




 不锈钢螺母内螺纹加工工艺的改进
不锈钢螺母内螺纹加工工艺的改进 不锈钢螺母内螺纹加工工艺的改进
我分厂机电车间因设备维修需要承担一批不锈钢螺母的加工任务,工件数量为200件,工件描述为:外圆直径φ18mm加工后滚花,厚度为8mm,沿某一端面在中心加工m6的内螺纹,深度为6mm,工件如图1所示。
编辑推荐下载
大螺距梯形内螺纹的加工 大螺距梯形内螺纹的加工
格式:pdf
大小:494KB
页数:2P
 4.6
4.6
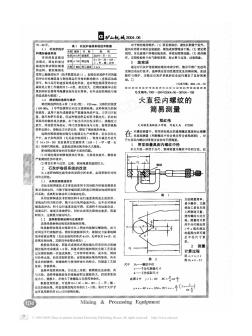
在数控车床上加工螺纹并不是非常困难的事情,对于每一个专业技工来说都可以把此项加工做的很好,但是大螺距梯形内螺纹的加工就很困难,原因主要是工艺上的难以把握。在原来的方法基础上做部分的改进,使得大螺距梯形内螺纹的加工从理论上降低难度。
浅谈隔爆内螺纹的加工 浅谈隔爆内螺纹的加工
格式:pdf
大小:321KB
页数:2P
4.5
介绍了隔爆螺纹的加工工艺过程,详细阐明了加工工艺参数,并在实践中得以验证,确保了防爆螺纹的加工质量,提高了防爆电气设备使用的可靠性。
内螺纹加工实践分析热门文档
内螺纹低频冷挤压振动加工装置设计 内螺纹低频冷挤压振动加工装置设计
格式:pdf
大小:1.1MB
页数:4P
4.4
针对内螺纹冷挤压成形加工工艺设计出一套低频振动加工装置。通过该装置对挤压丝锥施加低频振动,从而改善挤压区的恶劣环境,进而达到降低挤压温度、挤压扭矩、促进冷却润滑液进入挤压区和减少挤压丝锥折断的目的。首先,给出该装置的总体方案,并对其中的振动源选取和振动杆、振动板、固定板和底座的设计给予详细说明;其次,基于adams对该装置进行动力学仿真,通过获得的振动板振动位移曲线和振动杆的角位移曲线,表明该装置可以对挤压丝锥施加振动,使其产生微小的圆周方向振动,进而达到内螺纹的振动冷挤压加工。
较大直径内螺纹孔的加工方法探讨 较大直径内螺纹孔的加工方法探讨
格式:pdf
大小:42KB
页数:1P
4.8
针对f泵机架上的大直径内螺纹孔加工中存在的问题,分析原因,结合公司现有的设备,采用了内容屑丝锥以及新的丝锥卡头。新丝锥以及丝锥卡头经过现场验证完全可以达到使用要求,并提高了加工质量和效率。
浅谈内螺纹的铣削加工 浅谈内螺纹的铣削加工
格式:pdf
大小:98KB
页数:2P
4.6
随着科学技术的飞速发展,螺纹的铣削加工越来越广泛,铣削加工具有效率高、产品质量高、改善劳动条件等优点,逐渐超越了传统的加工方法。文中通过铣削内螺纹的实例,介绍了铣削内螺纹的加工过程。
公制细牙内螺纹
格式:pdf
大小:13KB
页数:2P
4.7
公制细牙内螺纹公制粗牙内螺纹 规格标准径6h精度规格标准径6h精度 dmaxdmindmaxdmin m2.5*0.352.152.1842.121m1.4*0.31.101.161.075 m3.0*0.352.652.6842.621m1.6*0.351.251.3211.221 m3.5*0.353.153.2213.121m1.8*0.351.451.5211.421 m4.0*0.503.503.5993.459m2.0*0.41.601.6791.567 m4.5*0.504.004.0993.959m2.2*0.451.751.8381.713 m5.0*0.504.504.5994.459m2.5*0.452.052.1382.013 m5.5*0.50
内螺纹加工实践分析精华文档
内螺纹标准大全
格式:pdf
大小:38KB
页数:2P
4.3
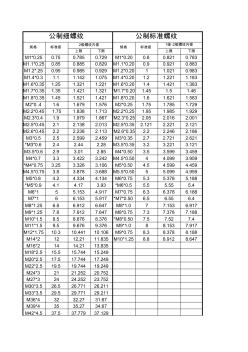
上限下限上限下限 m1*0.250.750.7850.729m1*0.200.80.8210.783 m1.1*0.250.850.8850.829m1.1*0.200.90.9210.883 m1.2*.250.950.9850.929m1.2*0.2011.0210.983 m1.4*0.31.11.1421.075m1.4*0.201.21.2211.183 m1.6*0.351.251.3211.221m1.6*0.201.41.4211.383 m1.7*0.351.351.4211.321*m1.7*0.201.451.51.46 m1.8*0.351.451.5211.421m1.8*0.201.61.6211.583 m2*0..41.61.6791.576m2*
![内螺纹深度测量[1]](https://files.zjtcn.com/group1/M00/37/B3/CgoBZ2AdsnyAFzsYAAAM_wxu_Vc044.jpg)


