




扭剪型高强螺栓连接技术交底
第1页共15页 大六角高强螺栓连接技术交底 1技术交底范围: 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 本交底针对于项目技术管理人员、钢结构专业分包队伍管理人员及操作工人。 2设计情况: 3施工工艺流程: 作业准备——选择螺栓并配套——接头组装——安装临时螺栓——安装高强螺栓——高 强螺栓紧——检查验收 4工艺操作要点和质量要求: 4.1作业准备: 4.1.1材料及主要机具: (1)螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 (2)高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹损 伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。螺 栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得混放、 混用。 (3)主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手
扭剪型高强螺栓连接交底记录
技术交底记录 2008年10月15日施管表5 工程名称节能大厦分部工程主体结构 分项工程名称扭剪型高强螺栓连接施工单位中天宝业集团 交底内容: 1、依据标准: 《建筑工程施工质量验收统一标准》gb50300-2001 《钢结构工程施工质量验收规范》gb50205-2001 2、施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹损伤时,不得使用。 螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。螺栓等不得被泥土、油污粘染, 保持洁净、干燥状态。必须按批号,同批内配套使用,不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳
编辑推荐下载
02扭剪型高强螺栓连接工艺
格式:pdf
大小:19KB
页数:3P
 4.6
4.6
扭剪型高强螺栓连接 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用, 不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具 袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设 计要求(一般要求q235钢为0.45以上,16锰钢为0.55以上)。摩擦面木允许有残留氧化铁 皮,处理后的摩
扭剪型高强螺栓连接工艺标准
格式:pdf
大小:8KB
页数:1P
4.4
扭剪型高强螺栓连接工艺标准 扭剪型高强螺栓连接工艺标准具体内容是什么,下面下面为大 家解答。 范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要 求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺 栓、螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀, 应抽样检查紧固轴力,满足要求后方可使用。螺栓等不得被泥土、油 污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得 混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工 扳手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理, 摩擦系数应符合设计要求。摩擦面木允许有残留氧化铁皮,处理后的 摩擦面可生成
扭剪型高强螺栓连接工艺技术交底记录热门文档
扭剪型高强螺栓连接工艺标准
格式:pdf
大小:19KB
页数:3P
4.7
扭剪型高强螺栓连接工艺标准 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 22施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹 损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。 螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得 混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋 等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计 要求(一般要求q235钢为0.45以上,16猛钢为0.55以上)。摩擦面不允许有残留氧化铁皮,
扭剪型高强螺栓连接工艺大全
格式:pdf
大小:49KB
页数:7P
4.7
本文由天津五大道http://www.***.***/原创发布 本文由吴江四桥网http://www.***.***/原创发布 扭剪型高强螺栓连接工艺大全 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计 要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有 螺栓、螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈 蚀,应抽样检查紧固轴力,满足要求后方可使用。螺栓等不得被泥土、 油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不 得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手 工扳手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进
22.2扭剪型高强螺栓连接工艺
格式:pdf
大小:25KB
页数:3P
4.3
作业指导书 第1页共3页 作业指导书 扭剪型高强螺栓连接工艺 1适用范围 本作业指导书适用于钢结构安装用扭剪型高强螺栓施工工艺。 2材料要求 2.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.2高强螺栓入库应按规格分类存放,并防雨、防潮,遇有螺栓、螺母不配套,螺纹 损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。 螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得 混放、混用。 3主要机具设备 电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。 4作业条件 4.1磨擦面处理:磨擦面采用喷砂、砂轮打磨等方法进行处理,磨擦系数应符合要求(一 般要求q235钢为0.45以上,16锰钢为0.55以上)。磨擦面不允许有残留氧
扭剪型高强螺栓连接工艺 (2)
格式:pdf
大小:82KB
页数:3P
4.8
扭剪型高强螺栓连接 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用, 不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具 袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设 计要求(一般要求q235钢为0.45以上,16锰钢为0.55以上)。摩擦面木允许有残留氧化铁 皮,处理后的摩
扭剪型高强螺栓连接工艺技术交底记录精华文档
扭剪型高强螺栓连接检验批
格式:pdf
大小:277KB
页数:19P
4.7
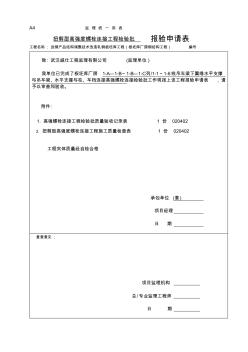
a4监理统一用表 扭剪型高强度螺栓连接工程检验批报验申请表 工程名称:涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)编号 致:武汉威仕工程监理有限公司(监理单位) 我单位已完成了板坯库厂房1-a—1-b~1-b—1-c列/1-1~1-6线吊车梁下翼缘水平支撑 与吊车梁、水平支撑与柱、车档连接高强螺栓连接检验批工作现报上该工程报验申请表,请 予以审查和验收。 附件: 1.高强螺栓连接工程检验批质量验收记录表1份020402 2.扭剪型高强度螺栓连接工程施工质量检查表1份020402 工程实体质量经自检合格 承包单位(章) 项目经理 日期 复查意见: 项目监理机构 总/专业监理工程师 日期 高强螺栓连接工程检验批质量验收记录表 gb50205-2001 (ⅱ) 020402 □□ 单位(子单位)工程名称涟钢产
扭剪型高强螺栓连接
格式:pdf
大小:26KB
页数:12P
4.7
扭剪型高强螺栓连接 1.1本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要 求和国家标 准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺 栓、螺母不 配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检 查紧固轴力, 满足要求后方可使用。螺栓等不得被泥土、油污粘染,保持洁净、干 燥状态。必须 按批号,同批内配套使用,不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工 扳手、钢丝 刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理, 摩擦系数 应符合设计要求(一般要求q235钢为0.45以上,16锰钢为0.55以 上)。摩擦面木允 许有残留氧化铁皮,处理后的摩擦面可生成赤锈面后

