





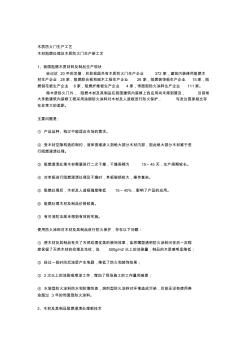
木质门防火门生产流程卡
下料 等级 互检人 日期:日期: 惠州市盈盾晖实业有限公司 编制:审核:批准: 日期: 防火门扇 规格数量 备 注4、每批加工产品的首件执行三检制;数量≤3时,全检;数量≤10时,每3个抽检1次;数量<50时,每10个抽检1次;数量≥50时,20个抽检一次。 数量备注 木质防火门(门扇)生产流程检验单 1、工序流程中各班组、责任人严格按要求生产,把关做到自检、互检仔细; 2、因工作中失误造成损失的所有费用,从责任人工资中扣除; 等级开向 自检结果 规格 工序技术要求 等级数量 无虫眼、无腐烂 刨二面直角度为90° 压料厚度≤0.5㎜ 无坑畦、毛刺 开变形槽每格距离为100㎜ 槽深厚度的2/3 线条、封边条等表面光滑平整 骨架宽度、高度±1㎜ 数量开向 下 料 工艺单号 板材、骨架宽度±1㎜ 刨料、压料四面平整光滑无坑畦 开向 操作人 工段 规格 产品名

木质门工艺流程卡
下料 等级 互检人 3、下道工序发现上道工序有质量问题者,奖励10~100元,费用从班组或责任人工资中扣除; 5、此表格内需填写合格的打“√”,不合格的打“×”。 互检结果抽检结果 下单日期:年月日加工日期:年月日 选料含水率<12% 工程名称工段 规格 产品名称 下 料 工艺单号 板材、骨架宽度±1㎜ 刨料、压料四面平整光滑无坑畦 开向 操作人 数量 无虫眼、无腐烂 刨二面直角度为90° 数量规格 压料厚度≤0.5㎜ 无坑畦、毛刺 开变形槽每格距离为100㎜ 槽深厚度的2/3 线条、封边条等表面光滑平整 骨架宽度、高度±1㎜ 工序技术要求 等级 自检结果 规格数量 木质门(门扇)工艺流程单 1、工序流程中各班组、
编辑推荐下载
木门生产工艺流程独家揭秘
格式:pdf
大小:98KB
页数:3P
 4.6
4.6
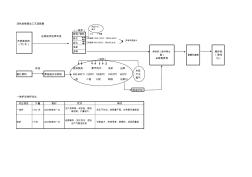
找建材产品上九正建材网 ---------------------- 全国访问量最高的建材导航站!www.***.*** 木门生产工艺流程独家揭秘 家中天天用木门,你未必知道木门怎样生产的?今天小编带你揭开木门生产流程 的面纱,记得收藏额。 选材→下料→组框→热压→齐边精裁→铣门芯板→铣门钸线→贴皮→合门→打 锁孔合页孔→试装→油漆→质检→包装入库→安装 主要制造工艺标准: 1下料: (1)粗裁时,长宽各加大10mm;(需修整) (2)如组合下料,注明木皮材质,标明何种门型组合; 2组框 (1)四角方正,长宽各加大10mm (2)外框宽度规格为800-2000mm,表板为6mm中密度板,中间填充邵尔兰 特中空创花板。 (3)加锁木,也可用锁盒; (4)组框时如是玻璃门,确定玻璃大小及位置 (5)骨架做防变形处理后,上压机压平 3热压工艺标准 (1)每次
钢质门生产工艺流程图
格式:pdf
大小:22KB
页数:1P
4.4
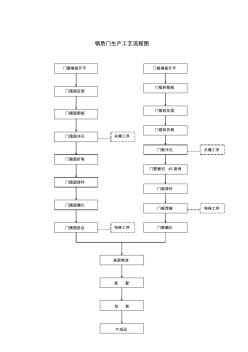
钢质门生产工艺流程图 门扇卷板开平门框卷板开平 门框料剪板 门扇面胶合 门扇面磷化 门扇面焊件 门扇面折弯 门扇面冲孔 门扇面剪板 门扇面压型 表面喷涂 门框料压型 门框料折弯 门框冲孔 门框锯切45度角 门框焊件 门框焊接 门框磷化 包装 装配 产成品 关键工序 关键工序 特殊工序 特殊工序
