

凝汽器不锈钢管胀、切、焊的施工工艺.复习过程
格式:pdf
大小:107KB
页数:8P
人气 :97
 4.6
4.6
此文档收集于网络,如有侵权请联系网站删除 此文档仅供学习和交流 论 600MW 凝汽器不锈钢管胀、切、焊施工工艺 摘要: 本文着重介绍了某电厂 600MW 机组凝汽器不锈钢管切、胀、焊的施工工艺,对施 工过程的施工方法、施工要求、质量控制要点及影响焊接质量的因素作了论述。 关键词: 不锈钢管切、胀 焊接 控制 引言: 凝汽器是电厂中重要的热交换设备, 根据对循环水水质的不同要求, 凝汽器冷却管束可 选用铜管、 钛管及不锈钢管。为了提高凝汽器的高可靠性、高气密性, 大型火力发电机组的 凝汽器在淡水区域选择不锈钢管以成为目前的发展趋势。 由于此种凝汽器属新工艺, 在行业 内尚未有统一的施工标准,施工工艺只能参照钛管执行。 工程概况: 某电厂一期工程 #2 机组凝汽器为上海动力设备有限公司生产的 N- 38000 -1 型双背 压、双壳体、单流程、表面式、横向布置的凝汽器,由低压凝汽器 A 和高



凝汽器不锈钢管胀、切、焊的施工工艺
论600mw凝汽器不锈钢管胀、切、焊施工工艺 摘要:本文着重介绍了某电厂600mw机组凝汽器不锈钢管切、胀、焊的施工工艺,对施工 过程的施工方法、施工要求、质量控制要点及影响焊接质量的因素作了论述。 关键词:不锈钢管切、胀焊接控制 引言: 凝汽器是电厂中重要的热交换设备,根据对循环水水质的不同要求,凝汽器冷却管束可 选用铜管、钛管及不锈钢管。为了提高凝汽器的高可靠性、高气密性,大型火力发电机组的 凝汽器在淡水区域选择不锈钢管以成为目前的发展趋势。由于此种凝汽器属新工艺,在行业 内尚未有统一的施工标准,施工工艺只能参照钛管执行。 工程概况: 某电厂一期工程#2机组凝汽器为上海动力设备有限公司生产的n-38000-1型双背 压、双壳体、单流程、表面式、横向布置的凝汽器,由低压凝汽器a和高压凝汽器b组成。 凝汽器冷却管全部采用不锈钢管,管板采用sa5
凝汽器不锈钢管胀、切、焊的施工工艺(1)
论600mw凝汽器不锈钢管胀、切、焊施工工艺 摘要:本文着重介绍了某电厂600mw机组凝汽器不锈钢管切、胀、焊的施工工艺,对施工过 程的施工方法、施工要求、质量控制要点及影响焊接质量的因素作了论述。 关键词:不锈钢管切、胀焊接控制 引言: 凝汽器是电厂中重要的热交换设备,根据对循环水水质的不同要求,凝汽器冷却管束可 选用铜管、钛管及不锈钢管。为了提高凝汽器的高可靠性、高气密性,大型火力发电机组的 凝汽器在淡水区域选择不锈钢管以成为目前的发展趋势。由于此种凝汽器属新工艺,在行业 内尚未有统一的施工标准,施工工艺只能参照钛管执行。 工程概况: 某电厂一期工程#2机组凝汽器为上海动力设备有限公司生产的n-38000-1型双背压、 双壳体、单流程、表面式、横向布臵的凝汽器,由低压凝汽器a和高压凝汽器b组成。凝汽 器冷却管全部采用不锈钢管,管板采用sa516gr
编辑推荐下载
 凝汽器不锈钢管锰致腐蚀初探
凝汽器不锈钢管锰致腐蚀初探 凝汽器不锈钢管锰致腐蚀初探
格式:pdf
大小:301KB
页数:未知
4.3
美国等国家发生了不少mno2引起的凝汽器不锈钢管点蚀。随着我国不锈钢管凝汽器数量和使用时间的增加,也可能会发生类似问题,但目前尚未见到这方面的研究报告。不锈钢管上mno2的形成有微生物氧化和化学氧化两种途径。不管mno2是如何在不锈钢表面形成的,均可使开路电位大幅度上升,并可高至约400mv(vs.sce)。电位正移可能会使开路电位超过点蚀电位从而引起304、316l不锈钢管点蚀。
