

内螺纹管接头标准
格式:pdf
大小:145KB
页数:2P
人气 :55
 4.6
4.6
扬中市科普仪表电器成套厂 0511-88523863 www.cnkepu.net 内螺纹端接式管接头 符合 ASMEB16.11 螺纹管件尺寸规范 ■-压力 2000、3000、6000Psi ■-制造材料: 304、316 ■-螺纹尺寸符合 JIS B0203、GB7306、B.S..84 标准 ■-直管螺纹和其它螺纹标准也可供货 ,但货期很长 ■-3000Psi 压力以下的产品,以 2000Psi 压力等级的产品供货 ■-毫米尺寸可能会修改 端接尺寸 其 它 尺 寸 (2000Psi) 连接螺纹 通径-E 基本订购号 F A L B S A 1/8 6 -2N2-T 22 42.0 21 6.7 3.5 1/4 8 -4N2-T 22 42.0 21 10.2 3.5 3/8 10 -6N2-T 25 50.0 25 10.4 3.5 1/2 15 -8N2




内螺纹管接头
碳钢管接头,内螺纹sch80,规格尺寸见图纸螺纹标准asmeb1.20. 尺寸数量单价 1/8"100 1/4"100 3/8"100 1/2"100 3/4"100 1"100 11/4"100 11/2"100 2"100 21/2"50 3"50 4"50 5"10 6"10 碳钢半管接头,内螺纹sch80,规格尺寸见图纸螺纹标准asmeb1.20. 尺寸数量单价 1/8"100 1/4"100 3/8"100 1/2"100 3/4"100 1"100 11/4"100 11/2"100 2"100 21/2"50 3"50 4"50 5"10 6"10 刘漫 2011*11*30
编辑推荐下载
内螺纹管资料
格式:pdf
大小:217KB
页数:2P
4.4
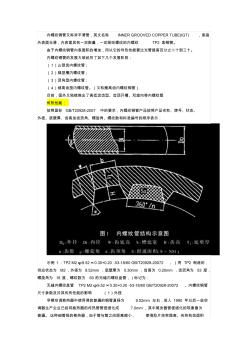
内螺纹铜管又称非平滑管,英文名称innergroovedcoppertube(igt),是指 外表面光滑,内表面具有一定数量,一定规则螺纹的内螺纹tp2紫铜管。 由于内螺纹铜管内表面积的增加,所以它的导热性能要比光管提高百分之二十到三十。 内螺纹铜管的发展大致经历了如下几个发展阶段: (1)山型齿内螺纹管; (2)梯型槽内螺纹管; (3)顶角型内螺纹管; (4)细高齿型内螺纹管。(又称瘦高齿内螺纹铜管) 目前,国外又陆续推出了高低齿齿型、齿顶开槽、双旋向等内螺纹管 传热性能: 按照国标gb/t20928-2007中的要求,内螺纹铜管产品按照产品名称、牌号、状态、 外径、底壁厚、齿高加齿顶角、螺旋角、螺纹数和标准编号的顺序表示: 示例1:tp2m2φ9.52×0.30+0.20-53-18/60gb/t20928-20072、(用tp2制造的, 供应状态为
管接头种类管接头标准
格式:pdf
大小:1.4MB
页数:3P
4.6
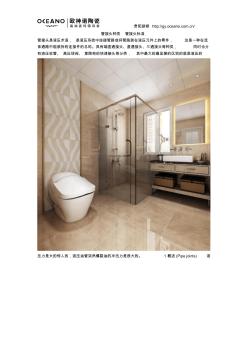
贵阳装修http://gy.oceano.com.cn/ 管接头种类管接头标准 管接头是液压术语,是液压系统中连接管路或将管路装在液压元件上的零件,这是一种在流 体通路中能装拆的连接件的总称。具有端直通接头、直通接头、三通接头等种类,同时也分 有液压软管、高压球阀、意图奇的快速接头等分类,其中最大的最显著的区别的就是液压的 压力是大的惊人的,液压油管突然爆裂油的冲击力是很大的。1概述(pipejoints)液 贵阳装修http://gy.oceano.com.cn/ 压术语,是液压系统中连接管路或将管路装在液压元件上的零件,这是一种在流体通路中能 装拆的连接件的总称。主要包括:焊接式、卡套式和扩口式。2接头附件包括: 螺母、卡套、扩口芯子、扩口套、扩口螺母。3接头种类端直通接头、直通接头, 三通接头、弯头、带活螺母接头、铰接接头、堵头、过渡接头等。
内螺纹管接头标准热门文档