木质门生产工艺流程热门文档
免漆门生产工艺流程 (2)
格式:pdf
大小:12KB
页数:1P
4.7
免漆门生产工艺流程 免漆门生产工艺流程 1裁板用材:中度纤维板厚度规格:8mm,6mm;裁板时材料在客户订单尺寸基础上长 +2.5cm宽度-0.6cm 2开槽开燕尾槽,为了装缝边条 3贴板有玻璃门时才贴板 4电脑造型雕刻根据客户造型要求进行电脑设计,雕刻 5人工打磨对雕刻部分进行人工打磨 6喷胶压缩机均匀喷胶,为了粘固pvc膜 7真空高温附pvc膜把pvc膜在200摄氏度左右温度下通过真空环境覆压在密度 板上,时间为2分钟左右,pvc膜的颜色:黑胡桃红胡桃金线红木老红木红樱桃 银杉泰柚柚木枫木沙比利铁桃木浅橡白水曲柳纯 8组装填料组装把缝边条压入燕尾槽 9压榨用冷压机压榨使胶水凝固夏天6小时左右,冬天12小时左右 10裁边根据客户所订尺寸裁边 11门锁打孔打门锁孔 12整理包装进行产品表面整理产

免漆门生产工艺流程
格式:pdf
大小:12KB
页数:1P
4.4
1 免漆门生产工艺流程 免漆门生产工艺流程 1裁板用材:中度纤维板厚度规格:8mm,6mm;裁板时材料在客户订单尺寸基础 上长+2.5cm宽度-0.6cm 2开槽开燕尾槽,为了装缝边条 3贴板有玻璃门时才贴板 4电脑造型雕刻根据客户造型要求进行电脑设计,雕刻 5人工打磨对雕刻部分进行人工打磨 6喷胶压缩机均匀喷胶,为了粘固pvc膜 7真空高温附pvc膜把pvc膜在200摄氏度左右温度下通过真空环境覆压在密 度板上,时间为2分钟左右,pvc膜的颜色:黑胡桃红胡桃金线红木老红木红樱 桃银杉泰柚柚木枫木沙比利铁桃木浅橡白水曲柳纯 8组装填料组装把缝边条压入燕尾槽 9压榨用冷压机压榨使胶水凝固夏天6小时左右,冬天12小时左 右 10裁边根据客户所订尺寸裁边 11门锁打孔打门锁孔 12整理包装进行产品表面整理

阀门生产工艺流程
格式:pdf
大小:27KB
页数:1P
4.6
阀门生产工艺流程 阀门产品主要组成部分有、阀体、阀盖、支架、压盖、手轮(铸件或锻件都是外协采购。)阀杆、铜螺母、轴承、标准件、密封件等配件。公司主要是外购 半成品在、加工中心、数控车床、车床、洗床、镗床、刨床、钻床等各类机器上进行精加工。组装成品销售。材质有不锈钢、铸钢、铸铁等材料。 理阀体铸件或锻件铸件热处理铸件化学、力学检验铸件进厂检验铸件补焊 阀体车削加工 阀盖车削加工 密封件车削加工 其它铸件车削加工 硬密封 软密封 其它配件原料采购其它配件原料检验其它配件车削加工 阀杆化学、力学、硬度检验阀杆棒料采购 密封件采购 紧固件采购 检验合格成品出厂 阀杆调质处理 密封件检验 紧固件检验 阀杆车削加工钻铣刨插加工 密封形式 去毛刺打磨 清洗吹干防锈入库 密封面精加工 密封面研磨 密封面堆焊 钻铣刨插加工 去毛刺打磨 阀门喷漆包装阀门试压检验阀门组装 密封件入库 紧

木质防火门生产工艺
格式:pdf
大小:18KB
页数:8P
4.5