不锈钢管式凝汽器安装工艺探讨 不锈钢管式凝汽器安装工艺探讨
格式:pdf
大小:111KB
页数:2P
4.6
在凝汽器中采用不锈钢管代替传统的铜管是近年来采取的新工艺。本文从不锈钢管式凝汽器管系安装实际出发,详细地阐述了不锈钢管式凝汽器管系安装工艺要求,为不锈钢管式凝汽器管系安装提供了可靠依据。
凝汽器不锈钢管胀、切、焊的施工工艺复习过程热门文档
不锈钢管凝汽器管板电偶腐蚀的研究 不锈钢管凝汽器管板电偶腐蚀的研究
格式:pdf
大小:583KB
页数:5P
4.7
研究了不锈钢管凝汽器碳钢管板电偶腐蚀的严重程度、影响因素和防护措施,并与黄铜管-碳钢腐蚀电偶对进行了比较.结果表明:凝汽器黄铜管改成不锈钢管后,碳钢管板电偶腐蚀依然存在,但腐蚀程度明显低于黄铜管.此外,面积比对电偶腐蚀影响较大,可采用阴极保护、阴极保护加管板涂层联合保护及缓蚀剂等减小电偶腐蚀.
凝汽器不锈钢管替换铜管的优劣性分析 凝汽器不锈钢管替换铜管的优劣性分析
格式:pdf
大小:208KB
页数:3P
4.4
针对莱钢8号汽轮鼓风机组凝汽器铜管泄漏影响生产的现状,从管束材质选择上入手,通过对不锈钢管和铜管的优劣性进行综合分析,最终确定了以不锈钢管替代铜管的方案,项目的实施应用为其他同类机组提供了借鉴.
凝汽器不锈钢管代替铜管对比分析 凝汽器不锈钢管代替铜管对比分析
格式:pdf
大小:332KB
页数:未知
4.5
通过对不锈钢管和铜管的机械性能、耐蚀性能、传热性能进行定量和定性的计算、分析,论证了凝汽器换热管由铜管更换为不锈钢管方案的可行性。对更换后的节水、节煤等经济指标进行了计算和分析。得出了凝汽器换热管由不锈钢管代替铜管后,以城市中水作为部分循环水补充水源,在技术和经济上完全可以满足需要,节约效果显著,为其他电厂实施机组凝汽器和换热器的改造提供了借鉴。
凝汽器不锈钢管胀、切、焊的施工工艺复习过程精华文档
铜陵电厂凝汽器不锈钢管选材研究 铜陵电厂凝汽器不锈钢管选材研究
格式:pdf
大小:217KB
页数:3P
4.6
用电化学和腐蚀失重法进行不锈钢管的腐蚀试验和铜陵电厂1号机凝汽器不锈钢管的选材,分析影响不锈钢耐蚀性能的重要因素及其主次关系,确定凝汽器不锈钢管的选材方法和判据。
不锈钢管施工工艺 (4)
格式:pdf
大小:8KB
页数:4P
4.7
不锈钢管施工工艺 1、施工工艺流程 施工准备→材料进场检验→下料→放线→支、吊架制作安装→阀门检验→ 管道焊接安装→酸洗、钝化→系统试压→管道清洗 a.不锈钢管焊接工艺: 焊接材料:不锈钢焊丝,φ1.5-2.0mm 焊接形式:手工无填充氩弧自熔焊 质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气孔、裂纹凸凹 表面熔合、错边等缺陷,焊缝宽度为母材厚度的2倍左右。 内壁要求:光滑,与母体内壁平齐,其它同上。 b、操作工艺: 将对接两部件的两个端面用坐拐尺卡校修磨绝对平齐、垂直,达到两端面靠 近后无透视线为准,多焊点将两端面点焊牢固,距焊缝两端加堵成腔,调整好充 气气压和焊机气压,使充气处于流动状态。将管内空气排净后再施焊。对于管道 内充氩气一般采用的方法有: ①采用堵板将管道焊件两头堵上,用氩气胶管把氩气送入管内,被焊管件内的 氩气纯度达到焊接要求时方可进行施焊
不锈钢管工程施工工艺
格式:pdf
