

宁波钢铁热连轧粗轧E2辊缝控制系统
格式:pdf
大小:458KB
页数:3P
人气 :65
 4.4
4.4
介绍了宁波钢铁1780热连轧粗轧E2辊缝控制系统机械电气结构和控制功能,主要论述了E2辊缝的自动控制功能中的辊缝设定EWC位置控制,HWC位置控制,冲击补偿,过载保护,AWC控制等,通过对粗轧E2辊缝的高精度闭环控制,实现了E2轧机的高速度,高节奏轧制,并保证了输送给精轧区带钢的宽度精度。



 不锈钢热连轧机粗轧短行程控制
不锈钢热连轧机粗轧短行程控制 不锈钢热连轧机粗轧短行程控制
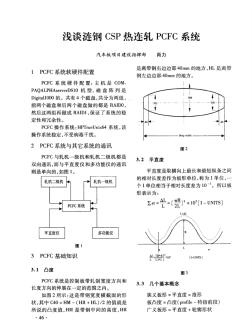
为了提高不锈钢热连轧的宽度控制水平,通过粗轧短行程控制来改善带钢头尾宽度控制曲线。根据热轧粗轧短行程控制理论,分别使用了三段折线式和两段抛物线式来进行控制,同时根据带钢头尾的宽度偏差对短行程曲线进行自学习。现场投用表明:这种粗轧短行程控制模型能够明显地改善中间坯的头尾偏差,提高带钢成材率。
新余钢铁厂热连轧厂EMC
붭컷솪뒴헕쏷탅쾢뿆벼폐쿞릫쮾뿍럾뗧뮰ꎺ400-0791-869뗘횷ꎺ붭컷쪡쓏닽쫐룟탂뾪랢쟸뺩뚫듳뗀168뫅1탂폠룖쳺뎧죈솬퓾뎧뎧랿헕쏷룄퓬emc뷚쓜럾컱랽낸짨볆쪩릤떥캻ꎺ붭컷솪뒴헕쏷탅쾢뿆벼폐쿞릫쮾쪱볤ꎺ2012쓪10퓂18죕솪쾵뗧뮰ꎺ400-0791-869릫쮾췸햾ꎺwww.***.*** 붭컷솪뒴헕쏷탅쾢뿆벼폐쿞릫쮾뿍럾뗧뮰ꎺ400-0791-869뗘횷ꎺ붭컷쪡쓏닽쫐룟탂뾪랢쟸뺩뚫듳뗀168뫅2쒿슼튻ꆢ붭컷솪뒴헕쏷탅쾢뿆벼막럝폐쿞릫쮾볲뷩..........................3뛾ꆢ솪뒴헕쏷훊횤쏷컄볾..........................................6죽ꆢ뫏춬쓜풴맜샭ꎨem
编辑推荐下载