管接头标准对应
格式:pdf
大小:327KB
页数:3P
4.6
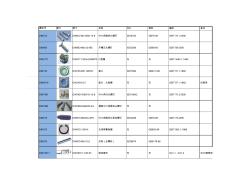
德标号图片例子名称iso国标编码备注 din912din912-m12x60-10.9内六角圆柱头螺钉iso4762gb70-85gb/t70.1-2000 din963din963-m6x12-ms开槽沉头螺钉iso2009gb68-85gb/t68-2000 din3771din3771-203x3-nbr70o型圈无无gb/t3452.1-1982 din125din125-b31-300hv垫片iso7090gb97.2-85gb/t97.1-1982 din6916din6916-21垫片,大垫圈无无gb/t97.1-1982压板用 din7991din7991-m5x10-10.9内六角沉头螺钉iso10642无gb/t70.3-2000 din7984din7984-m8x20-8.8
 优化内螺纹管传热特性实验研究
优化内螺纹管传热特性实验研究 优化内螺纹管传热特性实验研究
格式:pdf
大小:179KB
页数:6P
4.7
通过对600mw超临界w火焰锅炉水冷壁的设计与应用,研究试验φ32mm×6.3mm四头12cr1movg优化内螺纹管(omlr)在亚临界、近临界、超临界区的流动传热特性。试验获得了不同工况(压力、热负荷、质量流速)下内螺纹管壁温分布和内壁换热系数随焓值的变化规律。并根据试验数据,拟合建立单相、两相换热系数计算关联式,同时进一步建立传热恶化发生时的临界条件及干涸后传热计算关联式,为锅炉垂直上升内螺纹管水冷壁设计和运行提供可靠数据。
内螺纹管内部缺陷分析 内螺纹管内部缺陷分析
格式:pdf
大小:230KB
页数:2P
4.8
电厂在对管屏用测厚仪测厚时发现内螺纹管局部壁厚不足,取样解剖,通过着色发现在管子横断面上有很细的长条缺陷,现场判断为分层。实际是,电厂测厚的结果大部分是由于测厚仪与管子间偶合的不好,个别点是由于内螺纹管内部有小缺陷导致测厚减薄。经金相试验,结果表明缺陷是夹杂物。