大小:8KB
页数:4P
4.8
不锈钢管施工工艺 1、施工工艺流程 施工准备→材料进场检验→下料→放线→支、吊架制作安装→阀门检验→ 管道焊接安装→酸洗、钝化→系统试压→管道清洗 a.不锈钢管焊接工艺: 焊接材料:不锈钢焊丝,φ1.5-2.0mm 焊接形式:手工无填充氩弧自熔焊 质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气孔、裂纹凸凹 表面熔合、错边等缺陷,焊缝宽度为母材厚度的2倍左右。 内壁要求:光滑,与母体内壁平齐,其它同上。 b、操作工艺: 将对接两部件的两个端面用坐拐尺卡校修磨绝对平齐、垂直,达到两端面靠 近后无透视线为准,多焊点将两端面点焊牢固,距焊缝两端加堵成腔,调整好充 气气压和焊机气压,使充气处于流动状态。将管内空气排净后再施焊。对于管道 内充氩气一般采用的方法有: ①采用堵板将管道焊件两头堵上,用氩气胶管把氩气送入管内,被焊管件内的 氩气纯度达到焊接要求时方可进行施焊
不锈钢管施工工艺 (3)
格式:pdf
大小:8KB
页数:4P
4.6
1/4 不锈钢管施工工艺 1、施工工艺流程 施工准备→材料进场检验→下料→放线→支、吊架制作安装→阀门检验→管 道焊接安装→酸洗、钝化→系统试压→管道清洗 a.不锈钢管焊接工艺: 焊接材料:不锈钢焊丝,φ1.5-2.0mm 焊接形式:手工无填充氩弧自熔焊 质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气孔、裂纹凸 凹表面熔合、错边等缺陷,焊缝宽度为母材厚度的2倍左右。 内壁要求:光滑,与母体内壁平齐,其它同上。 b、操作工艺: 将对接两部件的两个端面用坐拐尺卡校修磨绝对平齐、垂直,达到两端面 靠近后无透视线为准,多焊点将两端面点焊牢固,距焊缝两端加堵成腔,调整 好充气气压和焊机气压,使充气处于流动状态。将管内空气排净后再施焊。对 于管道内充氩气一般采用的方法有: ①采用堵板将管道焊件两头堵上,用氩气胶管把氩气送入管内,被焊管件 内的氩气纯度达到焊接要求时方可进
不锈钢管施工工艺 (2)
格式:pdf
大小:8KB
页数:4P
4.5
不锈钢管施工工艺 1、施工工艺流程 施工准备→材料进场检验→下料→放线→支、吊架制作安装→阀门检验→ 管道焊接安装→酸洗、钝化→系统试压→管道清洗 a.不锈钢管焊接工艺: 焊接材料:不锈钢焊丝,φ1.5-2.0mm 焊接形式:手工无填充氩弧自熔焊 质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气孔、裂纹凸凹 表面熔合、错边等缺陷,焊缝宽度为母材厚度的2倍左右。 内壁要求:光滑,与母体内壁平齐,其它同上。 b、操作工艺: 将对接两部件的两个端面用坐拐尺卡校修磨绝对平齐、垂直,达到两端面靠 近后无透视线为准,多焊点将两端面点焊牢固,距焊缝两端加堵成腔,调整好充 气气压和焊机气压,使充气处于流动状态。将管内空气排净后再施焊。对于管道 内充氩气一般采用的方法有: ①采用堵板将管道焊件两头堵上,用氩气胶管把氩气送入管内,被焊管件内的 氩气纯度达到焊接要求时方可进行施
凝汽器不锈钢管胀、切、焊的施工工艺复习过程最新文档
不锈钢管施工工艺
格式:pdf
大小:8KB
页数:4P
4.6
