

门头制作工艺介绍 (2)
格式:pdf
大小:28KB
页数:9P
人气 :70
 4.5
4.5
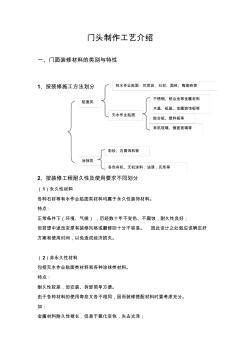
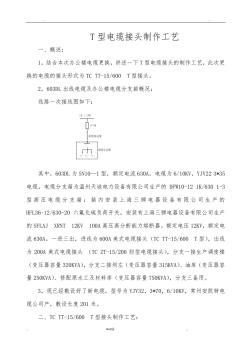
门头制作工艺介绍 0 / 9 门头制作工艺介绍 一、门面装修材料的类别与特性 1、按装修施工方法划分 2、按装修工程耐久性及使用要求不同划分 (1)永久性材料 各种石材等有水作业贴面类材料均属于永久性装饰材料。 特点: 正常条件下(环境、气候) ,历经数十年不变色、不腐蚀,耐久性良好; 但若想中途改变原有装修风格或翻修则十分不容易。 因此设计之处就应该确定好 方案和使用时间,以免造成经济损失。 (2)非永久性材料 包括无水作业贴面类材料和各种涂抹类材料。 特点: 耐久性较差,但安装、拆卸简单方便。 由于各种材料的使用寿命又各不相同,因而装修搭配材料时要考虑充分。 如: 金属材料耐久性梢长,但易于氧化变色,失去光泽; 贴面类 涂抹类 有水作业贴面:花岗岩、石材、面砖、陶瓷砖等 无水作业贴面 不锈钢、铝合金等金属材料 木基、纸基、金属装饰板等 胶合板、塑料板等 有机玻璃、镜面玻璃等 彩砂、石



门头制作工艺介绍
门头制作工艺介绍 一、门面装修材料的类别与特性 1、按装修施工方法划分 2、按装修工程耐久性及使用要求不同划分 (1)永久性材料 各种石材等有水作业贴面类材料均属于永久性装饰材料。 特点: 正常条件下(环境、气候),历经数十年不变色、不腐蚀,耐久性良好; 但若想中途改变原有装修风格或翻修则十分不容易。因此设计之处就应该确定好 方案和使用时间,以免造成经济损失。 (2)非永久性材料 包括无水作业贴面类材料和各种涂抹类材料。 特点: 耐久性较差,但安装、拆卸简单方便。 由于各种材料的使用寿命又各不相同,因而装修搭配材料时要考虑充分。 如: 金属材料耐久性梢长,但易于氧化变色,失去光泽; 贴面类 涂抹类 有水作业贴面:花岗岩、石材、面砖、陶瓷砖等 无水作业贴面 不锈钢、铝合金等金属材料 木基、纸基、金属装饰板等 胶合板、塑料板等 有机玻璃、镜面玻璃等 彩砂、石屑饰料等 各色有机、无机涂料;油
讲述门头设计及门头制作的工艺
水泥制品http://www.***.***/发泡水泥保温板http://www.***.***/ 门头设计http://www.***.***/ 讲述门头设计及门头制作的工艺 讲述门头设计及门头制作的工艺。 一、门面装修材料的类别与特性。按装修工程耐久性及使用要求不同划分。 (1)永久性材料。各种石材等有水作业贴面类材料均属于永久性装饰材料。 特点:正常条件下(环境、气候),历经数十年不变色、不腐蚀,耐久性良好;但 若想中途改变原有装修风格或翻修则十分不容易。因此设计之处就应该确定好方 案和使用时间,以免造成经济损失。 (2)非永久性材料。包括无水作业贴面类材料和各种涂抹类材料。特点:耐 久性较差,但安装、拆卸简单方便。由于各种材料的使用寿命又各不相同,因而 装修搭配材料时要考虑充分。如:金属材料耐久性梢长,但易于氧化变色,失去 光
编辑推荐下载

免漆门的制作工艺介绍
格式:pdf
大小:10KB
页数:1P
4.4
免漆门的制作工艺介绍 (2012-05-2618:20:41) 转载▼ 标签: 娱乐 (2)中等价位复合烤漆门(800-1500元),由实木基材做框架,内部应用实木指接 资料,两面用4mm中密度纤维板粘贴作为平衡层,表面用木纹纸贴面,表面喷漆 工艺(便宜位不烤漆程序)。长处:工艺相对简单、价格适中、光泽度好,实木复 合基材。缺点:纤维板甲醛含量高、喷漆表面不耐磨、不抗冲击,容易脱漆、变 色;纤维板平衡层跟木纹纸贴面不防潮,轻易变形、翘皮。 服务中心帮助|会员区会员介绍会员闭会付款方式城市导航西部江苏 重庆武汉西安郑州佛山贵州哈尔滨沈阳英文站订阅|视频|百科 (1)廉价位烤漆门(800元以下),由实木基材做框架,重庆网站建设,内部空心或 填充边角料、蜂窝纸等,两面用4mm中密度纤维板粘贴作为平衡层,表面
