

内外涂层防腐工艺对高钢级管线钢管力学性能的影响
格式:pdf
大小:833KB
页数:5P
人气 :64
 4.5
4.5
简单分析了钢管由于内外涂层防腐工艺处理产生应变时效(strain aging)的原因,介绍了目前国内外对应变时效研究的进展情况。通过对X70、X80钢级直缝埋弧焊管分别取试样,在不同的试验条件下进行了拉伸试验和夏比冲击试验,试验结果表明①焊管抗拉强度和伸长率无明显变化;②焊管夏比冲击功和剪切面积变化不明显;③管体屈服强度和屈强比有明显变化,其主要影响因素是防腐前的中频加热温度。



高钢级管线钢的组织和力学性能.
?20? 焊管 2008年3月 50.8 rllrn,x70钢试样为apispec5l标准所要求 的板状试样,按astma37022002标准规定,在mts810215自动拉伸试验机上 进行。 对于夏比v形缺口冲击试样,x80钢在钢板中间厚度处取样,x100钢在钢板表 面2mm下取样,分别在0℃,一18℃,一20℃和一38℃下进行.冲击试验。 2试验结果 2.1力学性能 拉伸试验结果(见表2表明,对于三种试验用钢,随着管线钢级别的提高,其硬度 和强度都有较大的提高,延伸率下降较小,屈强比略有升高。 夏比冲击试验表明,x100钢即使在更低的温度下 表2试验钢的力学性能 仍然比x80钢有更高的冲击吸收功。落锤撕裂试验表明,三种管线钢的dwtr 剪切面积高达100%,在所测试温度下都满足apispec 5l标准的“
编辑推荐下载
 预应变对高钢级管线钢延性的影响
预应变对高钢级管线钢延性的影响 预应变对高钢级管线钢延性的影响
格式:pdf
大小:1.6MB
页数:9P
4.4
通过对x100管线钢原始状态和预应变状态钢材取光滑拉伸试样(st)和缺口拉伸试样(nt),并分别在纵向(l)和横向(t)加载,研究了各试样应力-应变、应力-直径缩减量等的变化情况。结果表明,高钢级管线钢表现出了塑性的各向异性、各向同性和随动强化等特性。此外,通过数值模拟和分析,对不同加载状态下的试样建立了可以表现各向异性塑性和延性的材料模型,并将各向异性塑性模型和随动强化模型融合到新的模型里,得到了三向应力与等效塑性应变在断裂起始点上的关系。
铌对高钢级管线钢中碳氮化物析出热力学影响 铌对高钢级管线钢中碳氮化物析出热力学影响
格式:pdf
大小:326KB
页数:6P
4.4
高钢级管线钢中碳氮化物析出对提高钢的强韧性有着非常重要的作用.基于高钢级管线钢的成分体系,建立(nbx,ti1-x)(cyn1-y)-aln复合析出的双亚点阵热力学模型,计算出800~1450℃内两种不同nb含量的管线钢中碳氮化物复合析出数据,并与jmatpro软件计算结果进行比较.结果表明:nb含量的增加,提高了nb的全固溶温度,扩大了高温析出温度区域;ti元素在1200~1450℃内析出速度很快,1200℃时两种成分钢中ti的析出量均大于50%;800℃平衡态时,析出物均以nbc为主;nb对ti元素的交互作用间接影响到aln的析出;热力学计算结果与jmatpro软件计算结果进行比较,试验数据有着良好的一致性.
内外涂层防腐工艺对高钢级管线钢管力学性能的影响热门文档
高钢级大壁厚管线钢管DWTT影响因素探讨 高钢级大壁厚管线钢管DWTT影响因素探讨
格式:pdf
大小:507KB
页数:3P
4.4
介绍了国内管线钢管生产中落锤撕裂试验(dwtt)常用的标准。对于大壁厚管线钢管的dwtt,可采用全壁厚试样和规定尺寸的减薄试样来进行。从韧脆转变温度、断口剪切面积评判方法和减薄试样加工方法几个方面探讨了高钢级大壁厚管线钢dwtt的影响因素。提出了建议:采用减薄试样dwtt时,应避开材料的韧脆转变温度进行试验;采用单面减薄和双面减薄试样dwtt时,应在标准中明确试样的加工方法;另外,应对不同钢级减薄试样降低相同温度的试验结果进行相应的系数修正。
