

PPR热熔机使用方法
格式:pdf
大小:26KB
页数:4P
人气 :71
 4.5
4.5
PPR热熔机使用方法 一:安装前检查 1:拖线板、电线、插头、插座是否完好,热容器具是否松动或损坏,专用 减管是否完好。 2:管材、管件是否同一品牌。 二:正规厂家生产的热熔机器一般有红绿指示灯, 红灯代表加温, 绿灯代表 恒温,第一次达绿灯时不可使用, 必须第二次达绿灯时方可使用, 热熔时温度在 260℃ -280℃。低于或高于该温度,都会造成连接处不能完全熔合,留下渗水隐 患。 三:对每根管材的两端在施工前应检查是否损伤, 以防止运输过程中对管材 产生的损害,如有损害或不确定,管安装时,端口应减去 4-5cm,并不可用锤子 或重物敲击水管,以预防管道爆管,相对提高使用寿命 四:切割管材必须使端面垂直于管轴线,管材切割应使用专用管子剪。 五:加热时:无旋转地把管端导入加热模头套内,插入到所标识的深度,同 时,无旋转地把管件推到加热模头上,达到规定标志处。 六:达到加热时间后, 立即把管材



ppr热熔机使用方法
ppr热熔机使用方法 ppr热熔机使用方法 ppr热熔器,也称热合器,热合机等。适用于加热对接ppr管。简单实用, 小型价格在30rmb左右。现有可调节温控和固定温控两种。 一:安装前检查1:拖线板、电线、插头、插座是否完好,热容器具是否松动 或损坏,专用减管是否完好。2:管材、管件是否同一品牌。 二:正规厂家生产的热熔机器一般有红绿指示灯,红灯代表加温,绿灯代表 恒温,第一次达绿灯时不可使用,必须第二次达绿灯时方可使用,热熔时温度在 260℃-280℃。低于或高于该温度,都会造成连接处不能完全熔合,留下渗水 隐患。 三:对每根管材的两端在施工前应检查是否损伤,以防止运输过程中对管材 产生的损害,如有损害或不确定,管安装时,端口应减去4-5cm,并不可用锤子 或重物敲击水管,以预防管道爆管,相对提高使用寿命 四:切割管材必须使端面垂直于管轴线,管材切割应使用专用

ppr热熔机使用方法 (2)
ppr热熔机使用方法 ppr热熔器,也称热合器,热合机等。适用于加热对接ppr管。简单实用, 小型价格在30rmb左右。现有可调节温控和固定温控两种。 一:安装前检查1:拖线板、电线、插头、插座是否完好,热容器具是否松 动或损坏,专用减管是否完好。2:管材、管件是否同一品牌。 二:正规厂家生产的热熔机器一般有红绿指示灯,红灯代表加温,绿灯代表 恒温,第一次达绿灯时不可使用,必须第二次达绿灯时方可使用,热熔时温度在 260℃-280℃。低于或高于该温度,都会造成连接处不能完全熔合,留下渗水 隐患。 三:对每根管材的两端在施工前应检查是否损伤,以防止运输过程中对管材 产生的损害,如有损害或不确定,管安装时,端口应减去4-5cm,并不可用锤子 或重物敲击水管,以预防管道爆管,相对提高使用寿命 四:切割管材必须使端面垂直于管轴线,管材切割应使用专用管子剪。 五:加热时:无
编辑推荐下载
ppr热熔机使用方法(20200925164448)
格式:pdf
大小:2.9MB
页数:7P
4.5
. . ppr热熔机使用方法 ppr热熔器,也称热合器,热合机等。适用于加热对接ppr管。简单实用, 小型价格在30rmb左右。现有可调节温控和固定温控两种。 一:安装前检查1:拖线板、电线、插头、插座是否完好,热容器具是否松动 或损坏,专用减管是否完好。2:管材、管件是否同一品牌。 二:正规厂家生产的热熔机器一般有红绿指示灯,红灯代表加温,绿灯代表 恒温,第一次达绿灯时不可使用,必须第二次达绿灯时方可使用,热熔时温度在 260℃-280℃。低于或高于该温度,都会造成连接处不能完全熔合,留下渗水 隐患。 三:对每根管材的两端在施工前应检查是否损伤,以防止运输过程中对管材 产生的损害,如有损害或不确定,管安装时,端口应减去4-5cm,并不可用锤子 或重物敲击水管,以预防管道爆管,相对提高使用寿命 四:切割管材必须使端面垂直于管轴线,管材切割应使用专用管子剪。 五