宁波建龙钢铁公司1780热连轧自动化系统基本设计规格书 (2)
格式:doc
大小:5.0MB
页数:405P
4.3
工程编号:gt03a012 版本号:a 修改号: 宁波建龙1780mm热轧带钢工程 三电基本设计规格书 设计:建龙1780mm热轧带钢工程项目组 审核: 批准: 北京金自天正智能控制股份有限公司 2003年6月 目录 第1章 建龙1780mm热轧带钢生产线工艺及设备 1-1 1.1 设计依据 1-1 1.2 设计范围与设计原则 1-1 1.2.1.1 设计范围 1-1 1.2.2 设计原则 1-1 1.3 生产规模、成品大纲与金属平衡 1-2 1.3.1 生产规模 1-2 1.3.2 成品大纲 1-2 1.3.3 金属平衡 1-4 1.4 生产线主要设备组成与布置 1-4 1.5 生产线工艺简述 1-10 1.5.1 生产线工艺流程 1-10 1.5.2 生产线工艺与装备主要特点 1-13 第2章 自动化控制系统综
宁波钢铁连铸坯热装热送生产实践 宁波钢铁连铸坯热装热送生产实践
格式:pdf
大小:755KB
页数:2P
4.5
基于erp系统的信息管理技术,宁钢实现了高温无缺陷板坯生产,板坯无缺陷率稳定在99%以上。通过加强管理,板坯平均直接热装率达55%,入炉平均温度699℃;间接热装率达75%,入炉平均温度650℃。宁钢实行连铸坯热装热送技术,缩短了生产周期,节约了能源,减少了金属烧损。
宁波钢铁热连轧粗轧E2辊缝控制系统热门文档
武钢一热轧改造后粗轧区控制系统
格式:pdf
大小:321KB
页数:4P
4.4
武钢一热轧的工艺布置方案为目前国内少有的3/4连轧方式,这种布置方案不仅使得轧线上粗轧区的长度大大超出半连轧布置方案,而且对粗轧区的自动化控制系统也提出了更多的要求,除了需具备一般热轧厂单机架粗轧机的所有功能之外,还必须具备连轧的功能。根据该厂的具体情况,设计了粗轧区控制系统。运行结果证明,控制系统稳定可靠、操作方便快捷,很好地满足了用户的需求。
不锈钢热轧粗轧控制系统 不锈钢热轧粗轧控制系统
格式:pdf
大小:243KB
页数:4P
4.3
酒钢不锈钢热轧粗轧控制系统采用分布式控制思想,硬件plc为siemenssimatictdc,远程i/o为si-emenssimaticet200m,profibus组态,软件程序开发使用siemenspcs7工具,人机接口hmi采用siemenswincc。实际运行中稳定、可靠、方便,达到了预期的效果。
宁波建龙钢铁公司1780热连轧自动化系统基本设计规格书
格式:doc
大小:4.2MB
页数:405P
4.6
工程编号:gt03a012 版本号:a 修改号: 宁波建龙1780mm热轧带钢工程 三电基本设计规格书 设计:建龙1780mm热轧带钢工程项目组 审核: 批准: 北京金自天正智能控制股份有限公司 2003年6月 目录 第1章 建龙1780mm热轧带钢生产线工艺及设备 1-1 1.1 设计依据 1-1 1.2 设计范围与设计原则 1-1 1.2.1.1 设计范围 1-1 1.2.2 设计原则 1-1 1.3 生产规模、成品大纲与金属平衡 1-2 1.3.1 生产规模 1-2 1.3.2 成品大纲 1-2 1.3.3 金属平衡 1-4 1.4 生产线主要设备组成与布置 1-4 1.5 生产线工艺简述 1-10 1.5.1 生产线工艺流程 1-10 1.5.2 生产线工艺与装备主要特点 1-13 第2章 自动化控制系统综
新钢热连轧厂油气润滑控制系统改造
格式:pdf
大小:464KB
页数:3P
4.7
针对新钢热连轧厂平整机轧辊轴承油气润滑系统存在的问题进行了plc控制系统设计并应用,延长了轧辊使用寿命,满足了生产需求。
宁波钢铁热连轧粗轧E2辊缝控制系统精华文档
热连轧窜辊装置改造计算及热装工艺
格式:pdf
大小:418KB
页数:3P
4.5
热连轧生产线同类窜辊装置中均存在窜辊缸活塞杆与调心头脱开的现象,通过对窜辊装置中窜辊缸活塞杆与调心头的联接方式进行改造、由螺纹联接改为过盈联接后,解决了这一问题。文中详细介绍了活塞杆与调心头过盈联接的理论计算及热装工艺。
热连轧窜辊装置改造计算及热装工艺
格式:pdf
大小:189KB
页数:3P
4.4
热连轧生产线同类窜辊装置中均存在窜辊缸活塞杆与调心头脱开的现象,通过对窜辊装置中窜辊缸活塞杆与调心头的联接方式进行改造,由螺纹联接改为过盈联接后,解决了这一问题,本文详细介绍了活塞杆与调心头过盈联接的理论计算及热装工艺。

沙钢1700mm热连轧V2粗轧机接轴及辊系技术改造
格式:pdf
大小:1.4MB
页数:3P
4.6
分析了沙钢1700mm热连轧v2粗轧机设备结构存在的问题,提出了针对性的改造方案,在热连轧粗轧机上首次采用了工作辊提升轨道这一结构形式。改造后,不仅有效提高了作业时间,还有效降低了维修费用。
太钢2250mm热连轧精轧机模拟轧辊研制 太钢2250mm热连轧精轧机模拟轧辊研制
格式:pdf
大小:333KB
页数:2P
4.7
介绍了太钢热连轧生产线7台精轧机布置的特点。分析了在满足轧制工艺要求的前提下,空设一架精轧机成为可能。重点阐述通过设计制作的模拟轧辊,当发生主传动故障时将模拟轧辊装入机架内,起到了过渡辊的作用,保证了正常的生产秩序,取得了良好的经济效益。