国内外高钢级管线钢的发展及应用 国内外高钢级管线钢的发展及应用
格式:pdf
大小:258KB
页数:6P
4.4
长输油气管道正在向大口径、高压力的方向发展,为满足这一要求,高钢级管线钢的应用逐渐成为油气管道建设的发展趋势。目前陆上天然气管道已经发展到x80钢级,国内外对更高钢级x100、x120的研究也取得了新的进展。本文系统整理并介绍了国内外x80、x100、x120等三种高钢级管线钢的开发、生产及应用现状,并展望了它们的发展方向。
管线钢管监造作业表
格式:pdf
大小:18KB
页数:1P
4.4
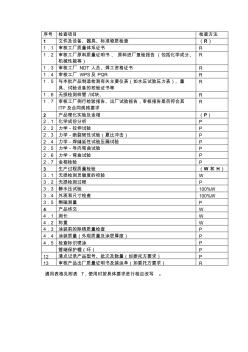
序号检查项目检查方法 1文件及设备、器具、标准物质检查(r) 1.1审核工厂质量体系证书r 1.2审核工厂原料质量证明书,原料进厂复验报告(包括化学成分、 机械性能等) r 1.3审核工厂ndt人员、焊工资格证书r 1.4审核工厂wps及pqrr 1.5与本批产品制造检测有关主要仪表(如水压试验压力表)、量 具、试验设备的校验证书等 r 1.6无损检测样管/试块、r 1.7审核工厂例行检验报告、出厂试验报告,审核报告是否符合其 itp及合同规格要求 r 2产品理化实验及金相(p) 2.1化学成份分析p 2.2力学-拉伸试验p 2.3力学-断裂韧性试验(夏比冲击)p 2.4力学-焊缝延性试验压扁试验p 2.5力学-导向弯曲试验p 2.6力学-弯曲试验p 2.7金相检验p 3生产过程质量检
X70厚壁海底管线钢管研制 X70厚壁海底管线钢管研制
格式:pdf
大小:505KB
页数:未知
4.3
根据我国南海深海管线用钢管的技术要求,开发出了厚壁x70钢级φ765.2mm×31.8mm海底管线钢管。通过对钢管进行检测:钢管管体纵向和横向屈服强度≥550mpa,抗拉强度≥660mpa,屈强比最低达到0.81,焊缝抗拉强度达695mpa,均匀延伸率达到了7.6%,断后伸长率达到54%;在-20℃下管体冲击功平均值为340j,焊接接头冲击功平均值最低为168j;在0℃下管体ctod特征值δm最高达到0.688mm,焊接接头最小为0.222mm,热影响区最小为0.280mm。钢管管体母材、热影响区、焊缝部位的抗氢致开裂、硫化物应力腐蚀及盐雾腐蚀性能良好。试验结果表明研制的x70钢管具有优良的强塑性、低温韧性、断裂韧性及耐腐蚀性能,适用于海洋服役环境的油气输送。
钢管3PE外防腐工艺的探讨 钢管3PE外防腐工艺的探讨
格式:pdf
大小:215KB
页数:3P
4.4
总结了钢管3pe外防腐工艺设计和设备选型的经验,从预热炉选型、抛丸机工艺设置、酸洗和铬酸盐处理的选择、在线漏点检测位置和设备选型、喷淋房设置等方面对外防腐工艺进行了探讨。提出了钢管外防腐生产线工艺中工序设置或设备选型的见解。
内外涂层防腐工艺对高钢级管线钢管力学性能的影响精华文档
穿线钢管防腐工艺自动化生产线的研究 穿线钢管防腐工艺自动化生产线的研究
格式:pdf
大小:97KB
页数:4P
4.4
针对穿线钢管现行涂锌工艺存在的问题和管内防腐层喷涂工艺及plc控制自动喷涂机进行分析和研究,提出用高能浸涂,工艺取代镀锌工艺和管内喷涂工艺的设想.
模具曲率半径对X80管线钢管JCO成形影响分析 模具曲率半径对X80管线钢管JCO成形影响分析
格式:pdf
大小:861KB
页数:6P
4.4
采用有限元方法对大口径直缝埋弧焊管jco弯曲成形过程进行数值模拟,根据abaqus有限元软件计算结果,分析不同上模曲率半径所对应的应力应变场分布特点,讨论目标弯曲角、加载弯曲角与凸模曲率半径之间的关系,给出了力与位移的关系曲线,以及不同凸模半径下管坯成形力与目标弯曲角关系曲线,为实际生产合理选择模具提供参考。