不锈钢管施工工艺 1、施工工艺流程 施工准备→材料进场检验→下料→放线→支、吊架制作安装→阀门检验→ 管道焊接安装→酸洗、钝化→系统试压→管道清洗 a.不锈钢管焊接工艺: 焊接材料:不锈钢焊丝,φ1.5-2.0mm 焊接形式:手工无填充氩弧自熔焊 质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气孔、裂纹凸凹 表面熔合、错边等缺陷,焊缝宽度为母材厚度的2倍左右。 内壁要求:光滑,与母体内壁平齐,其它同上。 b、操作工艺: 将对接两部件的两个端面用坐拐尺卡校修磨绝对平齐、垂直,达到两端面靠 近后无透视线为准,多焊点将两端面点焊牢固,距焊缝两端加堵成腔,调整好充 气气压和焊机气压,使充气处于流动状态。将管内空气排净后再施焊。对于管道 内充氩气一般采用的方法有: ①采用堵板将管道焊件两头堵上,用氩气胶管把氩气送入管内,被焊管件内的 氩气纯度达到焊接要求时方可进行施焊
![[精品文档]不锈钢管施工工艺](https://files.zjtcn.com/group1/M00/93/B8/CgoBZ2BbVDyAd89UAAAxDYAIkrI489.jpg)
[精品文档]不锈钢管施工工艺
格式:pdf
大小:162KB
页数:29P
4.6
不锈钢管施工工艺 1、施工工艺流程 施工准备→材料进场检验→下料→放线→支、吊架制作安装→阀门检验→ 管道焊接安装→酸洗、钝化→系统试压→管道清洗 a.不锈钢管焊接工艺: 焊接材料:不锈钢焊丝,φ1.5-2.0mm 焊接形式:手工无填充氩弧自熔焊 质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气孔、裂纹凸凹 表面熔合、错边等缺陷,焊缝宽度为母材厚度的2倍左右。 内壁要求:光滑,与母体内壁平齐,其它同上。 b、操作工艺: 将对接两部件的两个端面用坐拐尺卡校修磨绝对平齐、垂直,达到两端面靠 近后无透视线为准,多焊点将两端面点焊牢固,距焊缝两端加堵成腔,调整好充 气气压和焊机气压,使充气处于流动状态。将管内空气排净后再施焊。对于管道 内充氩气一般采用的方法有: ①采用堵板将管道焊件两头堵上,用氩气胶管把氩气送入管内,被焊管件内的 氩气纯度达到焊接要求时方可进行施焊
电站凝汽器设备不锈钢管板焊接
格式:pdf
大小:6KB
页数:3P
4.4
凝汽器不锈钢管板焊接 凝汽器不锈钢管板焊接 河南第二火电建设公司朱志前 摘要:通过分析凝汽器不锈钢管板焊接主要问题,采取相对应措施,提高工程质量。 关键词:不锈钢;管板;焊接 沁北电厂一期2x600mw机组工程是全国各电建单位逐鹿中原的竞技场,无论是竞标过程还是施工期间, 都引起各参建单位高度重视。由河南火电二公司承揽的2#机凝汽器安装无论安全、质量还是进度都是上 乘的。其中凝汽器sa213tp304h不锈钢管板的焊接更是工程上一个亮点。 凝汽器管子材质为tp304h(不锈钢),φ25x0.5的管子36558根,φ25x0.7的管子5956根,焊口共计85028 道。焊接接头的装配形式如右图。在凝汽器中采用不锈钢管代替铜管是近些年来的新工艺。由于焊缝厚 度太薄,无法进行rt、ut检验,严密性很难保证,做好充分的技术准备工作显得更为重要。 一、凝汽器不锈钢焊

不锈钢管道焊接施工方案复习进程
格式:pdf
大小:95KB
页数:14P
4.6