窄带钢热连轧生产线粗轧机改造方案对比分析
格式:pdf
大小:3.2MB
页数:5P
4.3
针对近年来钢铁企业1/2连轧生产线中粗轧机产能不足,无法发挥连轧机生产效率的问题,充分考虑投资因素的影响,总结窄带钢热连轧生产线的布置型式和工艺流程的特点,对全连轧、3/4连轧及粗轧双机架串列布置型式改造方案的合理性进行对比分析,指出针对现有1/2连轧生产线上述改造方案中,全连轧改造方案在新设备及电力容量增加最大,产能匹配较不合理;3/4连轧改造方案对设备的间距要求长于现有长度;只有粗轧机双机架串列布置的改造方案产能匹配合理,现有设备及基础均能够利旧使用,对新增设备及电机扩容要求最小,在较少资金投入基础上,实现增加坯重、提高年产量及减小产品厚度等改造目标.
宁波钢铁热连轧粗轧E2辊缝控制系统最新文档
梅钢热连轧精轧主速度应用研究 梅钢热连轧精轧主速度应用研究
格式:pdf
大小:2.9MB
页数:2P
4.7
随着钢铁市场发展,对钢种的多样性和产品的质量提出了更高的要求,梅钢原有的传动设备已不能满足轧制工艺的需要,必须对精轧区主速度的关键设备进行技术改造。文中介绍了改造后精轧主速度控制原理和主要系统构成,并对梅钢热连轧精轧主速度主要控制功能的实现进行了分析,对梅钢热轧带钢厂精轧机组新技术进行了整体的研究,使其满足热连轧生产的实际生产的需要。
带钢热连轧加热炉钢坯定位控制系统改造研究
格式:pdf
大小:489KB
页数:4P
4.7
对原钢坯定位控制系统进行了升级改造,硬件方面将主plc上的cpu924~927换成cpu945,4块数字位置译码器ip241模板移植到主机架上,取消原机架;软件方面使用2种标准功能块fb156和fb157对ip241进行了初始化与同步化,修改了cpu与cp间的通讯处理程序和钢坯定位程序.较好解决了系统兼容和升级性能的难题.
带钢热连轧轧制力计算研究 带钢热连轧轧制力计算研究
格式:pdf
大小:437KB
页数:3P
4.5
轧制力是带钢热连轧最重要的工艺参数之一,其计算模型的精度关系着轧制过程的离线模拟和在线控制,以orowan力平衡方程为基础,采用sims公式,分析轧制力模型在连轧过程中的适用性。
轧辊偏心补偿在本钢1780mm热连轧生产中的应用 轧辊偏心补偿在本钢1780mm热连轧生产中的应用
格式:pdf
大小:207KB
页数:3P
4.4
轧辊偏心是由轧辊和轧辊轴承形状的不规则造成的。本文分析了轧辊偏心的危害和起因,提出采用lms自适应滤波的方式来解决轧辊偏心问题,该方式在本钢1780mm热连轧生产中的应用表明,其减小了轧辊偏心对轧件厚度的影响,保证了产品质量。
首钢京唐公司1580mm热连轧机精轧二级模型控制系统 首钢京唐公司1580mm热连轧机精轧二级模型控制系统
格式:pdf
大小:445KB
页数:未知
4.3
介绍了对首钢京唐公司1580mm热连轧生产线精轧二级控制系统的基本结构、控制功能、数学模型和控制效果。该系统完全由国内自主集成,采用模块化设计,数学模型主要使用物理模型,同时保留了对模型参数的人工干预功能。另外,高性能服务器硬件配置既保证了物理模型高精度,又保证了工业控制稳定性和实时性的要求。实践表明,该系统的模型控制精度达到了国际先进水平。
 带钢热连轧二级系统的对比分析
带钢热连轧二级系统的对比分析 带钢热连轧二级系统的对比分析
格式:pdf
大小:136KB
页数:未知
4.6
热轧二级系统是带钢热连轧控制系统的核心,系统的软硬件架构直接关系着系统的投资成本和运行效率,系统中的各个控制模型则关系着系统的设定计算精度。从二级系统的软硬件架构上,以及二级模型的计算方法上,对国内有代表性的热轧二级系统予以简要的对比分析。
现代热连轧带钢的厚度控制 现代热连轧带钢的厚度控制
格式:pdf
大小:190KB
页数:未知
4.6
全面阐述agc控制策略,深入研究影响厚度波动的因素,融入近年来的科研应用成果,指出agc研究方向以及开发调试应注意的问题,给出具体应用实例。

热连轧带钢层冷温度控制系统升级改造
格式:pdf
大小:173KB
页数:1P
4.6
针对莱钢1500mm热连轧生产线原层流冷却卷取温度控制系统中存在的问题,通过采用模型系统,采取多种冷却策略及头尾特殊冷却方式进行系统优化改进,改造后的系统稳定,钢坯冷却温度命中率有了很大提高,板形质量明显得到改善。
宁波钢铁热连轧粗轧E2辊缝控制系统相关
文辑推荐
知识推荐
百科推荐

职位:通信施工员
擅长专业:土建 安装 装饰 市政 园林


