

提高马庄选矿厂尾矿中铁金属回收率的技术改造
格式:pdf
大小:981KB
页数:2P
人气 :59
 4.7
4.7
为提高回收率,减少铁金属的流失,莱矿马庄选矿厂进行了技术改造,更新污水磁选机,改进工艺流程,使磨前湿选尾矿筛下部分及脱水磁选机尾矿也进污水磁选机进行选别。改造后,尾矿品位由9.58%降到8.15%,铁金属回收率提高了1.06%,年创效益400万元。




马庄选矿厂磁选尾矿工艺设备技术改造与实践
马庄选矿厂为降低尾矿品位,减少铁金属的流失,不断进行技术改造,使用并更新了污水磁选机,让污水磁选机除了对污水进行处理外还对磨前湿选尾矿筛下部分及脱水磁选机尾矿进行选别;对于最终尾矿的选别更新了中场强磁选机,又安装了两台矩环式磁选机扫选中磁机尾矿。尾矿品位由9.85%降到7.80%,减少了金属流失,提高了金属回收率。
编辑推荐下载
马庄选矿厂选尾工艺设备技术改造与实践
格式:pdf
大小:949KB
页数:2P
4.3
莱矿马庄选矿厂为降低尾矿品位,减少铁金属流失,不断进行技术改造,更新了污水磁选机,处理污水的同时,还对磨前湿选尾矿筛下部分及脱水磁选机尾矿进行选别;更新了中场强磁选机选别最终尾矿,又安装了2台矩环式磁选机扫选中磁机尾矿。改造后尾矿品位由9.85%降到7.80%。

马钢桃冲矿选矿厂技术改造研究与实践
格式:pdf
大小:203KB
页数:3P
4.4
马钢桃冲矿为解决破碎产品粒度较粗、磨矿效果较差、过磨欠磨以及分级效率低等问题,采用美卓c110型颚式破碎机代替原有pef1200mm×900mm颚式破碎机,直线振动筛代替螺旋分级机与磨机组合使用,最终破碎产品粒度由原来的16mm降至12mm,磨矿分级效率提高了34.72个百分点,磨矿能力显著提升,过磨与欠磨得到了一定程度的控制,精矿铁品位提高了1.72个百分点,铁回收率提高了1.17个百分点,取得了较为显著的效果。
马庄选矿厂尾矿中铁金属回收率技术改造热门文档
金凤金矿选矿厂技术改造实践
格式:pdf
大小:218KB
页数:3P
4.7
金凤选矿厂原矿为含微细砷、碳的岩金矿,金品位3.02g/t,金矿物嵌布粒度细小,以包裹金为主,金属矿物主要为黄铁矿和毒砂.生产规模扩大后,选矿指标不理想、浮选矿浆浓度较低、中矿循环量较大.为解决该问题,通过条件试验优化了药剂制度,并从提高浮选设备效率、减少过磨、科学管理、规范操作方面进行改造.生产实践表明,改造后金精矿品位22.07g/t、回收率87.21%,相比改造前分别提高了1.02g/t、0.62个百分点,经济效益明显.
新城金矿选矿厂技术改造实践
格式:pdf
大小:362KB
页数:2P
4.6
为了适应矿石开采向深部延伸而造成的矿石性质变化,新城金矿选矿厂近几年从机械设备、工艺流程和工艺条件各方面进行了不断的改造。通过改造,不仅保持了较好的选矿技术指标,而且实现了生产废水的零排放,从而在为企业创造显著经济效益的同时,也产生了良好的环境效益。
金川铜镍选矿厂挖潜扩能技术改造及其效果
格式:pdf
大小:131KB
页数:3P
4.6
金川镍选矿厂在一选、二选两个生产系列基础上进行内部设备挖潜扩能800t/d的技术改造,经过一年多的生产实践,现已达到预期的效果,每年可增加处理矿量近30万t,产出精矿含镍量3000t,含铜量1500t,同时选矿技术指标接近改造前的水平。
大冶铁矿选矿厂技术改造
格式:pdf
大小:332KB
页数:3P
4.6
大冶铁矿选矿厂是20世纪50年代投产的老厂,原工艺与设备比较落后,生产成本高,难以适应矿山由露天开采转入地下开采后供矿条件的变化。为此,采用国内外先进技术和设备对选矿厂进行了全面的技术改造。通过改造,选矿厂工艺流程得到优化,设备达到大型化、高效化、节能化,并实现了生产过程的自动控制,取得了较好的技术指标和经济效益。
苍山铁矿选矿厂技术改造实践
格式:pdf
大小:387KB
页数:4P
4.7
针对苍山铁矿选矿厂生产中存在的问题,在充分论证改造方案的基础上,边生产、边改造,使选厂处理能力得到了大幅度的提高,取得了显著的经济效益。
马庄选矿厂尾矿中铁金属回收率技术改造精华文档