内螺纹管接头标准精华文档
锅炉用内螺纹管SAC内螺纹钢管
格式:pdf
大小:22KB
页数:2P
4.7
如有你有帮助,请购买下载,谢谢! 1页 内螺纹铜管又称非平滑管,英文名称innergroovedcoppertube(igt),是指 外表面光滑,内表面具有一定数量,一定规则螺纹的内螺纹tp2紫铜管。 由于内螺纹铜管内表面积的增加,所以它的导热性能要比光管提高百分之二十到三十。 内螺纹铜管的发展大致经历了如下几个发展阶段: (1)山型齿内螺纹管; (2)梯型槽内螺纹管; (3)顶角型内螺纹管; (4)细高齿型内螺纹管。(又称瘦高齿内螺纹铜管) 目前,国外又陆续推出了高低齿齿型、齿顶开槽、双旋向等内螺纹管 传热性能: 按照国标gb/t20928-2007中的要求,内螺纹铜管产品按照产品名称、牌号、状态、 外径、底壁厚、齿高加齿顶角、螺旋角、螺纹数和标准编号的顺序表示: 示例1:tp2m2φ9.52×0.30+0.20-53-18/60gb/t20928-2007
焊接式端直通锥管螺纹管接头
格式:pdf
大小:36KB
页数:1P
4.5
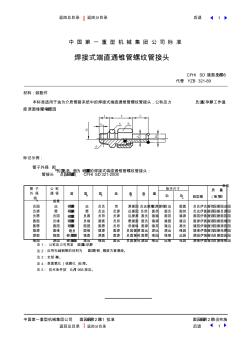
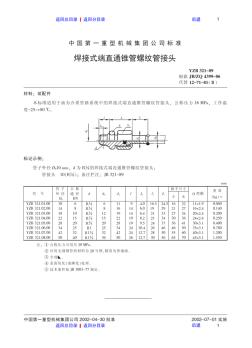
注1:公称压力可用至圆园酝孕葬。 注2:应用无缝钢管的材料为圆园号钢,精度为普通级。 注3:全部襋。 注4:表面氧化(或磷化)处理。 注5:技术条件按允月/t966规定。 中国第一重型机械集团公司标准 焊接式端直通锥管螺纹管接头 cfhisd猿圆员原2008 代替yzb321-89 中国第一重型机械集团公司圆园园8原12原01批准圆园园8原12原3员实施 材料:装配件 本标准适用于油为介质管路系统中的焊接式端直通锥管螺纹管接头,公称压力员远酝孕葬,工作温 度原圆缘耀垣愿园益。 标记示例: 管子外径阅 园员园皂皂,凿为砸讙讈的焊接式端直通锥管螺纹管接头: 管接头员园(砸讙讈)cfhisd321-2008 皂皂 管子 外径 阅 园 公称 通径 阅晕 凿凿 园 凿 员 造造 园 造 员 蕴 扳手尺寸 韵型圈
液压管接头标准
格式:pdf
大小:25KB
页数:11P
4.3
液压管接头标准 一、卡套式管接头的装配 (一)预装 ①卡套式管接头的预装的最重要的环节,直接影响到密封的可靠性。一般需要专用的预器。 管径小的接头可以在台钳上进行预装。具体做法是,用一个接头作为母体,将螺母、卡套 精品文档,超值下载 压紧到管子上可。主要有卡套式直通管接头、卡套式端直通接通头、卡套式三通管接头等 型式。笔者发现,即使是同一厂家一批货,这几种接头体上锥形孔的深度往往不相同,结 果就造成了泄漏,而此问题往往被忽视。正确的做法是,管子一端用什么样的接头体连接, 对应的连接端则用相同类型的接头预装,这样能最大限度地避免出现泄漏问题。 ②管子端面应平齐。管子锯断后应在砂轮等工具上打磨平齐,并且去除毛刺,清洗并用高 压空气吹净后再使用。 ③预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效。 ④预装力不宜太大使卡套的内刃刚好嵌入管子外壁,卡套不应有明显变形。在进

国外常见胶管接头标准
格式:pdf
大小:347KB
页数:10P
4.7
专业整理分享 word完美.格式 胶管接头 dko-l(45/90) 公制内螺纹,24°锥,带o形圈 din2353轻系列 胶管尺寸 g mm lmax mm sw mm 订货标记通径 dn(mm) 标号 5-3m12×1.57717dkol05 6-4m14×1.58117dkol06 8-5m16×1.58419dkol08 10-6m18×1.58622dkol10 12-8m22×1.58827dkol12 16-10m26×1.58932dkol16 20-12m30×210936dkol20 25-16m36×211841dkol25 32-20m45×214155dkol32 40-24m52×215160dkol40 dko-
内螺纹管接头标准最新文档
液压管接头标准
格式:pdf
大小:26KB
页数:15P
4.4
液压管接头标准 来源:江苏省靖江市晨辉伸缩软管有限公司-不锈钢金属接头更新时间:2010-7-2714:22:39 一、卡套式管接头的装配(一)预装①卡套式管接头的预装的最重要的环节,直接影响到密封的可靠性。一般需要专用的预器。管径小的接头可以在台钳 上进行预装。具体做法是,用一个接头作为母体,将螺母、卡套压紧到管子上可。主要有卡套式直通管接头、卡套式端直通接通头、卡套式三通管接头等 型式。笔者发现,即使是同一厂家一批货,这几种接头体上锥形孔的深度往往不相同,结果就造成了泄漏,而此问题往往被忽视。正确的做法是,管子一 端用什么样的接头体连接,对应的连接端则用相同类型的接头预装,这样能最大限度地避免出现泄漏问题。②管子端面应平齐。管子锯断后应在砂轮等工 具上打磨平齐,并且去除毛刺,清洗并用高压空气吹净后再使用。③预装时,应尽量保持管子与接头体的同轴度,若管子偏斜过大也会造成密封失效