ppr热熔机使用方法(20200925164503)
格式:pdf
大小:2.9MB
页数:5P
4.4
ppr热熔机使用方法 ppr热熔器,也称热合器,热合机等。适用于加热对接ppr管。简单实用,小 型价格在30rmb左右。现有可调节温控和固定温控两种。 一:安装前检查1:拖线板、电线、插头、插座是否完好,热容器具是否松动 或损坏,专用减管是否完好。2:管材、管件是否同一品牌。 二:正规厂家生产的热熔机器一般有红绿指示灯,红灯代表加温,绿灯代表 恒温,第一次达绿灯时不可使用,必须第二次达绿灯时方可使用,热熔时温度在 260℃-280℃。低于或高于该温度,都会造成连接处不能完全熔合,留下渗水隐 患。 三:对每根管材的两端在施工前应检查是否损伤,以防止运输过程中对管材 产生的损害,如有损害或不确定,管安装时,端口应减去4-5cm,并不可用锤子或 重物敲击水管,以预防管道爆管,相对提高使用寿命 四:切割管材必须使端面垂直于管轴线,管材切割应使用专用管子剪。 五:加热时:
ppr热熔机使用方法热门文档
ppr热熔器使用方法
格式:pdf
大小:19KB
页数:3P
4.6
ppr热熔器使用方法 注意事项:温度要适宜(可用热熔管去试,刚刚好可用熔掉管子就可以开始了)熔的时候把母头插小 那头,公头插大那头,轻轻用力把管子和管头往中间热熔钳方向推,推的时候可以轻轻转动一下但最 好不要上下扭把母头的孔烫的太大,当推到头不能再推了就ok了,马上拔下热熔器,迅速把管和管 头接好,等冷却了就ok了~~~~ 我也是前两天回农村老家自己接太阳能才学会的,希望对你有用 ppr热熔机使用方法 如热熔机的温度和热熔的时间等及注意事项 使用方法 1、固定熔接器安装加热端头,把熔接器放置于架上、根据所需管材规格安装对应的加热模头,并用 内六角扳紧,一般小在前端。 2、通电开机 接通电源(注意电源必须带有接地保护线),绿色指示灯亮,红色指示灯熄灭,表示熔接器进入自动 控制状态,可开始操作。注意|:在自动控温状态,红灯绿灯会交替自行点亮,这说明熔接器处于受控
PPR热熔机模头尺寸
格式:pdf
大小:51KB
页数:3P
4.8
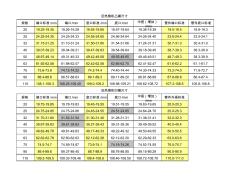
规格端口标准/mm端口/mm底口标准/mm底口/mm中径(增加) /mm 管件端口标准管件底口标准 2019.25-19.3519.26-19.2919.55-19.6519.57-19.6419.36-19.3919.0-19.518.8-19.3 2524.25-24.3524.25-24.3324.55-24.6524.56-24.6424.26-24.4023.8-24.423.5-24.1 3231.15-31.2531.10-31.2431.50-31.6031.54-31.6631.24-31.3130.7-31.330.4-31.0 4039.07-39.2339.04-39.2139.47-39.6339.54-39.6439.18-39.4538.7-39.338.3-38.9 5048.97
PPR管连接过程中热熔机的使用方法
格式:pdf
大小:10KB
页数:7P
4.7
