






编辑推荐下载
等径三通管
格式:pdf
大小:172KB
页数:2P
 4.8
4.8
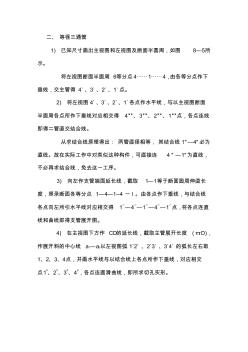
二、等径三通管 1)已知尺寸画出主视图和左视图及断面半圆周,如图8—5所 示。 将左视图断面半圆周6等分点4⋯⋯1⋯⋯4,由各等分点作下 垂线,交主管得4`、3`、2`、1`点。 2)将左视图4`、3`、2`、1`各点作水平线,与以主视图断面 半圆周各点所作下垂线对应相交得4”、3”、2”、1”点,各点连线 即得二管直交结合线。 从求结合线原理得出:两管直径相等,其结合线1"—4"必为 直线。故在实际工作中对类似这种构件,可直接连4"—1"为直线, 不必再求结合线,免去这一工序。 3)向左作支管端面延长线,截取1—1等于断面圆周伸直长 度,照录断面各等分点1—4—1--4一l。由各点作下垂线,与结合线 各点向左所引水平线对应相交得1∞—4∞—1∞—4∞—1∞点,将各点连直 线和曲线即得支管展开图。 4)在主视图下方作c
 HDPE焊接三通管件壁厚数值优化设计
HDPE焊接三通管件壁厚数值优化设计 HDPE焊接三通管件壁厚数值优化设计
格式:pdf
大小:732KB
页数:3P
4.8
输气焊接hdpe三通管道,由于焊接使材料性能下降,并产生应力集中,因此必须对管道连接处增加壁厚。基于对hdpe材料性能和焊接处hdpe材料拉伸强度的试验,对hdpe材料三通管道壁厚进行数值优化设计。有限元模型中采用理想弹塑性和ramberg-osgood两种材料本构模型,计算得到管道等应力线以及壁厚优化曲线,对管道设计具有实际意义。
pe电熔等径三通管件压力焊接技术热门文档
 焊接等径三通的应力测定
焊接等径三通的应力测定 焊接等径三通的应力测定
格式:pdf
大小:122KB
页数:1P
4.5
管道系统中有大量的三通部件在工作过程中主要承受内压作用,与此同时,由于管系的自重、温度变化、装配误差、管道位移等原因,使连接三通的支、主管端分别受到各种形式的内、外载荷作用。本文通过对两个φ152mm×20mm焊接等径三通的应力测定,分析了内压载荷下经堆焊加宽方式对三通焊道的补强效果及其应力的分布情况,并做出强度评价。
等径三通管复合胀形工艺及试验研究 等径三通管复合胀形工艺及试验研究
格式:pdf
大小:612KB
页数:3P
4.6
介绍了采用复合胀形工艺,将无缝管一次成形为三通管的加工工艺,以及相应的试验研究。内容包括三通管复合胀形原理简介,主要工艺参数的确定,模具结构设计与工作原理,试验结果与分析。
等径三通管胀形时壁厚影响因素的研究 等径三通管胀形时壁厚影响因素的研究
格式:pdf
大小:686KB
页数:4P
4.6
对传统的胀形件三通管的成形进行了分析,通过理论分析并结合自己的试验结果和模拟的结果进行比较,得出了加载路径、填充介质以及模具的圆角半径对内高压成形件的壁厚分布的影响规律。

pe电熔等径三通管件压力焊接技术精华文档
PVC等径三通管道的水击特性分析 PVC等径三通管道的水击特性分析
格式:pdf
大小:1010KB
页数:4P
4.5
提出了三通管道输水时的5种典型工况,通过理论分析方法研究了等径三通输水管不同典型工况下的水击特性,得到了不同工况下的水击波传播规律;然后针对典型的水库-三通管-阀门的输水系统,采用特征线法计算验证,计算结果与理论分析的结果一致。研究表明,当两尾端阀门同时关闭时将产生较大的水头,在实际工程应采取相应的保护措施。
各种介质对等径三通管复合胀形工艺的影响 各种介质对等径三通管复合胀形工艺的影响
格式:pdf
大小:748KB
页数:4P
4.4
三通管广泛应用于工业、建筑、装饰等行业,为了提高三通管的质量及降低加工成本,三通管胀形工艺研究势在必行。胀形工艺关键技术之一是胀形介质的选用,通过采用石蜡、粘土、尼龙、硅橡胶和聚氨酯橡胶等材料作为胀形介质进行了大量的胀形实验。从实验中得出的数据可知,以上各种介质都可以达到要求的胀形系数。但从得到零件的外部及内部的质量来看,并且结合金属流动规律分析得知,内壁要求高的工件,可选用尼龙、聚氨酯橡胶、硅橡胶为介质;反之,对内壁要求不高或无要求的工件,可用石蜡作为介质,并且可回收利用,降低成本。这对于三通管胀形技术的实际生产具有重要的指导意义。
等径三通管接头稳定性分析 等径三通管接头稳定性分析
格式:pdf
大小:299KB
页数:3P
4.4
讨论了工程中受负压三通的稳定性问题,这里根据材料力学理论和圆环的挠曲线方程,利用截面法讨论了三通接头的稳定性,得到了稳定性分析用计算临界力的保守公式。
(完整版)Y三通Y型三通斜三通管件W型B型管件
格式:pdf
大小:220KB
页数:2P
4.8
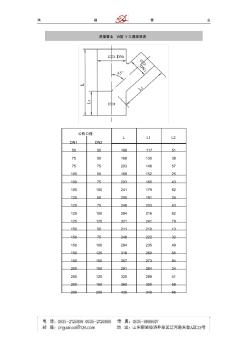
鸿福管业 鸿福管业w型y三通规格表 公称口径 ll1l2 dn1dn2 505016811751 755016813538 757520314657 1005016815225 1007520316543 10010024117962 1255020519124 1257524620343 12510028421662 12512532124179 1505021121013 1507524822232 15010028423549 15012531826065 15015035727384 20010029126424 20012532528941 20015036030059 20020043534095 鸿福管业
三通管件注射模具设计与制造 三通管件注射模具设计与制造
格式:pdf
大小:224KB
页数:3P
4.5
介绍了以ug作为模具开发平台设计三通管件注塑模具的过程,探讨了注塑模具设计的一般方法,解决了设计与制造过程中的一些难点,实现了一模多腔,提高了生产效率。
pe电熔等径三通管件压力焊接技术最新文档
基于MPI的注塑三通管件变形分析 基于MPI的注塑三通管件变形分析
格式:pdf
大小:804KB
页数:4P
4.4
影响注塑制品翘曲变形的因素很多,在产品结构、材料不变的情况下,利用mpi软件对y型聚乙烯(pe)三通管件进行模拟分析,找出影响其孔口失圆的主要原因是pe材料的收缩性能,同时根据模拟结果对模具结构、注塑工艺进行优化,从而减少孔口变形,使产品满足市场需求。