木质防火门生产工艺 默认分类2010-09-0117:25:54阅读51评论0字号:大中小订阅 木材阻燃处理及木质防火门生产新工艺 1、我国阻燃木质材料及制品生产现状 经过近20年的发展,目前我国共有木质防火门生产企业372家,建筑内装修用阻燃木 材生产企业28家,阻燃胶合板和细木工板生产企业26家,阻燃装饰板生产企业15家,阻 燃刨花板生产企业6家,阻燃纤维板生产企业4家,饰面型防火涂料生产企业111家。 除木质防火门外,阻燃木材及其制品在我国建筑内装修上的应用尚未得到普及,目前绝 大多数建筑内装修工程采用涂刷防火涂料对木材及人造板进行防火保护,与发达国家相比存 在非常大的差距。 主要问题是: ①产品品种、档次不能适应市场的需求。 ②受木材空隙构造的制约,液体很难渗入到绝大部分木材内部,因此绝大部分木材难于进 行阻燃浸渍处理。 ③阻燃浸渍处
木质门生产工艺流程精华文档
木质防火门生产工艺
格式:pdf
大小:22KB
页数:14P
4.8
-------------精选文档----------------- 可编辑 木质防火门生产工艺 木材阻燃处理及木质防火门生产新工艺 1、我国阻燃木质材料及制品生产现状 经过近20年的发展,目前我国共有木质防火门生产企业372家,建筑内装修用阻燃木 材生产企业28家,阻燃胶合板和细木工板生产企业26家,阻燃装饰板生产企业15家,阻 燃刨花板生产企业6家,阻燃纤维板生产企业4家,饰面型防火涂料生产企业111家。 除木质防火门外,阻燃木材及其制品在我国建筑内装修上的应用尚未得到普及,目前绝 大多数建筑内装修工程采用涂刷防火涂料对木材及人造板进行防火保护,与发达国家相比存 在非常大的差距。 主要问题是: ①产品品种、档次不能适应市场的需求。 ②受木材空隙构造的制约,液体很难渗入到绝大部分木材内部,因此绝大部分木材难于进 行阻燃浸渍处理。 ③阻燃
实木复合门生产工艺流程
格式:pdf
大小:12KB
页数:1P
4.6
实木复合门生产工艺流程 开料(含mdf、多层板、杉木指接板)组框合压砂光定尺精修贴皮封边 立轴铣切角定位开五金槽造型线条装订白胚修整、打磨检验送油漆车间 pu底漆干燥打磨底擦色干燥pe底漆干燥打磨喷中度pu底漆 干燥打磨喷面漆干燥检验包装入库。
实木复合门生产工艺流程
格式:pdf
大小:14KB
页数:2P
4.5
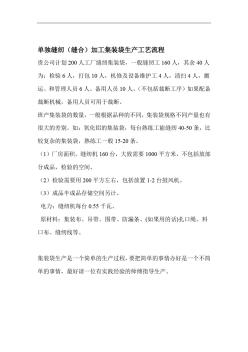
实木复合门生产工艺流程 平板带压线,镶板门: 门扇: 人人数 推台锯 2 开料 人人数 加工中心 2 面板铣型 人人数 气钉枪,锤子 3 订框架 人人数 冷压机 2 合压门扇 人人数 推台锯 1 定尺寸 人人数 砂光机 1 砂光 人人数 涂胶机 1 涂胶 人每台机器各需 封边机真空覆膜机,热压机, 2 贴皮,封 边 人人数 气钉枪,锤子 2 订造型板,压线 人人数 数控机床 1 开锁孔 门芯板: 人人数 加工中心 2 铣型 人人数 涂胶机 1 涂胶 人人数 真空覆膜机,封边机 2 贴皮,封边 平板门: 门扇: 人人数 推台锯 2 开料 人人数 气钉枪,锤子 2 订框架 人人数 冷压机 2 合压门扇 人人数 推台锯 1 定尺寸 人人数 砂光机 1 砂光 人人数 涂胶机 1 涂胶 人每台各需 封边机真空覆膜机,热压机, 2 贴皮,封边 人人数 加工中心 2 门扇铣槽 人人数 数控机床 1
实木门生产工艺流程
格式:pdf
大小:7KB
页数:2P
4.3