液压管接头标准对照
格式:pdf
大小:112KB
页数:1P
4.5
液压机常用管接头标准对照 序号名称通径d厂标代号gb、jb标记备注 1 焊接式直通管接头10q/jdc005.3-96管接头14jb970-77 12q/jdc005.4-96管接头18jb970-77 15q/jdc005.5-96管接头22jb970-77 20q/jdc005.6-96管接头28jb970-77 25q/jdc005.7-96管接头34jb970-77 32q/jdc005.8-96管接头42jb970-77 40管接头50jb970-77 2 焊接式铰接管接头8q/jdc006.2-96管接头14jb978-77m14×1.5 10q/jdc006.3-96管接头18jb978-77m18×1.5 15q/jdc006.4-96管接头22jb9
 内螺纹管内流动传热特性研究进展
内螺纹管内流动传热特性研究进展 内螺纹管内流动传热特性研究进展
格式:pdf
大小:1005KB
页数:7P
4.6
内螺纹管作为一种高效的节能元件已在动力、航天、电子等领域广泛应用,为进一步促进内螺纹强化传热技术研发,对近30年来内螺纹管内流动传热研究进行了综述,内容涉及内螺纹管内流动传热机理、传热规律、传热恶化及预报等.
内螺纹衬塑直角管接头注射模设计 内螺纹衬塑直角管接头注射模设计
格式:pdf
大小:629KB
页数:4P
4.8
分析了内螺纹衬塑直角管接头在给水管道中的应用特点,分析了其成型工艺性,设计了1副内螺纹衬塑直角管接头注射模,其中特别探讨了潜伏浇口及组合型芯的设计要点,保证了脱模及抽芯的可靠性,最终实现了产品的成型。
内螺纹管水压工装结构优化 内螺纹管水压工装结构优化
格式:pdf
大小:117KB
页数:3P
4.5
本文针对原有内螺纹管水压工装的原理、结构及使用后的效果,结合生产实情,对局部结构进行了改进设计,有效地提高了生产效率。
考虑污垢时内螺纹管冷凝器的经济性分析 考虑污垢时内螺纹管冷凝器的经济性分析
格式:pdf
大小:261KB
页数:4P
4.8
为研究各种换热设备因污垢热阻的存在而造成大量能源浪费的实际运行过程.在考虑污垢的情况下,综合换热管的阻力特性,对比分析了分别选用内螺纹管和内壁光滑管的冷凝器的经济性,探讨其是否能够提高冷凝器的换热性能从而降低系统能耗.结果表明,选用内螺纹管不一定能够提高冷凝器运行的经济性,冷凝器存在临界流速和临界时间.文中结果为冷凝器的设计和经济运行提供了理论依据和指导.
内螺纹管拉拔芯棒的设计方法 内螺纹管拉拔芯棒的设计方法
格式:pdf
大小:143KB
页数:未知
4.7
从理论上分析了芯棒倒锥角和芯棒长度对内螺旋凸筋形状畸变的抑制和消除作用,提出了采用倒锥形等螺距芯棒拉拔内螺纹管时芯棒几何参数的设计方法
影响大螺旋角内螺纹管成型的因素分析 影响大螺旋角内螺纹管成型的因素分析
格式:pdf
大小:291KB
页数:3P
4.5
旋压成型是目前内螺纹铜管加工的一种主要方法,通过对无缝内螺纹铜管加工过程中的受力分析,借鉴金龙集团在实际生产中的经验,同时参考理论公式,总结出部分影响大螺旋角内螺纹铜管的成型因素,供设计内螺纹成型工艺时参考。
内螺纹管接头标准相关
文辑推荐
知识推荐
百科推荐


职位:岩土中级工程师
擅长专业:土建 安装 装饰 市政 园林