盛大铁矿选矿厂破碎段技术改造
格式:pdf
大小:360KB
页数:2P
4.3
盛大铁矿选厂针对原矿含泥量大、水份高而影响细碎、干抛、球磨给矿等生产能力的情况,相应地进行了技术改造,在破碎段增加了洗矿作业和粗粒(10~0mm)湿式磁选作业,取得了良好的改造效果,使破碎车间处理能力显著提高,破碎产品明显下降,破碎段日开车时间大大缩短。理顺了生产工艺,体现了多碎少磨、能抛早抛的节能理念。
选矿厂尾矿输送系统的节能改造
格式:pdf
大小:770KB
页数:5P
4.5
本文通过白银公司选矿厂尾矿输送系统节能改造实例,介绍了利用科学有效地配置设备,满足复杂工况条件下大流量浆体输送需要的成功尝试。分析了改造后输送系统满足生产需要,提高系统可靠性的前提下节能降耗所获得的巨大经济效益,从而得出有关浆体输送的老企业中进行节能改造将大有可为的结论。
选矿厂尾矿处理水零排放技术改造实践
格式:pdf
大小:445KB
页数:3P
4.3
针对浙江漓铁集团有限公司选矿厂外排存在浪费水资源和排污成本高以及浓缩池澄清水回水循环管路不畅等问题,将原集中并联的浓缩池澄清水管路改为单分支循环管路,成功避免循环水外溢现象,同时改尾矿处理水外排为回用,实现了尾矿处理水零排放。
提高银铅锌多金属矿选矿回收率的工艺改造与实践
格式:pdf
大小:292KB
页数:5P
4.7
通过选矿工艺技术改造和加强生产过程控制管理,改造后7-9月和改造前4-6月累计技术指标比较:银金属回收率由改造前的90.97%提高到91.98%,提高了1.01个百分点;铅金属回收率由改造前的92.87%提高到93.19%,提高了0.32个百分点;锌金属回收率由改造前的67.46%提高到74.98%,提高了7.52个百分点。在同等处理矿量条件下,月平均多回收银金属136.42kg、铅金属5.99t;锌金属53.72t,仅技术指标的提高,每月可新增经济效益127万元/月;节约水、电费用2.4万元/月;增加药剂费用0.78万元/月;总计月平均增加经济效益128.62万元/月。
 提高进口废电线电缆拆解铜金属回收率的措施
提高进口废电线电缆拆解铜金属回收率的措施 提高进口废电线电缆拆解铜金属回收率的措施
格式:pdf
大小:190KB
页数:未知
4.7
阐述了江西铜业再生资源有限公司通过采取择优筛选供应商、优化废电线电缆拆解工艺和质量标准、对拆解产出的铜产品按含铜品位及价值进行细分、强化工艺过程管控等措施,降低拆解过程的铜损失,提高拆解铜金属回收率.
马庄选矿厂尾矿中铁金属回收率技术改造最新文档

某钨矿选矿厂细泥回收技术改造设计与实践
格式:pdf
大小:616KB
页数:3P
4.3
结合某钨矿选矿厂细泥回收技术改造设计实践,探讨了有效提高钨细泥选矿回收指标以及钨选矿的综合回收率的细泥选别流程。通过适当改造原有车间摇床的基础和平台,调整重选工艺流程,选择规格合适的离心选矿机替代原有的摇床,获得的钨精矿品位提高4.27%,回收率提高10.36%,其它金属的回收率也明显提高,选矿厂经济效益得到了显著改善。