实木门生产工艺流程 1、木料干燥 进厂的原料板材(含水率约为60-70%),装入干燥窑进行喷蒸、干燥。板材质地、厚 度不同,季节不同,喷蒸干燥的温度、时间及稳定的时间也不同。一般喷蒸的时间约15min, 加热干燥的时间约25-30d,干燥后的板材含水率约10-14%。喷蒸及加热干燥用蒸汽由项目 新上的4t/h燃煤蒸汽锅炉提供。加热干燥过程中, 根据工艺技术控制要求, 需不定时打开干燥窑排潮窗, 排放 干燥窑内的蒸气。 2、下料:(1)粗裁时,长宽各加大10mm;(需修整) (2)如组合下料,注明木皮材质,标明何种门型组合; 3、组框(1)四角方正,长宽各加大10mm (2)外框宽度规格为800-2000mm,表板为6mm中密度板,中间填充尔兰特中空创花板。 (3)加锁木,也可用锁盒。 (4)组框时如是玻璃门,确定玻璃大小及位置 4、热压工艺标准 (1)每
木质防火门生产工艺 (2)
格式:pdf
大小:18KB
页数:8P
4.5
木质防火门生产工艺 木材阻燃处理及木质防火门生产新工艺 1、我国阻燃木质材料及制品生产现状 经过近20年的发展,目前我国共有木质防火门生产企业372家,建筑内装修用阻燃木 材生产企业28家,阻燃胶合板和细木工板生产企业26家,阻燃装饰板生产企业15家,阻 燃刨花板生产企业6家,阻燃纤维板生产企业4家,饰面型防火涂料生产企业111家。 除木质防火门外,阻燃木材及其制品在我国建筑内装修上的应用尚未得到普及,目前绝 大多数建筑内装修工程采用涂刷防火涂料对木材及人造板进行防火保护,与发达国家相比存 在非常大的差距。 主要问题是: ①产品品种、档次不能适应市场的需求。 ②受木材空隙构造的制约,液体很难渗入到绝大部分木材内部,因此绝大部分木材难于进 行阻燃浸渍处理。 ③阻燃浸渍处理木材需要进行二次干燥,干燥周期为15~45天,生产周期较长。 ④对单板进行阻燃浸渍处理
木质门生产工艺流程最新文档
![[最新]木质防火门生产工艺](https://files.zjtcn.com/group1/M00/2F/E2/CgoBZ2AczOKAS4ArAAAq-IZXMGY115.jpg)
[最新]木质防火门生产工艺
格式:pdf
大小:18KB
页数:8P
4.7
木质防火门生产工艺 木材阻燃处理及木质防火门生产新工艺 1、我国阻燃木质材料及制品生产现状 经过近20年的发展,目前我国共有木质防火门生产企业372家,建筑内装修用阻燃木 材生产企业28家,阻燃胶合板和细木工板生产企业26家,阻燃装饰板生产企业15家,阻 燃刨花板生产企业6家,阻燃纤维板生产企业4家,饰面型防火涂料生产企业111家。 除木质防火门外,阻燃木材及其制品在我国建筑内装修上的应用尚未得到普及,目前绝 大多数建筑内装修工程采用涂刷防火涂料对木材及人造板进行防火保护,与发达国家相比存 在非常大的差距。 主要问题是: ①产品品种、档次不能适应市场的需求。 ②受木材空隙构造的制约,液体很难渗入到绝大部分木材内部,因此绝大部分木材难于进 行阻燃浸渍处理。 ③阻燃浸渍处理木材需要进行二次干燥,干燥周期为15~45天,生产周期较长。 ④对单板进行阻燃浸渍处理
物理法木质活性炭生产工艺流程图
格式:pdf
大小:57KB
页数:2P
4.3