门头制作工艺介绍热门文档
床头柜的制作工艺
格式:pdf
大小:10KB
页数:4P
4.8
项目设计:板式床头柜的工艺结构及制作 家具产品的形态风格是由家具的结构和接合方式所赋予的。结构是指产品或物 体各元素之间的构成方式与接合方式。结构设计主要是确定零件的形状、尺寸、 材料、各板件间的接合方式及加工工艺。科学合理的结构设计,可增强家具产品 强度,降低材料消耗,提高生产效率。因此,家具的结构设计在整个家具设计中 占有相当重要的地位。床头柜是现代板式家具的一个缩影,研究板式床头柜的结 构,对其他板式家具的结构设计有着重要的借鉴意义。 1.床头柜板块单元 床头柜一般构成包括柜体部分和抽屉部分,柜体部分主要包括旁板、面板、 底板、背板、拉条;抽屉部分主要包括屉面板、屉旁板、屉后板、屉底板。 1.1旁板 在现代家具中,旁板是核心部件,床头柜也不例外,因为几乎所有的零部件 都要与旁板发生联系。如面板要连接左右旁板,底板要安装在旁板上,搁板也要 搁在旁

门头制作安装合同(铝板形象墙)
格式:pdf
大小:19KB
页数:6P
4.7
门头制作安装合同 甲方:___________________________________ 乙方:____________________________________ 签订日期:_________年_______月______日 客户(以下简称甲方): 施工单位(以下简称乙方): 甲乙双方为明确各自的权利和义务,经友好协商,根据相关法律、法规之规定,现就 乙方承揽甲方售楼处外立面铝板形象墙的制作及安装事宜达成如下一致协议。 一、工程内容及规格: 售楼处外立面铝板形象墙制作安装,其规格:铝板厚度0.8mm 二、工程造价及支付方式: 1、工程总价:共计人民币,大写元整。 2、支付方式: a、合同签订时甲方预付总金额的%工程款,即:元(大写: 元整)为订金,合同生效。 b、整体安装完毕验收合格后,支付给乙方总价款的9工程款。即:元 (大
木门分类及制作工艺大全
格式:pdf
大小:129KB
页数:4P
4.7
找建材产品上九正建材网 ---------------------- 全国访问量最高的建材导航站!www.***.*** 木门分类及制作工艺大全 1、全实木榫拼门(原木门) 全实木榫拼门是用实木加工制作的装饰门,是以取材自森林的天然原 木作门芯,然后经下料、刨光、开榫、打眼、雕刻、定型等工序科学加 工而制成的。 全实木门所选用的木材多是名贵木材,如樱桃木、胡桃木、柚木等。具 有不变形、耐腐蚀、无裂纹及隔热保温等特点。同时,实木门具有良好 的吸音性,有效的起到了隔声的作用。全实木门的工艺质量要求很高, 其优点是豪华美观、造型厚实。但市场价格偏高,是室内门市场上最高 档的木门产品。 2、实木复合门 实木复合门的门扇边框使用的是杉木或松木,中间填充蜂窝纸、密度 板网格、桥洞力学板、实木等结构,一般高级的实木复合门,其门芯多 为优质白松,表面则为实木单板。由于白松密度小、质量
门窗制作工艺
格式:pdf
大小:20KB
页数:5P
4.7
1 门窗制作工艺 产品制作加工: 制作流程:算料→下料→划线→冲、铣、钻加工→装配→检验合格 →入库出厂 开启扇组装(用角片): 1、按断热窗型材下料细目表备齐扇料(备齐扇料的同进型材表面 是否有划伤):上横扇、下横扇和左右立边扇。(检查其中一支立 边是否符合图纸有执手孔)。 2、按附件细目表备齐附件: 其中包括:角码、角片、型材扇角角片、中性密封胶。 3、备齐组装用工具。(橡胶捶、卷尺、胶枪、清扫铝屑用的毛刷) 4、检查所备扇型材料及连接扇附件,不合格者立即更换。 5、在专用工作台上组装。具体步骤如下: 5.1、先将角片贴型材面处均匀抹密封胶,然后插入对应的接口处。 5.2、扇型材45度角切口处面要均匀抹密封胶,然后把角码及角片 同时分别插入扇立边对应的45度角对接处,4个角组在一起。 5.3、将组在一起的窗扇需要用铆角机挤角时,组件平稳定位在铆 角机上,后端由操作