钢管防腐工艺介绍
格式:pdf
大小:9KB
页数:4P
4.3
钢管防腐工艺介绍 各种涂装工艺的比较 工艺一:涂膜存在流挂、通体螺旋擦伤和泛白的质量缺陷。尤其严重的是螺 旋擦伤处的涂层厚度只有规定厚度的五分之一,而且外观感觉很差。同时该 工艺存在静电打火的工艺火灾隐患,近几年已经发生了几起着火事故,对安 全生产构成威胁。没有烘干工序也是该工艺的重要缺陷。由于这种工艺存在 许多难以克服和相互制约的矛盾,使其日趋显得陈旧,已不能适应现代工厂 化自动涂装的要求,将逐步退出钢管涂装领域。 工艺二:由于采用淋涂法,涂膜流挂严重。又由于辊道及链条设计不合理, 涂膜存在两道纵向和多处环状擦伤。这种工艺正在被淘汰。此工艺的唯一可 取之处是涂敷后进行了加热干燥。 工艺三:是一种技术先进但又不很成熟的工艺。在两个辊子之间瞬间完成喷 涂及固化,其优点不言而喻。但也存在难以克服的弱点,如:钢管表面的前 处理要求极为严格,稍有不慎,附着力明显下降;uv涂料和设备价格昂贵, 技
高钢级管线钢管研制过程中的几点注意事项 高钢级管线钢管研制过程中的几点注意事项
格式:pdf
大小:351KB
页数:5P
4.5
对制管企业在研制高钢级管线钢管过程中诸如组织领导、试验统一、取样部位、试验设备准备、试验结果评判等问题,分别进行了分析与讨论,并提出了一些较有共识和建议性的见解。这些见解对制管企业进行高钢级管线钢管的研制有一定的指导意义。
高钢级大壁厚管线钢管母材屈服强度测量方法探讨 高钢级大壁厚管线钢管母材屈服强度测量方法探讨
格式:pdf
大小:146KB
页数:3P
4.4
探讨了以材料自身的抗拉强度为基准值来测定其屈服强度值的方法,取拉伸应力-应变曲线上抗拉强度一定比例的两个数值,在曲线上拟合出具有一定斜率的直线,以该直线与横坐标交点为原点计算rt0.5或rp0.2。这种方法解决了因检测试验设备和试样加工精度等客观原因造成的高钢级大壁厚管线钢屈服强度测试结果不准确问题,为有效消除外在因素对屈服强度试验结果的影响提供了有效手段。
内外涂层防腐工艺对高钢级管线钢管力学性能的影响最新文档
温度对X65管线钢CO_2腐蚀产物膜结构和力学性能的影响 温度对X65管线钢CO_2腐蚀产物膜结构和力学性能的影响
格式:pdf
大小:501KB
页数:3P
4.4
利用sem、xrd、能谱仪对不同温度下形成的腐蚀产物膜的形貌、厚度、结构和成分进行分析,利用纳米压痕仪测量腐蚀产物膜的硬度和弹性模量。结果表明,温度对腐蚀产物膜的表面形貌没有明显影响。在65℃到90℃温度范围内,温度对腐蚀产物膜的晶粒尺寸影响不大;115℃时,膜表面的晶粒尺寸不均匀,差别较大。温度对腐蚀产物膜的厚度影响较大,在65℃到115℃温度范围内,随着温度的升高,腐蚀产物膜的厚度降低;温度对腐蚀产物膜的表面成分影响不大,不同温度下膜的表面成分均为(fe,ca)co3复盐;在65℃到90℃温度范围内,随着温度的升高,腐蚀产物膜的硬度和弹性模量降低,在90℃时出现最低值,温度升高至115℃,膜的硬度和模量又明显升高