活性炭物理法工艺流程图 (一体炉) 进料/预热6*2个料槽 炭化正常温度1000-1100℃,现800-900℃ 活化正常温度850-1000℃,现850℃左右 冷却 出料 传送进料预热冷却出料 碳化原料筛选细沙石和铁500-600℃1200℃10090℃10070℃600℃ 一段二段三段四段出料口 晾凉打包 一体炉与转炉对比 对比项目产量耗时 一体炉1.5t/天53分钟进料一次 转炉1t/天30分钟进料一次 优点缺点 蒸汽活化 除杂机(脉冲除尘 器) 去除焦质料 雷蒙机磨粉 搅拌机 (使均 匀) 天然原材料 (竹/木) (转炉) 设备庞大,热效率差,耗燃料,成品质量低 连续操作,活化均匀,适合 生产气象活性炭 压碎经传送带传送 原材料湿度大 生产效率高,成本低,稳定 、易控制、产量较大 活化不均匀、炭质量不高、过热

木质门保修规范
格式:pdf
大小:20KB
页数:3P
4.6
木质门保修规范 1范围 本标准规定了按正常维护条件使用的室内木质门的有关术语和定义、基本规定、检验规范及保修要 求。 本标准适用于对正常维护条件使用的室内木质门的检验,亦适用于在保修期内因室内木质门状态改变而引 起的争议和仲裁。 本标准不适用于室外用木质门的保修。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的文件,其随后所有的修改单 (不包括勘误的内容)或修订版均不适用本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用 这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 wb/t1024—2006木质门 3术语和定义 下列术语和定义适用于本标准 3.1 木质门wooddoor 见wb/t1024—2006中3.1。 3.2 保修期warranty 生产方根据有关规定给予使用方的免费维修时限。 3.

木质防火门工艺流程图
格式:pdf
大小:75KB
页数:2P
4.6
万嘉木质防火门工艺流程图 入库 包装 修色 装配 修色 检验 喷漆 检验 喷漆 再补腻子 喷漆 检验 打磨 再补腻子 检验 打磨 刮灰 检验 镂铣锁孔、插销孔 精刨、精修 刮灰 检验 钉夹板 根据客户需 要选定夹板 钉防火板 检验 门框组装 检验 精刨 烘干(含水率≤ 12%) 阻燃处理 钉四周封边条 检验 门扇精切 骨架网格内填充珍珠 岩板及缝隙填充珍珠 岩粉、防火板与骨架、 夹板与防火板压制 钉骨架网格 烘干(含水率≤ 12%) 阻燃处理下料 门框防火板、夹板 打裁口、打榫口 下料 门框方木门扇木骨架下料夹板、防火板下料 工地安装 运输 五金件装配 与调试 检验 检验检验 胶合、压制 喷漆


瓷质釉面砖的生产工艺流程
格式:pdf
大小:9KB
页数:1P
4.7
瓷质釉面砖的生产工艺流程 作为一个关注度较低的行业,建陶行业似乎一直显得非常神秘,尤其是被奉 为商业机密的生产工艺流程,那更是神秘至极。今天,小编分享一些干货:亚细 亚磁砖瓷质釉面砖的生产工艺流程,希望对今后挑选磁砖的你给点儿参考呢! 1、原料配料:全自动投料,误差精准,保证配方稳定。 2、球磨:环保无嘈音地下全封闭式60t×5球磨机,行业率先采用球磨机下 沉6米安装。 3、过筛除铁:全自动除铁过筛,确保坯体无杂质,坯体发色稳定。 4、喷雾造粒:严控粉料的含水率。 5、陈腐储备:陈腐需要24小时以上,目的是为了让粉料的水份更加均匀。 6、压制成型:采用萨克米7200吨的压机,使坯体致密度高,压力稳定、坯 面平整,背纹清晰。 7、砖批干燥烘干:将多余的水分烘干,提高坯体强度。 8、一次淋底釉:采用进口陶丽西釉料,表面釉层相当市场上抛砖两倍的厚 度;表面无波纹。 9、砖坯印花:西班