制作工艺---封头
格式:pdf
大小:31KB
页数:5P
4.5
39 封头制作工艺 q/ljzgg0003/05-2005 1.总则 1.1本工艺适用于碳素钢、低合金钢及不锈钢制椭圆形封头的拉伸成 型,其他形式的封头也可参照执行。 1.2本工艺是与产品工艺文件配合使用的通用规定,若与产品工艺文 件有相抵触或产品工艺文件有特殊要求时,以工艺文件为准。 2.拉伸模与润滑 2.1根据产品名细表中指定的工装号选用胎模。 2.2使用的拉伸模应完好,上模排气孔不得堵死,经验证合格后方可 使用。 2.3上下模及压紧环分别用螺柱和附具固定在冲头和压力机底座上, 调整圆周方向间隙均匀,其差值≤1mm。 2.4每拉伸一个封头前,应检查胎模是否有松动和偏移,以及其他缺 陷,确认完后,方可继续使用。 2.5每个封头拉伸和压制前,必须清除胎模工件面上的氧化皮,熔渣 等杂物,并给拉环均匀的涂刷润滑剂. 冷拉伸封头时,上下模和压边圈工作面,毛坯周边的上下面,涂
门头制作工艺介绍精华文档
LED制作工艺及LED节能灯制作工艺(精)
格式:pdf
大小:61KB
页数:10P
4.6
led制造工艺流程及细节 随着20世纪90年代,人类对氮化物led的发明,led的效率有了非常快的发 展.随着相关技术的发展,不久的未来led会代替现有的照明灯泡.近几年人们制 造led芯片过程中首先在衬底上制作氮化镓(gan基的外延片,外延片所需的材 料源(碳化硅sic和各种高纯的气体如氢气h2或氩气ar等惰性气体作载体之后, 按照工艺的要求就可以逐步把外延片做好.接下来是对led-pn结的两个电极进行 加工,并对led毛片进行减薄,划片.然后对毛片进行测试和分选,就可以得到所 需的led芯片.由于制作led芯片设备的造价都比较昂贵,同时也是生产的一个 投资重点,具体的工艺做法,不作详细的说明.下面简单介
双面铝箔风管制作工艺介绍
格式:pdf
大小:2.6MB
页数:15P
4.4
-1- 复合风管制作安装 制 作 书 -2- 介绍 产品和应用 本书所介绍的安装程序适用于天惠公司的天惠板及附件构成的通风管道系统。 和传统铁皮风管系统相比较,天惠的高性能的夹芯板风管产品被正确利用时,在安装和操作时能带来 很多益处: 制作和安装容易,省工省时 现场修改容易 保温性能好 空气输送安静,无噪音 内层无凝结水,不生锈,空气品质好 外观美观,可明装。 应用中的建议 1具体作业时请遵循标准管道施工原则,而非金属风管的制作程序。 2使用专用的制作工具可获得最好的效果。 3装卸、搬运和储藏风管应谨慎小心,避免损坏。 4在吊装前,只要方便抬升,应尽可能多地把管段组装起来。 5接头如果要在现场修改,可用直角刀沿一个直边进行切割,以获得一个笔直且光滑的切口。 6正确使用和选用密封材料对于安装的持久性至关重要。只能使用符合杰能要求的配件,并按要求进 行操作。 7修补所

超高层钢结构制作工艺介绍
格式:pdf
大小:1.7MB
页数:19P
4.8
1 超高层钢结构制作工艺介绍 (h型柱、十字型钢骨柱、箱形柱、十字柱与箱型柱、钢柱牛腿) 1、h型柱制作工艺 2、十字型钢骨柱制作工艺 3、箱形柱制作工艺 4、十字柱与箱型柱的拼接 5、钢柱牛腿的制作 6、材料质量控制 7、除锈、涂装、编号 8、包装、运输与交接 1、h型柱制作工艺 1)放样:各施工过程如钢板下料切割、h型钢组合、各部件和零件的组装,构件预拼 件组装都需有专业放样工在加工面上和组装大样板上进行精确放样。放样后须经检验员检 验,以确保零件、部件、构件加工的几何尺寸,形位分差、角度、安装接触面等的准确无误。 2 2)划线和号料:对尺寸较小的板、杆材在不必要数控切割的情况下,采用人工划线、 号料。划线、号料人员应做到熟练制作样板、样杆,熟悉样板、样杆上标注的符号和文字含 意,搞清号料数量。 3)下料切割(含坡口):包括气割、剪切和坡口。本公司下料切割的主要设
