




 简易攻丝圈内螺纹装置
简易攻丝圈内螺纹装置 简易攻丝圈内螺纹装置
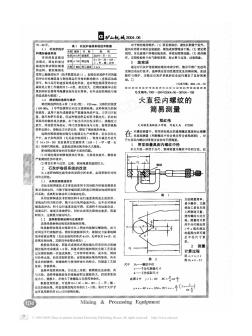
丝圈外螺纹加工完后,当攻内螺纹时,由于丝圈壁厚较薄,装夹时,丝圈容易变形,导致丝锥无法攻内螺纹,严重的甚至造成丝圈报废,因此,设计了攻丝圈内螺纹装置,如图1所示。本装置由上、下铁板组成,通过4个螺栓固定夹紧,把要加工内螺纹的丝圈拧入上板,丝圈靠在下板上,用丝锥攻丝圈内螺纹。上板螺纹尺
不锈钢管件内螺纹攻丝加工要点
现在盛行不锈钢材料,主要还是因为其环保原因。不锈钢管件上的内螺纹通常采用丝锥 进行攻丝加工。由于不锈钢材质的粘性较高,断屑性能差,因此在攻丝过程中容易出现切屑 刮伤工件螺纹或丝锥崩刃等现象,影响加工效率和螺纹质量。为了延长丝锥使用寿命,提高 螺纹加工质量,应注意以下要点: 1丝锥的设计与制造 (1)选用较好的丝锥材质。在普通高速工具钢中加入特殊合金元素,可以显着提高丝锥 的耐磨性和韧性。 (2)在丝锥螺纹表面涂覆氮化钛涂层,可以显着提高丝锥的耐磨性、耐热性和润滑性。 (3)适当加大丝锥前角。但应注意,如丝锥前角过大,在退刀时容易造成丝锥崩刃和攻 出的螺纹多棱。 (4)适当加大丝锥铲背量。但应注意,如铲背量过大,在退刀时容易产生切屑塞进丝锥 后角内的现象,且攻出的螺纹光洁度不佳。 (5)合理选择刀具热处理方法,以兼顾丝锥的硬度与韧性。 2工件底孔的预jjn-r
编辑推荐下载
内螺纹Y形丝口过滤器
格式:pdf
大小:259KB
页数:2P
 4.4
4.4
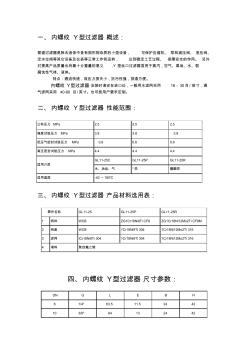
一、内螺纹y型过滤器概述: 管道过滤器是除去液体中含有固形物杂质的小型设备,可保护压缩机、泵和减压阀、泄压阀、 定水位阀等其它设备及仪表等正常工作和运转,达到稳定工艺过程、保障安全的作用。另外 对提高产品质量也有着十分重量的意义,y型丝口过滤器适用于蒸汽,空气、煤油、水、弱 腐蚀性气体、液体。 特点:通流快速,故压力损失小,抗污性强,排渣方便。 内螺纹y型过滤器安装时请安在进口处,一般用水滤网采用18-30目/英寸,通 气滤网采用40-80目/英寸。也可按用户要求定制。 二、内螺纹y型过滤器性能范围: 公称压力mpa2.52.52.5 强度试验压力mpa3.83.83.8 低压气密封试验压力mpa0.60.60.6 高压密封试验压力mpa4.44.44.4 适用介质 gl11-25cgl11-25pgl11-2
内螺纹攻丝器的研究热门文档
螺纹攻丝底孔对照表
格式:pdf
大小:14KB
页数:1P
4.7
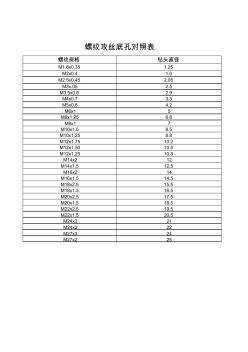
螺纹规格钻头直径 m1.6x0.351.25 m2x0.41.6 m2.5x0.452.05 m3x.052.5 m3.5x0.62.9 m4x0.73.3 m5x0.84.2 m6x15 m8x1.256.8 m8x17 m10x1.58.5 m10x1.258.8 m12x1.7510.2 m12x1.5010.5 m12x1.2510.8 m14x212 m14x1.512.5 m16x214 m16x1.514.5 m18x2.515.5 m18x1.516.5 m20x2.517.5 m20x1.518.5 m22x2.519.5 m22x1.520.5 m24x321 m24x222 m27x324 m27x225 螺纹攻丝底孔对照表