 管线钢管JCO精确弯曲成形技术
管线钢管JCO精确弯曲成形技术 管线钢管JCO精确弯曲成形技术
格式:pdf
大小:1.3MB
页数:9P
4.6
为了减小管线钢管jco成形工艺中成形管坯的椭圆度,基于塑性弯曲工程理论和机器视觉测量技术提出了管线钢管jco精确弯曲成形工艺。在管坯首道次成形过程中,采用两次预弯法,识别出板材的弹复规律,结合管坯目标成形角,预测出精确的压制行程;在后续成形道次中,利用误差补偿技术循环补偿上一道次的成形误差,实现管坯每道次精确弯曲成形。确定了适合管坯端面的图像处理算法、图像处理流程和直线检测算法,提出了采用正三角形作为标定模板求解摄像机外部参数的标定方法,由单幅图片快速、高精度地标定出摄像机的外部参数,建立了将图像角转换为管坯真实成形角的数学模型。实验结果表明,管坯成形角监测误差在0.2°以内,可控制成形管坯的椭圆度在1.5%以内,减小了成形管坯的椭圆度,改变了成形管坯的椭圆度控制依赖于操作者经验的现状。

 3pe防腐钢管防腐工艺
3pe防腐钢管防腐工艺 3pe防腐钢管防腐工艺
格式:doc
大小:34KB
页数:4P
4.5
本文将详细介绍3pe防腐钢管的防腐工艺,包括其原理、施工步骤和应用范围等内容。通过了解3pe防腐钢管的相关知识,可以为建设工程领域的防腐工作提供参考和指导。
X80管线钢管环焊缝二级安全评定研究 X80管线钢管环焊缝二级安全评定研究
格式:pdf
大小:231KB
页数:5P
4.4
根据英国结构完整性评定方法bs7910:2005标准,在给定裂纹尺寸、载荷条件下,针对国产高铌x80管线钢焊接接头焊趾处的表面裂纹、埋藏裂纹进行二级安全评定。根据母材、全焊缝拉伸试验和ctod(裂纹尖端张开位移)试验结果,建立了高铌x80管线钢管环焊缝接头的二级评定曲线。结果显示,评定点均在评定曲线范围内,说明该结构是安全的。研究结果为国产高铌x80钢管的工程应用提供了依据。
薄规格X70管件用管线钢冷却工艺对性能影响研究 薄规格X70管件用管线钢冷却工艺对性能影响研究
格式:pdf
大小:524KB
页数:4P
4.5
通过热模拟试验获得x70的cct曲线和不同冷却速度下的组织,从而确定现场采用3种冷却工艺试验方案,其中方案2(中等速度冷却)能达到薄规格管件用钢板高强度、高韧性的要求,且钢板板形易于控制,能够实现低难度的大批量生产。

钢管力学性能、工艺性能检验报告
格式:pdf
大小:40KB
页数:4P
4.5
12 ㎜) 结论 备注 委托单位地址: 压扁试验 (压扁高度: 伸长率a% 2 工艺 性能 弯曲试验 (d=6d,α=90°)—— 1 力学 性能抗拉强度rm 批量 序号检验项目单位标准要求 检验结果 单项 判定 规格 生产厂家 批(炉号) 样品编号 样品名称 牌号 监督员:见证人:报告编号: 送检日期:检验日期:报告日期: 工程名称:001 工程部位:检评依据: 钢管力学性能、工艺性能检验报告 gd210202 委托单位:检验单位:(检测报告专用章) 批准: 注:1、未经本【检测机构】书面批准,不得复制(全文复制除外)检验报告。 2、【检测机构】地址: 3、报告无报告专用章无效。 审核:检验: 项 判定 )
辊压浸注压缩次数对木材防腐性能和力学性能的影响 辊压浸注压缩次数对木材防腐性能和力学性能的影响
格式:pdf
大小:428KB
页数:5P
4.7
使用ddac和acq两种水溶性防腐剂对大青杨板材进行两个压缩方向(径向和弦向)、3种辊压次数(1、3、5次)的辊压浸注处理,研究辊压压缩次数对处理材的防腐性能和力学性能的影响规律。结果表明:辊压压缩次数与处理材的载药量呈正相关,与质量损失率呈负相关,辊压浸注ddac(质量分数1.5%)5次的载药量可达到15.423kg·m-3,辊压浸注acq(质量分数1.5%)5次的质量损失率可低至10.01%,载药量和质量损失率的变化量随着压缩次数的增加而减小;随着辊压压缩次数的增加,木材的力学强度降低,下降的幅度逐渐收窄,压缩率30%,弦向压缩,压缩5次时,处理材的冲击韧性下降22.741%。
内外涂层防腐工艺对高钢级管线钢管力学性能的影响相关
文辑推荐
知识推荐
百科推荐


职位:钢结构工程师助理
擅长专业:土建 安装 装饰 市政 园林