ppr管是一种功能性能较多的管材,内壁的十分的光滑,不会发生结 垢现象,避免了滋生细菌和真菌,保证了介质不会污染,同时也能够 保证介质多年的流量不会发生变化,无论是作为供暖管材还是饮用水 供水管都能受到大家的普遍的好评。ppr管受到好评的另一个原因, ppr管有着良好的热熔接性能,能够非常好的连接,接口和管材熔接 为一体,强度非常好,不会发生漏水的现象。为了保证ppr管良好的 连接性能,我们在使用热熔机的时候就要非常注意。 在是ppr热熔机要做好安装前检查,正规厂家生产的热熔机器一般有 红绿指示灯,红灯代表加温,绿灯代表恒温,第一次达绿灯时不可使 用,必须第二次达绿灯时方可使用,热熔时温度在260℃-280℃。对 每根管材的两端在施工前应检查是否损伤,以防止运输过程中对管材 产生的损害,如有损害或不确定,管安装时,端口应减去4-5cm,并 不可用锤子或重物敲击水管,以预防
PPR热熔连接标准
格式:pdf
大小:10KB
页数:6P
4.7
1/6 首先要注意熔接部位的清洁,不可以有杂物或水迹;另外,插入方向要 正,并且是慢慢插入。 熔接时间的长短一般是安装工根据经验控制,跟两个因素有关: 1、"管材及配件的规格,规格越大,熔接时间越长; 2、"环境温度,冬季时间长,夏季时间短。 以20度温度为例(熔接器温度260), 大概时间是如下: 分别是 规格/加热时间/插入时间/冷却时间20/5s/4s/2s 25/7s/4s/2s 32/8s/6s/4s 40/12s/6s/4s 50/18s/6s/4s 63/24s/8s/6s 5/30s/8s/6s 90/40s/8s/6s 110/50s/10s/8s 塑料管道的熔接连接 熔接适用于pe(聚乙烯)管、ppr(聚丙烯)管的连接,按接口形式和加 热方式可分为: 1、电熔连接: 2/6 电熔承插连接、电

PPR热熔连接标准 (2)
格式:pdf
大小:10KB
页数:6P
4.7
首先要注意熔接部位的清洁,不可以有杂物或水迹;另外,插入方向 要正,并且是慢慢插入。 熔接时间的长短一般是安装工根据经验控制,跟两个因素有关:1、 管材及配件的规格,规格越大,熔接时间越长;2、环境温度,冬季 时间长,夏季时间短。 以20度温度为例(熔接器温度260), 大概时间是如下:分别是 规格/加热时间/插入时间/冷却时间 20/5s/4s/2s 25/7s/4s/2s 32/8s/6s/4s 40/12s/6s/4s 50/18s/6s/4s 63/24s/8s/6s 5/30s/8s/6s 90/40s/8s/6s 110/50s/10s/8s 塑料管道的熔接连接 熔接适用于pe(聚乙烯)管、ppr(聚丙烯)管的连接,按接口 形式和加热方式可分为: 1、电熔连接:电熔承插连接、电熔鞍形连接 2、热熔连接:热
ppr热熔机使用方法精华文档
PPR管热熔连接施工方法
格式:pdf
大小:8KB
页数:1P
4.5
ppr管热熔连接施工方法 给水塑料管及管配件之间采用热熔承插接口时,安装应使用专用熔接工具。 热熔承插连接的方法如下: ①热熔工具接通电源,到达工作温度指示灯亮后方能开始操作。 ②管子与管配件连接端面必须清洁、干燥、无油。 ③用卡尺和合适的笔在管端测量并标绘出焊接深度。 ④熔接弯头或三通时,应注意其方向,在管件和管道的直线方向上,用辅助 标志标出其位置。 ⑤连接时,无旋转地把管端导入加热套内,插入到所标志的深度,同时,无 旋转地把管件推到加热头上,达到规定标志处。 ⑥达到加热时间,立即把管子与管件从加热套与加热头上同时取下,迅速无 旋转地直线均匀用力插入到所标深度,使接头处形成均匀凸缘。
PB、PPR管道热熔知识
格式:pdf
大小:456KB
页数:5P
4.4
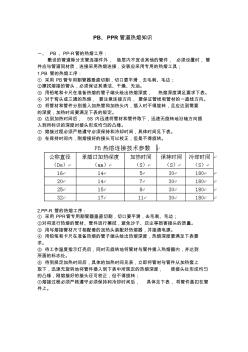