不锈钢管道焊接 施 工 方 案 第一章材料管理 由于奥氏体不锈钢材料不同于碳素钢和低合金钢,在使用过程中 有很多特殊的要求,如果不了解这些特殊的要求,不严格管理,就会 影响材料的性能,从而导致工程质量出现问题,所以必须按照要求做 好材料管理工作。 1.1材料的检验 1.1.1凡进入现场的管道组成件应符合设计要求,并有产品合格证和 质量保证书。无质量保证书的钢管不得用于本工程。 1.1.2按公司《物资进货检验管理规定》对管道组成件进行检验,进 货检验包括下列内容: 1)每批奥氏体不锈钢制品必须附有订货合同和产品标准规定的 质量证明书。质量证明书应注明供方名称或印记;材料的钢号、冶 炼炉罐号、批号、化学成分、力学性能、产品标准号、成品状况等; 2)钢管标志 外径≥36mm的钢管,应在每根钢管一端的端部有喷印、盖印、 滚印或粘贴印记。印记应清晰明显,不易脱落。 印记应包括钢的

浅谈不锈钢管道的施工工艺
格式:pdf
大小:9KB
页数:1P
4.4
浅谈不锈钢管道的施工工艺 摘要:本论文首先从施工人员配备、施工设备、施工材料三个方面介绍了不 锈钢管道施工准备方面的工作,接着说明了不锈钢管道原材料的检验程序,然后 从管道预制、管道的切割与焊接、管道吊装、管道连接、管道阀门的安装这五个 方面阐述了不锈钢管道的施工工艺;最后提出了质量检查和安全保证的技术措 施。 关键词:不锈钢管道;施工工艺;安全技术 abstract:thispaperfromthreeaspectsofconstructionpersonnel,construction materials,constructionequipment,describesthepreparationworkofconstructionof stainlesssteelpipe,stainlesssteelpipeandthera

不锈钢管路施工工艺的优缺点对比
格式:pdf
大小:24KB
页数:4P
4.4
不锈钢管路施工工艺的优缺点对比 任何一种管材的开发与推广,都应以连接技术(管件与连接方式)为基础。 建筑给水薄壁不锈钢管(以下简称薄壁不锈管或不锈管),之所以能适应不同档 次建筑的需要,就是因为它拥有多种型式的管件和连接方式。 1常用管道连接 1.1管道连接种种 管道连接,由于生产工艺要求、管道材质、施工情况等多种因素的不同,出 现了尽可能最佳应对的各种连接方式。目前国内采用的常用管道连接,有螺纹连 接、法兰连接、焊接连接、承插连接、粘合连接、机械连接等。 1.2管道连接浅析 上述螺纹、法兰、焊接、承插这四种连接,属传统的应用面较广泛的连接方 式。粘合连接具有一定的局限性。机械连接一般指比较灵活、现场可组装的即安 装较简捷的连接方式(此处机械连接属狭义范畴)。 2国外薄壁不锈管管道连接 2.1国外不锈管管道连接种种 厚壁不锈管,主要有螺纹连接、法兰连接、焊接
不锈钢管道(EP管)施工工艺
格式:pdf
大小:44KB
页数:6P
4.7
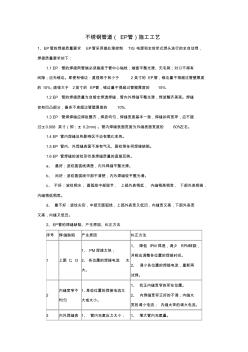
不锈钢管道(ep管)施工工艺 1、ep管的焊接质量要求ep管采用微处理控制tig电源和全封闭式焊头进行的全自动焊, 焊接质量要求如下: 1.1ep管的焊接两管端必须垂直于管中心轴线;端面平整光滑、无毛刺;对口不得有 间隙;应无错边。即使有错边:直径等于和小于2英寸的ep管,错边量不得超过管壁厚度 的10%;直径大于2英寸的ep管,错边量不得超过管壁厚度的15%. 1.2ep管的焊接质量为自熔全焊透焊缝,管内外焊缝平整光滑,焊波整齐美观。焊缝 如有凹凸部分,最多不准超过管壁厚度的10%. 1.3ep管焊焊缝应焊趾整齐,焊波均匀,焊缝宽度基本一致,焊缝如有宽窄,应不超 过±0.008英寸(即:±0.2mm)。管内焊缝表面宽度为外缝表面宽度的60%左右。 1.4ep管内焊缝及热影响区不应有氧化变色。 1.5ep管内、外焊缝表面不准有气孔、裂纹
