范公司对铸铁件的检查验收。 2适用范围:适用于铸铁件。 ※本标准是铸件的通用标准,铸件有特殊要求时,参见相关铸件分类验收标准。 3验收标准: 3.1铸铁件材质检验标准: 3.1.1球墨铸铁件材质检验标准: 球墨铸件材质验收标准应符合gb1348或en1563:1997球墨铸铁的标准, 以机械性能(抗拉强度、延伸率)、球化率和渗碳体含量为验收依据,硬度、其 它金相组织及化学成份做为参考。 3.1.1.1球墨铸铁牌号及机械性能(单铸试块)见下表: 球铁牌号 机械性能 抗拉强度, σb(mpa) 屈服强度, σ0.2(mpa) 延伸率, δ(%) 硬度(hb) qt400-18≥400≥250≥18130-180 qt400-15≥400≥250≥15130-180 qt450-10≥450≥310≥10160-210
普通皂化油在铸铁件发黑处理中的应用精华文档

铸铁件冒口设计手册
格式:pdf
大小:1.5MB
页数:29P
4.6
铸铁件冒口设计手册 诸葛胜 福士科铸造材料(中国)有限公司 铸铁冒口设计手册 一、概述 冒口是一个个储存金属液的空腔。其主要作用是在铸件成形过程中提供由于体积 变化所需要补偿的金属液,以防止在铸件中出现的收缩类型缺陷(如图1和图2所 示),而这些需要补偿的体积变化可能有: 图1各种缩孔图2缩孔生产图a)和冒口的补缩图b) 1—一次缩孔2—二次缩孔3—缩松1—缩孔2—型腔胀大3—铸件(虚线以内) 4—显微缩松5—缩陷(缩凹,外缩孔) (1)铸型的胀大 (2)金属的液态收缩 (3)金属的凝固收缩 补偿这些体积变化所需要的金属液量随着铸型和金属种类的不同而异。此外,冒 口还有排气及浮渣和非金属夹杂物的作用。铸件制成后,冒口部分(残留在铸件上的 凸块)将从铸
普通皂化油在铸铁件发黑处理中的应用最新文档
 关于征集《灰铸铁件》和《球墨铸铁件》标准反馈意见的通知
关于征集《灰铸铁件》和《球墨铸铁件》标准反馈意见的通知 关于征集《灰铸铁件》和《球墨铸铁件》标准反馈意见的通知
格式:pdf
大小:12KB
页数:1P
4.5
各有关单位:经全国铸造标准化技术委员会申报,国家标准化管理委员会批准将现行国家标准gb/t9439-1988《灰铸铁件》和gb/t1348-1988《球墨铸铁件》列入2006年第一批制修订国家标准项目计划中,并于2006年6月30日
高铬铸铁件热处理及性能研究
格式:pdf
大小:1.7MB
页数:5P
4.7
高铬铸铁热处理及其性能的研究 第六图书馆 研究了高铬铸铁化学成分的控制范围、熔炼工艺、浇注工艺以及热处理工艺对其硬度;耐磨性和冲击性能的影响,并分析了该 成分高铬铸铁经过不同热处理后的组织。结果表明,采用文中所述生产工艺和1040℃±10℃×6h特殊淬火液淬火 +275℃×6h或440℃×6h回火的热处理工艺,高铬铸铁硬度达60hrc以上,冲击韧性达10j/cm^2,其耐磨性是高铬铸铁cr15的 1.32倍、是高锰钢mn13的1.95倍。研究了高铬铸铁化学成分的控制范围、熔炼工艺、浇注工艺以及热处理工艺对其硬度;耐 磨性和冲击性能的影响,并分析了该成分高铬铸铁经过不同热处理后的组织。结果表明,采用文中所述生产工艺和 1040℃±10℃×6h特殊淬火液淬火+275℃×6h或440℃×6h回火的热处理工艺,高铬铸铁硬度达60hrc以上,冲击韧性达 10j/cm^2