pb、ppr管道热熔知识 一、pb、pp-r管的热熔工序: 敷设的管道除分支管连接件外,垫层内不宜设其他的管件,必须设置时,管 件应与管道同材质,连接采用热熔连接,安装应采用专用的热熔工具; 1.pb管的热熔工序: ①采用pb管专用割管器垂直切割,切口要平滑,去毛刺、毛边; ②擦拭熔接的管头,必须保证其清洁、干燥、无油。 ③用铅笔和卡尺在准备热熔的管子端头绘出热熔深度,热熔深度满足要求下表。 ④对于弯头或三通的热熔,要注意连接方向,要保证管线和管材的一直线方向。 ⑤将管材和管件分别插入加热管和加热头内,插入时不得旋转,且应达到需要 的深度,加热时间要满足下表的规定。 ⑥达到加热时间后,5s内迅速将管材和管件取下,迅速无旋转地沿轴方向插 入到所标识的深度时接头形成均匀的凸缘。 ⑦熔接过程必须严格遵守必须保持和冷却时间,具体时间见下表。 ⑧在保持时间内,刚熔
PE热熔机焊接全过程及使用说明
格式:pdf
大小:7.2MB
页数:10P
4.5
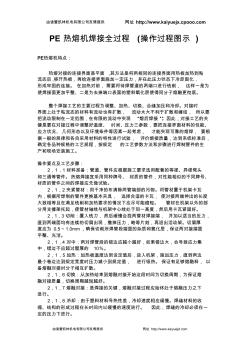
由诸暨凯林机电有限公司友情提供网址http://www.***.*** 由诸暨凯林机电有限公司友情提供网址http://www.***.*** pe热熔机焊接全过程(操作过程图示) pe热熔机特点: 热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘 流态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化, 形成牢固的连接。在加热对前,需要将待焊管道的两端口进行铣削,这样一是为 使焊接面更加平整、二是为去掉端口表面的塑料氧化层使得同分子熔融更彻底。 整个焊接工艺的主要过程为调整、加热、切换、合缝加压和冷却。对接时 界面上处于粘流态的材料有流动也有扩散,流动太大不利于扩散和缠结,所以要 把流动限制在一定范围,在有限的流动中实现“熔后焊接”。因此,对接工艺的关 键是要在对接过程中调整好温度、时间、压

给水管道(PPR热熔管)安装技术交底
格式:pdf
大小:11KB
页数:1P
4.4
室内给水管道(ppr给水热熔管)安装技术交底 1、按设计图纸画出管道分路、管径、预留管口、阀门位置等施工草图,在实际 安装的结构位置做上标记,按标记分段量出实际安装的标准尺寸,记录在施 工草图上,然后按草图测得的尺寸预制加工; 2、热熔工具接通电源,到达工作温度指示灯亮后方能开始操作。管子与管件连 接端面必须清洁、干燥、无油; 3、ppr给水管的热熔加热时间为:de20→5s,de25→7s,de32→8s,de40→ 12s,de50→18s,de63→24s; 4、熔接弯头或三通时,应注意其方向,在管件和管道的直线方向上,用辅助标 志标出其位置; 5、连接时,无旋转地把管端导入加热器内,插到所标志的深度,同时,无旋转 地把管件推到加热头上,达到规定标志处; 6、达到加热时间后,立即把管子与管件从加热套与加热头上同时取下,迅速无 旋转地直线均匀用力插入到所标深度,使接头处形成均匀
给水管道(PPR热熔管)安装技术交底
格式:pdf
大小:9KB
页数:1P
4.7
. . 室内给水管道(ppr给水热熔管)安装技术交底 1、按设计图纸画出管道分路、管径、预留管口、阀门位置等施工草图,在实际 安装的结构位置做上标记,按标记分段量出实际安装的标准尺寸,记录在施 工草图上,然后按草图测得的尺寸预制加工; 2、热熔工具接通电源,到达工作温度指示灯亮后方能开始操作。管子与管件连 接端面必须清洁、干燥、无油; 3、ppr给水管的热熔加热时间为:de20→5s,de25→7s,de32→8s,de40→ 12s,de50→18s,de63→24s; 4、熔接弯头或三通时,应注意其方向,在管件和管道的直线方向上,用辅助标 志标出其位置; 5、连接时,无旋转地把管端导入加热器内,插到所标志的深度,同时,无旋转 地把管件推到加热头上,达到规定标志处; 6、达到加热时间后,立即把管子与管件从加热套与加热头上同时取下,迅速无 旋转地直线均匀用力插入到所标深度,使接