螺纹攻丝前钻底孔直径(企业标准)
格式:pdf
大小:160KB
页数:4P
4.6
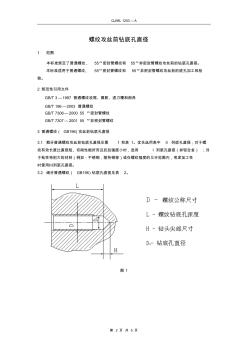
qj/ml1203—a 第2页共5页 螺纹攻丝前钻底孔直径 1范围 本标准规定了普通螺纹、55°密封管螺纹和55°非密封管螺纹攻丝前的钻底孔直径。 本标准适用于普通螺纹、55°密封管螺纹和55°非密封管螺纹攻丝前的底孔加工和检 验。 2规范性引用文件 gb/t3—1997普通螺纹收尾、肩距、退刀槽和倒角 gb/t196—2003普通螺纹 gb/t7306—200055°密封管螺纹 gb/t7307—200155°非密封管螺纹 3普通螺纹(gb196)攻丝前钻底孔直径 3.1粗牙普通螺纹攻丝前钻底孔直径见图1和表1。优先选用表中ii列底孔直径;对于螺 纹有效长度比直径短、切削性能好而且抗拉强度小时,选用i列底孔直径(如轻合金);对 于粘性特别大的材料(例如:不锈钢,耐热钢等)或在螺纹强度的允许范围内,考虑加工性
公制细牙内螺纹
格式:pdf
大小:13KB
页数:2P
4.7
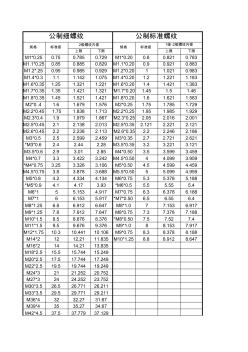
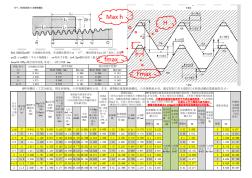
公制细牙内螺纹公制粗牙内螺纹 规格标准径6h精度规格标准径6h精度 dmaxdmindmaxdmin m2.5*0.352.152.1842.121m1.4*0.31.101.161.075 m3.0*0.352.652.6842.621m1.6*0.351.251.3211.221 m3.5*0.353.153.2213.121m1.8*0.351.451.5211.421 m4.0*0.503.503.5993.459m2.0*0.41.601.6791.567 m4.5*0.504.004.0993.959m2.2*0.451.751.8381.713 m5.0*0.504.504.5994.459m2.5*0.452.052.1382.013 m5.5*0.50
内螺纹攻丝器的研究精华文档
内螺纹标准大全
格式:pdf
大小:38KB
页数:2P
4.3
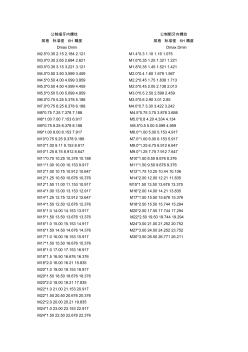
上限下限上限下限 m1*0.250.750.7850.729m1*0.200.80.8210.783 m1.1*0.250.850.8850.829m1.1*0.200.90.9210.883 m1.2*.250.950.9850.929m1.2*0.2011.0210.983 m1.4*0.31.11.1421.075m1.4*0.201.21.2211.183 m1.6*0.351.251.3211.221m1.6*0.201.41.4211.383 m1.7*0.351.351.4211.321*m1.7*0.201.451.51.46 m1.8*0.351.451.5211.421m1.8*0.201.61.6211.583 m2*0..41.61.6791.576m2*
![内螺纹深度测量[1]](https://files.zjtcn.com/group1/M00/37/B3/CgoBZ2AdsnyAFzsYAAAM_wxu_Vc044.jpg)