002扭剪型高强螺栓连接
格式:doc
大小:44KB
页数:3P
4.8
扭剪型高强螺栓连接 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计要求(一般要求q235钢为0.45以上,16锰钢为0.
扭剪型高强螺栓连接
格式:pdf
大小:11KB
页数:7P
4.6
1/7 扭剪型xx螺栓连接 1.1本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标 准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不 配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧 固轴力, 满足要求后方可使用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状 态。必须 按批号,同批内配套使用,不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝 刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数 应符合设计要求(一般要求q235钢为0.45以上,16锰钢为0.55以上)。 摩擦面木允 许有残留氧化铁皮,处理后的摩擦面可生成赤锈面后安装螺栓(
扭剪型高强螺栓连接 (2)
格式:pdf
大小:19KB
页数:3P
4.4
扭剪型高强螺栓连接 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用, 不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具 袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设 计要求(一般要求q235钢为0.45以上,16锰钢为0.55以上)。摩擦面木允许有残留氧化铁 皮,处理后的摩
扭剪型高强螺栓连接工艺技术交底记录最新文档

扭剪型高强螺栓连接 (2)
格式:pdf
大小:46KB
页数:4P
4.4
扭剪型高强螺栓连接 1/4 工程名称中原种子产业科技物流园交底部位 a-01、a-02、b-07、b-08、 b-10、b-11 施工单位 河南航天建筑工程有限公 司 日期 交底内容: 扭剪型高强螺栓连接 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用, 不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具 袋等。 2.2作业条件: 2.
扭剪型高强螺栓连接 (3)
格式:pdf
大小:19KB
页数:3P
4.4
扭剪型高强螺栓连接 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用, 不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具 袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设 计要求(一般要求q235钢为0.45以上,16锰钢为0.55以上)。摩擦面木允许有残留氧化铁 皮,处理后的摩
扭剪型高强螺栓连接 (4)
格式:pdf
大小:75KB
页数:20P
4.8
扭剪型高强螺栓连接 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用, 不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具 袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设 计要求(一般要求q235钢为0.45以上,16锰钢为0.55以上)。摩擦面木允许有残留氧化铁 皮,处理后的摩
扭剪型高强螺栓连接 (5)
格式:pdf
大小:46KB
页数:4P
4.4
技术交底 工程名称中原种子产业科技物流园交底部位 a-01、a-02、b-07、b-08、 b-10、b-11 施工单位 河南航天建筑工程有限公 司 日期 交底内容: 扭剪型高强螺栓连接 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用, 不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具 袋等。 2.2作业条件: 2.2.1摩擦面处理:摩
扭剪型高强螺栓技术交底
格式:pdf
大小:33KB
页数:2P
4.7
技术交底记录 表c2-1 编号004 工程名称泰安道五号院工程交底日期2011年11月8日 施工单位 天津市建工工程总承包有限公司钢 结构工程分公司 分项工程名 称 钢结构焊接 交底提要扭剪型高强螺栓技术交底。 交底内容: 一、施工准备 (一)作业条件 1.螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标 准的规定。 2.高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不 配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力, 满足要求后方可使用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必 须按批号,同批内配套使用,不得混放、混用。 (二)工器具 主要工器具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、 工具袋等。 二、操作要求 1.摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数
【工程】002扭剪型高强螺栓连接工艺
格式:pdf
大小:19KB
页数:3P
4.8
扭剪型高强螺栓连接 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺 纹损伤时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使 用。螺栓等不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用, 不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具 袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设 计要求(一般要求q235钢为0.45以上,16锰钢为0.55以上)。摩擦面木允许有残留氧化铁 皮,处理后的摩