某钨矿选矿厂细泥回收技术改造设计与实践
格式:pdf
大小:325KB
页数:3P
4.5
结合某钨矿选矿厂细泥回收技术改造设计实践,探讨了有效提高钨细泥选矿回收指标以及钨选矿的综合回收率的细泥选别流程。通过适当改造原有车间摇床的基础和平台,调整重选工艺流程,选择规格合适的离心选矿机替代原有的摇床,获得的钨精矿品位提高4.27%,回收率提高10.36%,其它金属的回收率也明显提高,选矿厂经济效益得到了显著改善。
山东金岭铁矿选矿厂选矿工艺的优化改造
格式:pdf
大小:129KB
页数:2P
4.5
山东金岭铁矿是一个拥有60多年历史的老矿山,主导产品是铁精矿,同时综合回收铜、钴金属。多年来该矿选矿厂一直注重先进工艺的研究和应用,进行了上百项技术改造,不断完善工艺流程,优化设备结构和工艺参数,创造了较好的经济效益。
铜镍选矿厂工艺技术改造及效果
格式:pdf
大小:146KB
页数:4P
4.3
金川公司选矿厂一选矿车间通过对碎矿、磨矿、浮选主要作业进行工艺技术改造,在不扩建厂房,仅增加少量设备的情况下,使日处理矿石量由1200t增加到1500t,同时选矿生产指标也得到了提高,经济效益显著。

某铅锌矿选矿厂技术改造
格式:pdf
大小:2.3MB
页数:2P
4.7
某铅锌矿选矿厂是20世纪70年代投产老厂,原工艺与设备比较落后,因此对选矿厂进行全面技术改造.通过技术改造,产能扩大,工艺得到优化,设备达到高效节能,环保水平提高,取得较好的技术指标和经济效益.
鞍矿三大选矿厂工艺技术改造评述
格式:pdf
大小:609KB
页数:4P
4.7
介绍了鞍钢集团鞍山矿业公司齐大山、大孤山选矿厂和东鞍山烧结厂三大选矿厂近几年工艺改造情况,从矿石特点、工艺流程、新设备及新药剂应用等方面总结分析了改造后工艺流程特点,并提出今后应加强的工作。
红透山选矿厂选别工艺技术改造实践
格式:pdf
大小:108KB
页数:3P
4.4
红透山选矿厂多年来坚持技术攻关,改善选别流程,更新原有设备,提高选矿技术指标,选矿获得铜、锌、硫三种精矿,其中伴生金银富集在铜精矿中。到2010年底三种产品回收率分别提高1.03%、6.0%和2.49%,获得近亿元的经济效益。
铜镍选矿厂工艺技术改造及效果
格式:pdf
大小:391KB
页数:4P
4.3
金川公司选矿厂—选矿车间通过对碎矿、磨矿、浮选主要作业进行工艺技术改造,在不扩建厂房,仅增加少量设备的情况下,使日处理矿石量由1200t增加到1500t,同时选矿生产指标也得到了提高,经济效益显著。
亚克斯选矿厂选别工艺技术改造实践
格式:pdf
大小:180KB
页数:3P
4.6
亚克斯资源开发股份公司选矿厂多年来坚持技术攻关,改善选别流程,更新原有设备,提高选矿技术指标,选矿获得铜、镍两种精矿,其中伴生金属钴富集在镍精矿中。到2011年底两种精矿回收率分别提高2.47%、2.5%,获得近1200万元的经济效益。
白乃庙金矿选矿厂工艺流程技术改造实践
格式:pdf
大小:162KB
页数:2P
4.7
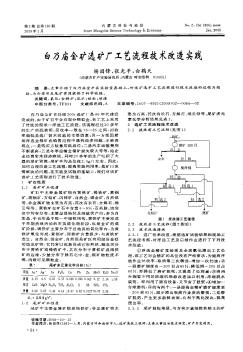
文章介绍了白乃庙金矿在实验室基础上,对该矿选矿工艺流程进行技术改造的过程与经验,为合理开发尾矿资源提供了科学依据。
马庄选矿厂尾矿中铁金属回收率技术改造相关
文辑推荐
知识推荐
百科推荐


职位:建造师课程讲师
擅长专业:土建 安装 装饰 市政 园林