内螺纹隔膜阀
格式:pdf
大小:793KB
页数:17P
4.5
内螺纹隔膜阀 一、产品[内螺纹隔膜阀]的详细资料: 产品型号:eg11w 产品名称:内螺纹隔膜阀 产品特点:设计与制造:bs5156结构长度:bs5156法兰连接尺寸:bs4504、din2532、jisb2212、ansib16.1、iso2004eg11w内螺纹隔膜阀 部件列表:1.阀体2.隔膜3.阀瓣4.阀杆5.阀盖6、手轮 二、用途: 本阀专用于控制一般腐蚀性介质,可供各类管路或设备上作启闭及节流用。 适用温度:≤120℃、≤150℃(按照隔膜材料) 压力等级:pn(mpa)0.61.01.6 三、材料: 阀体:铸铁、球墨铸铁、碳钢、不锈钢 阀盖:铸铁、球墨铸铁、碳钢、不锈钢 隔膜:橡胶 阀瓣:铸铁、不锈钢 阀杆:碳钢、不锈钢 手轮:铸铁 四、测试: 衬里层:电火花检测 试验与检验按bs6755标准 公称压力:pn(
内螺纹加工实践分析最新文档
内螺纹铜管
格式:pdf
大小:196KB
页数:20P
4.7
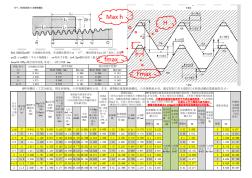
铜管,配管类标准 内螺纹铜管 定义 本标准采用下列定义。 1:内螺纹铜管 管材内表面具有一定数量、一定螺旋角度的金属肋。 2:圆度 管材任一端面上测量的最大与最小直径之差。 3:平均壁厚 指内螺纹铜管按称重法算出相应公称外径的无缝光管的壁厚值。 4:分类与命名 产品分类:热交换器用铜管的种类及牌号见表 供应形式 铜管 种类 铜材名称 gb/t8895jish3300 牌号iso 1190-1 牌号状态牌号状态 lwc(卷 料) 内螺 纹铜 管 纯铜或无氧 铜 t2 硬(y) 半硬 (y2) 软(m) c1100 t 软质(o) 轻软质(ol) cu-etp 磷脱氧铜tp2 c1220 t cu-dhp 5:型号命名:产品型号命名如下: 示例1:内螺纹铜管,外经φ、底壁厚、齿高、齿数60、螺旋角18度、供应形式(lwc), 牌号tp2,铜管供应状态m,
 内螺纹塑件注射模设计
内螺纹塑件注射模设计 内螺纹塑件注射模设计
格式:pdf
大小:1.2MB
页数:5P
4.7
对一款内螺纹塑件进行了模具结构设计,利用内滑块加斜顶的方式来脱螺纹,从而简化了模具结构,对同类塑件的模具设计有一定的参考意义。
利用螺纹副驱动脱内螺纹的注射模设计 利用螺纹副驱动脱内螺纹的注射模设计
格式:pdf
大小:188KB
页数:未知
4.4
以螺旋传动可将旋转运动转变为直线运动为设计依据,采用与内螺纹相等螺距的梯形螺纹副为主要机构,使螺纹型芯在转动的同时往轴向方向直线运动,实现螺纹型芯的顺利抽芯和复位,同时对抽芯行程和复位行程的控制方法以及模具零件的设计作了介绍。实践证明:模具结构设计合理,动作可靠。
内螺纹加工实践分析相关
文辑推荐
知识推荐
百科推荐


职位:机电造价工程师
擅长专业:土建 安装 装饰 市政 园林