002_扭剪型高强螺栓连接工艺 (2)
格式:pdf
大小:53KB
页数:5P
4.7
表c1-3技术交底记录 工程名称交底部位 工程编号日期 扭剪型高强螺栓连接 一、作业条件: 1、按施工图纸设计和施工。 2、清除杂物。 3、施工机具到位到位。 4、熟悉图纸,人员对工人作好技术交底。 二、材料要求: 1、详见下面工序 三、施工机具 1、详见下面工序 四、安全常识: 1.进入施工现场必须戴好安全帽,高空作业系好安全带,禁止吸烟。 2.施工现场作业人员严禁酒后上岗,疲劳作业、带病作业。 3.进入施工现场必须遵守施工现场安全管理制度,严禁违章指挥,违章作业;做到三不伤害: 不伤害自己,不伤害他人,不被他人伤害。 五、交底内容: 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2
002_扭剪型高强螺栓连接工艺
格式:pdf
大小:54KB
页数:5P
4.7
安徽安凯汽车集团金达工贸有限公司下料车间 扭剪型高强螺栓连接 钢结构 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹损伤 时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。螺栓等 不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处理,摩擦系数应符合设计要求 (一般要求q235钢为0.45以上,16锰钢为0.

002_扭剪型高强螺栓连接工艺 (2)
格式:pdf
大小:41KB
页数:3P
4.7
表c1-3技术交底记录 工程名称晶硅体多线切割机生产车间交底部位扭剪型高强螺栓连接 工程编号 大连市甘井子区营城子 工业园区 日期2011.3.15 交底内容: 扭剪型高强螺栓连接 1范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 2施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有螺栓、螺母不配套,螺纹损伤 时,不得使用。螺栓、螺母、垫圈有锈蚀,应抽样检查紧固轴力,满足要求后方可使用。螺栓等 不得被泥土、油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手工扳手、钢丝刷、工具袋等。 2.2作业条
057.扭剪型高强螺栓连接工艺标准
格式:pdf
大小:11KB
页数:7P
4.7
扭剪型高强螺栓连接工艺标准(502-1996) 范围 本工艺标准适用于钢结构安装用扭剪型高强螺栓施工工艺。 施工准备 2.1材料及主要机具: 2.1.1螺栓、螺母、垫圈均应附有质量证明书,并应符合设计 要求和国家标准的规定。 2.1.2高强螺栓入库应按规格分类存放,并防雨、防潮。遇有 螺栓、螺母不配套,螺纹损伤时,不得使用。螺栓、螺母、垫圈有锈 蚀,应抽样检查紧固轴力,满足要求后方可使用。螺栓等不得被泥土、 油污粘染,保持洁净、干燥状态。必须按批号,同批内配套使用,不 得混放、混用。 2.1.3主要机具:电动扭矩扳手及控制仪、手动扭矩扳手、手 工扳手、钢丝刷、工具袋等。 2.2作业条件: 2.2.1摩擦面处理:摩擦面采用喷砂、砂轮打磨等方法进行处 理,摩擦系数应符合设计要求(一般要求q235钢为0.45以上
扭剪型高强螺栓连接工艺技术交底记录相关
文辑推荐
知识推荐
百科推荐

职位:勘察工程师
擅长专业:土建 安装 装饰 市政 园林