ppr热熔机使用方法最新文档
PE管道热熔机及其对焊技术
格式:pdf
大小:549KB
页数:5P
4.5
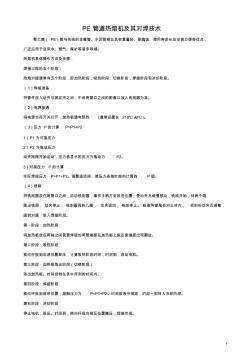
1 pe管道热熔机及其对焊技术 聚乙烯(pe)管与传统的金属管、水泥管相比具有重量轻、耐腐蚀、使用寿命长及安装方便等优点, 广泛应用于自来水、燃气、煤矿等诸多领域。 热熔机具体操作方法及步骤: 焊接过程的五个阶段: 热熔对接通常有五个阶段,即加热阶段,吸热阶段,切换阶段,焊接阶段和冷却阶段。 (1)焊接准备 将管件放入动夹与固定夹之间,中间两管口之间的距离以放入铣削器为准。 (2)电源接通 将电源负荷开关打开,加热板通电预热(通常设置在210℃±3℃)。 (3)压力p的计算:p=p1+p2 1)p1为对接压力 2)p2为拖动压力 动夹刚刚开始运动,压力表显示的压力为拖动力p2。 3)对接压力p的计算 实际焊接压力p=p1+p2。调整溢流阀,使压力表指针指向计算的p值。 (4)铣削 将铣削器放在两管口之间,启动铣削器,操作手柄打至前进位置,使动夹瓦缓慢移动,铣削
PE热熔机焊接全过程(附图)
格式:pdf
大小:861KB
页数:5P
4.3
关键词pe管道焊接机pe管道对焊机pe热熔对焊机热熔对接机pe热熔机操 作施工使用说明演示图解 pe热熔对接机使用图解 很多刚刚接触pe施工的人经常会问有关热熔对接焊机如何操作的问题,尽管 我们的使用说明书中有很详尽的说明,但那也是在购买了我们产品之后,因此 我们特地拍摄了一些图片,图文并茂的给大家讲解下如何使用热熔对接焊机; 如有不足之处还请方家指正! 热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流 态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形 成牢固的连接。在加热对前,需要将待焊管道的两端口进行铣削,这样一是为 使焊接面更加平整、二是为去掉端口表面的塑料氧化层使得同分子熔融更彻底。 整个焊接工艺的主要过程为调整、加热、切换、合缝加压和冷却。对接时界 面上处于粘流态的材料有流动也有扩散,流动太大不利于
FRPP管热熔对接方法及步骤
格式:pdf
大小:12KB
页数:2P
4.4
frpp管热熔对接方法及步骤 熔接准备:熔接前首先检查热熔焊接机是否正常,是否满足热熔焊接需求。如检 查机具各个部位的紧固件有无脱落或松动;检查焊机线路有无破损:检查液压箱 内油液是否充足;确认电源与热熔对接焊机输人要求电压是否匹配;检查加热板 是否符合要求(涂层是否有损伤);铣刀、油泵开关等运行是否正常等。 然后将与frpp管规格一致的卡瓦装人机架;设定好加热温度至焊接温度 (frpp管的加热温度为210-235'c);加热前,应用软纸或布雌酒精擦拭加热板表 面,擦拭时,动作要轻柔,不要损坏、划伤聚四氟乙烯防粘层。 热熔对接:热熔对接应按照熔接工艺参数进行操作。必要时,应根据天气、环 境温度对其适当调整。 用干净的棉布擦拭管端,清除两管端的污物。 将frpp管置于机架卡瓦内,使两端伸出的长度相等,伸出的长度在满足铣削 和加热要求的情况下应尽可能短,通常为25

ppr管材热熔连接施工.