复合实木门木工生产工艺流程
格式:pdf
大小:12KB
页数:11P
4.7
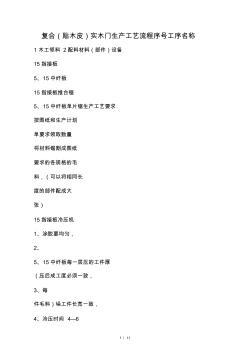
1/11 复合(贴木皮)实木门生产工艺流程序号工序名称 1木工领料2配料材料(部件)设备 15指接板 5、15中纤板 15指接板推台锯 5、15中纤板单片锯生产工艺要求 按图纸和生产计划 单要求领取数量 将材料锯割成图纸 要求的各规格的毛 料,(可以将相同长 度的部件配成大 张) 15指接板冷压机 1、涂胶要均匀, 2、 5、15中纤板每一层压的工件厚 (压后成工度必须一致, 3、每 件毛料)垛工件长宽一致, 4、冷压时间4—6 2/11 小时。 工件毛料推台锯把工件毛料锯割成 图纸要求的各规格 尺寸 门边门档中六轴钻 1、先按图纸尺寸在 立等部件三头钻各工件上画好线, 2、门档中立宽度 100内打2眼, 100-160打3眼, 160以上打4眼。质量标准备注指接板含水率<12% 留足开料的加工余量5-10mm,多个部件组合的大张须加上锯路。 1、每层工件之间必

酒钢生产工艺流程 (2)
格式:pdf
大小:8KB
页数:3P
4.6
判断题: 1.(√)镜铁山矿位于祁连山腹地,甘肃省肃南裕固族自治县祁丰区境内。 2.(√)铁矿石主要由镜铁矿、菱铁矿和褐铁矿组成。 3.(×)酒钢选矿厂采用的焙烧矿磁选属于强磁选。 4.(×)co2是可燃成分且有毒。 5.(×)酒钢烧结厂生产烧结矿用的原料有含铁原料、燃料和膨润土。 6.(√)原料一次筛分采用tlzs型1800×3600自定中心振动筛。 7.(√)酒钢1#高炉有效容积1800m3,2#高炉有效容积450m3. 8.(√)球团是造球机在加水的条件下受到滚动而造成一定尺寸的生球。 9.(√)酒钢中板厂生产的板材尺寸为厚度6-40mm,宽度1500-2700mm,长度2-15m。 10.(×)高炉煤气主要供炼铁厂使用以及民用。 (√)镜铁山的两个矿区采用都地下开采,西沟矿区采用露天开采。 (×)高炉煤气可以通过净化处理后可以作为民用煤气。 (×)桦树沟
灯杆生产工艺流程
格式:pdf
大小:11KB
页数:7P
4.8
投货物工艺、性能、技术、结构和质量水平 的描述灯杆生产工艺流程 一、灯杆材质为上海宝钢ss400钢板。 二、加工工艺 (一)、灯杆生产工艺流程: (1)下料→折弯→(3)焊接→(4)修补打磨→(5)整形→(6) 齐头→(7)装底板→(8)焊底板→(9)开门→(10)焊门条、电 器条、锁座→(11)弯叉→(12)镀锌→(13)喷塑→(14)总检→ (15)发货 (二)、各工序要求: 1、下料剪切 1.1剪切前首先调整好裁条机的斜度与所需纵剪尺寸相符。 1.2定好钢板摆放位置,保证余料的最大尺寸,使余料能利用。 1.3长度尺寸由开平时保证,宽度尺寸要求≤±2mm高杆下料尺寸公 差每节杆大头取正公差:一般:0-2mm。小头取负公差,-2-0mm尺寸 调整好以后,由裁条机,自动切割完成。 1.4设备方面:开料前应检查滚剪设备的运行情况,清除轨道上的 杂物,保持设
木质门生产工艺流程相关
文辑推荐
知识推荐
百科推荐


职位:给排水工程
擅长专业:土建 安装 装饰 市政 园林