内螺纹隔膜阀
格式:pdf
大小:793KB
页数:17P
4.5
内螺纹隔膜阀 一、产品[内螺纹隔膜阀]的详细资料: 产品型号:eg11w 产品名称:内螺纹隔膜阀 产品特点:设计与制造:bs5156结构长度:bs5156法兰连接尺寸:bs4504、din2532、jisb2212、ansib16.1、iso2004eg11w内螺纹隔膜阀 部件列表:1.阀体2.隔膜3.阀瓣4.阀杆5.阀盖6、手轮 二、用途: 本阀专用于控制一般腐蚀性介质,可供各类管路或设备上作启闭及节流用。 适用温度:≤120℃、≤150℃(按照隔膜材料) 压力等级:pn(mpa)0.61.01.6 三、材料: 阀体:铸铁、球墨铸铁、碳钢、不锈钢 阀盖:铸铁、球墨铸铁、碳钢、不锈钢 隔膜:橡胶 阀瓣:铸铁、不锈钢 阀杆:碳钢、不锈钢 手轮:铸铁 四、测试: 衬里层:电火花检测 试验与检验按bs6755标准 公称压力:pn(
内螺纹攻丝器的研究最新文档
内螺纹铜管
格式:pdf
大小:196KB
页数:20P
4.7
铜管,配管类标准 内螺纹铜管 定义 本标准采用下列定义。 1:内螺纹铜管 管材内表面具有一定数量、一定螺旋角度的金属肋。 2:圆度 管材任一端面上测量的最大与最小直径之差。 3:平均壁厚 指内螺纹铜管按称重法算出相应公称外径的无缝光管的壁厚值。 4:分类与命名 产品分类:热交换器用铜管的种类及牌号见表 供应形式 铜管 种类 铜材名称 gb/t8895jish3300 牌号iso 1190-1 牌号状态牌号状态 lwc(卷 料) 内螺 纹铜 管 纯铜或无氧 铜 t2 硬(y) 半硬 (y2) 软(m) c1100 t 软质(o) 轻软质(ol) cu-etp 磷脱氧铜tp2 c1220 t cu-dhp 5:型号命名:产品型号命名如下: 示例1:内螺纹铜管,外经φ、底壁厚、齿高、齿数60、螺旋角18度、供应形式(lwc), 牌号tp2,铜管供应状态m,
 内螺纹塑件注射模设计
内螺纹塑件注射模设计 内螺纹塑件注射模设计
格式:pdf
大小:1.2MB
页数:5P
4.7
对一款内螺纹塑件进行了模具结构设计,利用内滑块加斜顶的方式来脱螺纹,从而简化了模具结构,对同类塑件的模具设计有一定的参考意义。
大螺距梯形内螺纹的加工 大螺距梯形内螺纹的加工
格式:pdf
大小:494KB
页数:2P
4.6
在数控车床上加工螺纹并不是非常困难的事情,对于每一个专业技工来说都可以把此项加工做的很好,但是大螺距梯形内螺纹的加工就很困难,原因主要是工艺上的难以把握。在原来的方法基础上做部分的改进,使得大螺距梯形内螺纹的加工从理论上降低难度。
盲孔内螺纹攻丝防断装置 盲孔内螺纹攻丝防断装置
格式:pdf
大小:102KB
页数:未知
4.5
常见的内螺纹攻丝通常都是通孔,但也有相当数量的内螺纹工件是盲孔形式,因此在攻制内螺纹是盲孔的时候螺纹深度是很难控制的。攻浅了螺纹的深度没有达到要求的基本尺寸,满足不了工件的实际使用功能;当攻深丝锥到达孔底时,由于轴向阻力的增加,易造成丝锥打牙甚至折断现象,故盲孔的攻丝要比通孔攻丝难度大的多。笔者曾经在《紧固件技术》2005年第一期上介绍了两种丝锥保护装置“摩擦式丝锥保护装置”和“弹性环式保护装置”。
内螺纹攻丝器的研究相关
文辑推荐
知识推荐
百科推荐

职位:高级大数据工程师
擅长专业:土建 安装 装饰 市政 园林