不锈钢管焊接通用工艺
格式:pdf
大小:316KB
页数:5P
4.3
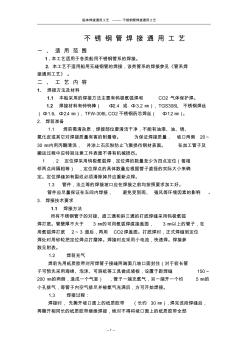
船体焊接通用工艺--------不锈钢管焊接通用工艺 --1-- 不锈钢管焊接通用工艺 一、适用范围 1.本工艺适用于各类船用不锈钢管系的焊接。 2.本工艺不适用船用无缝钢管的焊接,该类管系的焊接参见《管系焊 接通用工艺》。 二、工艺内容 1.焊接方法及材料 1.1本船采用的焊接方法主要有钨极氩弧焊和co2气体保护焊。 1.2焊接材料有铈钨棒(φ2.4或φ3.2㎜),tgs308l不锈钢焊丝 (φ1.6、φ2.4㎜),tfw-308lco2不锈钢药芯焊丝(φ1.2㎜)。 2.焊前准备 1.1焊前需清杂质,焊接部位要清洁干净,不能有油漆、油、锈、 氧化皮或其它对焊接质量有害的附着物。为保证焊接质量,坡口两侧20~ 30㎜内用丙酮清洗,并涂上石灰粉防止飞溅损伤钢材表面。在加工管子及 搬运过程中应
薄壁不锈钢管施工工艺 (2)
格式:pdf
大小:43KB
页数:7P
4.8
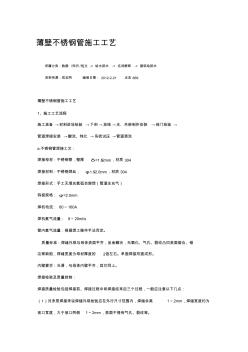
薄壁不锈钢管施工工艺 所属分类:数据/知识/短文->给水排水->名词解释->建筑给排水 资料来源:**网编制日期:2012-2-21点击:669 薄壁不锈钢管施工工艺 1、施工工艺流程 施工准备→材料进场检验→下料→放线→支、吊架制作安装→阀门检验→ 管道焊接安装→酸洗、钝化→系统试压→管道清洗 a.不锈钢管焊接工艺: 焊接母材:不锈钢管,壁厚δ=1.5-2mm,材质304 焊接材料:不锈钢焊丝,φ1.5-2.0mm,材质304 焊接形式:手工无填充氩弧自熔焊(管道全充气) 钨极规格:φ=2.0mm 焊机电流:60~160a 焊机氩气流量:9~20ml/s 管内氩气流量:根据焊工操作手法而定。 质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气孔、裂纹凸凹表面熔合、错 边等缺陷,焊缝宽度为母材厚度的2倍左右。单面焊接双面成形。 内

薄壁不锈钢管施工工艺
格式:pdf
大小:18KB
页数:7P
4.7
... . z. 薄壁不锈钢管施工工艺 所属分类:数据/知识/短文->给水排水->名词解释->建筑给排水 资料来源:**网编制日期:2012-2-21点击:669 薄壁不锈钢管施工工艺 1、施工工艺流程 施工准备→材料进场检验→下料→放线→支、吊架制作安装→阀门检验→ 管道焊接安装→酸洗、钝化→系统试压→管道清洗 a.不锈钢管焊接工艺: 焊接母材:不锈钢管,壁厚δ=1.5-2mm,材质304 焊接材料:不锈钢焊丝,φ1.5-2.0mm,材质304 焊接形式:手工无填充氩弧自熔焊(管道全充气) 钨极规格:φ=2.0mm 焊机电流:60~160a 焊机氩气流量:9~20ml/s 管氩气流量:根据焊工操作手法而定。 质量标准:焊缝外观与母体表面平齐,呈鱼鳞状,无氧化、气、裂纹凸凹表面熔合、错边 等缺陷,焊缝宽度为母材厚度的2倍左
凝汽器不锈钢管胀、切、焊的施工工艺复习过程相关
文辑推荐
知识推荐
百科推荐


职位:质量控制工程师
擅长专业:土建 安装 装饰 市政 园林