格式:pdf
大小:8KB
页数:1P
4.4
ppr管道热熔连接、电熔连接焊口接头质量快速、实用的检测 方法和合格判定也是目前ppr管道施工的一个瓶颈。以ppr 管材热熔连接为例,目前的检测方法是以目测焊口焊环的外观 来检验其质量,虽然有些问题可以通过焊环的外观发现,但有 些内在的问题则无法从表面体现,比如"假焊","假焊"的外观 与合格外观相差无几,但长期强度无法保证,哈尔滨燃气公司 曾发生因ppr管熔口熔接形成"假焊",其他管线施工时破坏 了燃气管道地基,燃气管道在不平衡外力作用下,被挤压开裂 造成重大泄露事故。 就ppr管道连接施工而言,虽然操作简单容易掌握,但无论 热熔连接和电熔连接的操作过程都必须严格控制操作步骤,也 就是操作的过程控制,而并非单一的靠最终焊口来对接头质量 进行合格的判定。在电熔连接方面,仅靠最终电熔管件上观察 孔的顶出与否来判断焊接的质量是不完全也是不确切的,观察 孔仅作为判断焊

 psp钢塑管电磁热熔机
psp钢塑管电磁热熔机 psp钢塑管电磁热熔机
格式:doc
大小:66KB
页数:3P
5
"随着现代工业技术的不断发展,管材的连接方式也在不断创新。其中,psp钢塑管电磁热熔机作为一种先进的连接设备,其在psp钢塑管的连接中发挥着重要的作用。这种设备采用了电磁热熔技术,能够实现管材的快速、安全、可靠的连接,大大提高了施工效率和工程质量。"
PPR管热熔安装工艺
格式:pdf
大小:408KB
页数:6P
4.8
永威·东棠项目工程部1 知识沉淀—1 室内pp—r给水管道安装 目前,我国越来越重视使用以塑料管为主体的绿色管材,以替代传统的 镀锌钢管、焊接钢管等由于存在“质量易蚀”使用寿命短,卫生条件差等方 面的天然缺陷。使用以塑料管为主体的不生锈、无腐蚀、无渗漏、无结垢的 优质绿色管材,从根本上解决饮用水管道系统中二次污染的问题。 永威·东棠住宅工程各项配套设施完备,使用功能齐全,工程质量标准 高,社会影响大,公司要求和期望值较高。室内生活给水管道户内均采用pp —r(建筑给水聚丙烯)管道,敷设在垫层或地暖绝热层内。管道接口采用热 熔连接,接口众多,热熔要求技术性高,如何提高熔接质量,保证熔接接口 不渗漏,保证水质和流量,同时在与土建配合方面都对我们提出了严峻的考 验。 敷设在垫层或绝热层内的pp—r管道熔接接头质量的好坏直接关系到是 否渗漏,关系到能否保证水流量,关系到饮用水的水质卫
PPR管热熔连接操作要点
格式:pdf
大小:11KB
页数:1P
4.7
ppr管热熔连接操作要点 1、在安装ppr水管之前,首先应该严格的检查水管的内外壁是 否存在有裂口、凹陷、气泡等问题,其次是材料的好坏直接影响水管 的质量以及后期的隐患。 2、用卷尺量出水管所需要的管材的长度,在用专用的剪刀或者 是切割器切管材,管材的切口应该平整,没有飞边,切完之后要记得 去掉管材的毛刺。 3、热熔的时候要把水管的端头导语加热的模头套里面,放入到 适当的深度,同时吧管件推到在加热模头上,达到一样的深度即可。 4、待到加热的时间之后,要立即的把管材和管件从加热模具上 取下来,再迅速的放到已经热熔好了的深度内,让接头处形成一个均 匀的凸形状,并且还需要控制住放进去之后的管材和管件没有反弹的 现象。
PP-R管热熔插接
格式:pdf
大小:49KB
页数:4P
4.4
试题三、pp-r管热熔插接 1.准备要求: (1).材料、设备准备 序号名称规格数量备注 1pp-r管dn202米 2热熔器1台 (2).工具准备 序号名称规格数量备注 1管子剪1把 2抹布若干 3砂布1张 4标识笔1支 5卷尺1个 2.操作程序规定说明 (1).操作程序说明: 1)准备工作。 2)pp-r管热熔插接前处理。 3)pp-r管的热熔插接。 (2).考核规定说明: 1)如违章操作该项目终止考核。 2)考核采用百分制,考核项目得分按组卷比重进行折算。 3)考核方式说明:该项目为实际操作题,全过程按操作标准结果进行评分。 4)测量技能说明:本项目主要测量考生对pp-r管热熔插接的掌握程度。 3.考核时限 (1).准备时间:1min(不计入考核时间)。 (
ppr热熔机使用方法相关
文辑推荐
知识推荐
百科推荐


职位:建筑模型师
擅长专业:土建 安装 装饰 市政 园林