铸造工艺及模拟CASTsoftCADCAE在铸铁件生产中的应用(现代铸铁)
格式:pdf
大小:1.7MB
页数:6P
4.8
铸造工艺及模拟castsoftcad/cae在铸铁件生产中的应用 北京北方恒利科技发展有限公司(100089)宋彬 摘要:铸造工艺及模拟castsoftcad/cae计算机软件是基于有限差分铸造过程模拟软件, 能够进行流场.温度场.应力场模拟。适用于模拟复杂铸件成型过程中出现的各种现象。能够 模拟出砂型铸造,精密铸造,重力铸造,低压铸造,压力铸造,金属型铸造,消失模铸造, v法等几乎所有铸造工艺的充型和凝固过程,通过观察分析可以获得铸造过程出现的各种现 象,铸造缺陷形成过程及分布位置,确定铸件最终质量和形成最佳浇注工艺,大大缩短工艺 开发时间和节省开发费用。 关键词:三维实体造型(读取stl文件)网格剖分模拟计算后处理显示 0.前言 由于国际市场的变化及国民经济发展内需的拉动导致各种原材料价格的暴涨,铸造业的 原材料占铸件总成本的50—60%
模糊理论在铸铁件质量管理中的应用 模糊理论在铸铁件质量管理中的应用
格式:pdf
大小:358KB
页数:未知
4.8
铸造生产中,铸造缺陷的产生受多种因素的影响,而且各因素对某种缺陷的影响作用各不相同,很难确定影响因素与缺陷之间的关系,使废品经济责任难以落实。本文将模糊理论应用于铸铁件质量管理,提出了一种数据模型,用概率统计确定各工序的隶属函数,按工序追究个人或生产小组的责任,可以强化员工的质量意识,根治铸造生产中废品的“大锅饭”现象。
灰铸铁件的生产 灰铸铁件的生产
格式:pdf
大小:147KB
页数:5P
4.7
叙述了灰铸铁的力学性能、工艺性能、使用性能和化学成分,c、si、mn、p、s是灰铸铁的五种基本元素,根据性能需要,有时还加入少量的合金元素。迄今为止,国内外对于孕育处理的作用机理尚未有一致的说法,但一致认为孕育处理具有以下共性:炉前性与随流性;少量性或微量性;形核性。最后,介绍了灰铸铁在缸体、缸盖以及机床铸件上的应用情况:(1)一汽铸造有限公司研究了高ce条件下生产ht300缸体、缸盖铸件的方法,稳定地生产出了载重汽车大功率柴油机的缸体、缸盖铸件,材料牌号达到ht300;(2)烟台冰轮重型机件有限公司出口日本的卧式加工中心床身导轨面的金相组织为a型石墨,珠光体体积分数在98%以上,抗拉强度为310~340mpa,硬度为180~200hb。
铸铁件冷铁冒口的研究和应用 铸铁件冷铁冒口的研究和应用
格式:pdf
大小:120KB
页数:未知
4.7
1.概述冷铁冒口是根据铸件均衡凝固理论与有限补缩原则,结合无冒口铸造的理论设计的新型冒口,其特点体现在压边冒口颈处安放冷铁,利用冷铁吸热消除冒口和铸件形成的接触热节,并充分利用铁液的凝固膨胀获得质量较好的铸件。例如,结构尺寸如图1所示的圆盘类铸件,要求内部组织致密,无缩孔、缩松。由于以前的粘土砂干型造型工艺一直不定型,质量很不稳定。若采用传统的方法设计冒口,则铸件的冒口根部至中间热节处常产生不同程度的缩孔、缩松缺陷。而改用
普通皂化油在铸铁件发黑处理中的应用相关
文辑推荐
知识推荐
百科推荐

职位:造价高级经理
擅长专业:土建 安装 装饰 市政 园林