三通管件中英文对照表
格式:pdf
大小:13KB
页数:3P
4.8
三通管件中英文对照表 三通tee 异径三通reducingtee 等径三通straighttee 带侧向口的三通(右向或左向)sideoutlettee(righthandor1efthand) 异径三通(分支口为异径)reducingtee(reducingonoutlet) 异径三通(一个直通口为异径)reducingtee(reducingononerun) 带支座三通basetee 异径三通(一个直通口及分支口为异径)reducingtee(reducingononerunandoutlet) 异径三通(两个直通口为异径,双头式)reducingtee(reducingonbothruns,bullhead) 45°斜三通45°lateral 45°斜三通(支管为异
 不锈钢薄壁三通管件冷挤压成形工艺
不锈钢薄壁三通管件冷挤压成形工艺 不锈钢薄壁三通管件冷挤压成形工艺
格式:pdf
大小:507KB
页数:4P
4.5
通过对不锈钢薄壁三通管件冷挤压成形工艺进行的大量试验,提出了薄壁不锈钢三通管件冷挤压成形的模具结构形式,分析了工艺参数,介绍了降低成本、提高模具寿命的工艺方法
工程施工电渣压力焊接技术
格式:pdf
大小:24KB
页数:4P
4.7
工程施工电渣压力焊接技术 电渣压力焊是利用电流通过渣池产生的电阻热将钢筋端部溶化然后施工压力使 钢筋焊合的一种连接方式。 一操作工艺如下: 1.施工准备 a焊接设备 焊接设备主要包括:焊接电源、焊接机头、控制箱、焊剂填装金属盒等。 b焊接电源 竖向钢筋电渣压力焊的电源,可采用一般的bx3-500型与bx2-1000型交流弧 焊机,也可采用jsd-600型专用电源。 c焊接机头 焊接机头是实现竖向钢筋电渣压力焊并取得优质接头的关键部件,应满足下列 要求: ①小巧、轻便对密集钢筋或高空作业的焊接有较大的适应性。 ②监控手段齐全,易于掌握,以减小对操作技能的依靠性。 ③对中迅速准确,能保证焊接质量的稳定性。 d焊剂盒与焊剂 焊剂盒内径为80-100mm,与所焊钢筋的直径相适应,焊剂宜采用431型,在焊 接过程中还起补充熔渣、脱氧及添加合金元素作用,使焊缝金属合金化。
异型PPH三通管件的制作 异型PPH三通管件的制作
格式:pdf
大小:58KB
页数:未知
4.7
冲毛水管斜管的制作要求高,传统的手工制作方法,人工劳动强度大,工作效率低,焊接效果差等弊端,研究新的制作工艺解决以上问题,满足其使用要求。
大口径聚乙烯三通管件的设计 大口径聚乙烯三通管件的设计
格式:pdf
大小:154KB
页数:3P
4.5
文章介绍了大口径聚乙烯三通管件设计的一些基本要素点,解决大口径聚乙烯三通管件椭圆度,直径尺寸公差问题的方法,产品静液压实验薄弱点产生的机理与控制,剖析了等径三通与异径三通系列的优化设计,具有实际的应用价值。
运用均衡凝固理论设计三通管件的浇注系统 运用均衡凝固理论设计三通管件的浇注系统
格式:pdf
大小:113KB
页数:3P
4.5
采用环形横浇道,内浇道径向引入,在铸件的两侧法兰位置安放溢流补缩冒口。直浇道、横浇道、补缩冒口的大小按照收缩模数法来确定,浇口杯采用迪砂(disa)造型线推荐的轻型防喷溅标准样式。用这种浇注系统和冒口联合补缩的工艺方法,在垂直造型线上生产三通类铸件。经实际生产验证,铸件内在品质良好,没有缩孔、缩松缺陷,工艺出品率达68%,综合成品率达96%。
 三通管件注射模具设计与制造
三通管件注射模具设计与制造 三通管件注射模具设计与制造
格式:pdf
大小:180KB
页数:3P
4.7
介绍了以ug作为模具开发平台设计三通管件注塑模具的过程,探讨了注塑模具设计的一般方法,解决了设计与制造过程中的一些难点。实现了一模多腔,提高了生产效率。
pe电熔等径三通管件压力焊接技术相关
文辑推荐
知识推荐
百科推荐


职位:停车场智能化管理工程
擅长专业:土建 安装 装饰 市政 园林