服装生产制作工艺流程介绍
格式:pdf
大小:162KB
页数:14P
4.3
· · 服装生产制作工艺流程介绍 (一)生产准备 面辅料进厂检验→技术准备→打版→试板样→封样→制定做工 艺文件→裁剪→缝制→确认首件(水洗首缸)→锁眼钉扣→整烫→成 衣检验→包装→入库出运。 (二)面料、辅料检验的目的和要求 根据发货单详细出现短码/少现象要亲自参与清点并确认大货跟 单负责大货的交货日期确定及面料进厂后要进行数量清点以及外观 和内在质量的检验,及确认符合生产要求的才能投产使用。在批量生 产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣 经客户确认后方能进入下一道生产流程。面料经过裁剪、缝制制成半 成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加 工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣 辅助工序以及整烫工序,再经检验合格后包装入库。 根据客户确认后的单耗对面/辅料的进行核对,并将具体数据以 书面形式报
门头制作工艺介绍最新文档
钢构制作工艺.
格式:pdf
大小:74KB
页数:20P
4.7
9钢结构制造工艺 提要:本章介绍钢结构制造的各个工艺流程,其中包括详图绘制、备料、加工准备及放样、矫正、切割、制孔、弯形、端部及剖,加工、装配、 焊接等各道加工工序,和涂装、运输等环节。最后简要介绍钢结构安装和设计中应注意的一些问题。 9.1概述 钢结构是由多种规格尺寸的钢板、型钢等钢材,按设计要求裁剪加工成众多的零件,经过组装、连接、校正、涂漆等工序后制成成品,然后再 运到现场安装建成的。 随着科技进步和工业发展,制造工艺和加工设备也不断改进、更新。以钢结构的连结方法为例,它经历了销接、栓接、铆接、焊接、栓接与焊 接联合使用等几个历程。目前,国内外绝大多数连接方法采用焊接和栓接与焊接联合使用两种。后者是在工厂制造的结构杆件或单元采用焊接,而在 工地进行整体拼装的节点连接采用高强度螺栓。加工工艺及质量保证中采用了高新技术,在各工序中采用了程控自动机具,大大加速了制造过程,保 证了产品
双面铝箔风管制作工艺介绍
格式:pdf
大小:2.6MB
页数:19P
4.3
复合风管制作安装 制 作 书 介绍 产品和应用 本书所介绍的安装程序适用于天惠公司的天惠板及附件构成的通风管道系统。 和传统铁皮风管系统相比较,天惠的高性能的夹芯板风管产品被正确利用时,在安装和操作时能带来 很多益处: 制作和安装容易,省工省时 现场修改容易 保温性能好 空气输送安静,无噪音 内层无凝结水,不生锈,空气品质好 外观美观,可明装。 应用中的建议 1具体作业时请遵循标准管道施工原则,而非金属风管的制作程序。 2使用专用的制作工具可获得最好的效果。 3装卸、搬运和储藏风管应谨慎小心,避免损坏。 4在吊装前,只要方便抬升,应尽可能多地把管段组装起来。 5接头如果要在现场修改,可用直角刀沿一个直边进行切割,以获得一个笔直且光滑的切口。 6正确使用和选用密封材料对于安装的持久性至关重要。只能使用符合杰能要求的配件,并按要求进 行操作。 7修补所有撕裂和穿孔的地方。 8为
PPH管道标准特点及制作工艺介绍
格式:pdf
大小:9KB
页数:1P
4.6
pph管道(均聚聚丙烯管),是对普通pp料进行β改性,使其具有均匀细腻的beta晶型结构,具有极 好的耐化学腐蚀性,耐磨损,绝缘性好,耐高温,工作温度可达到100℃,无毒性,质量轻,便于运输与 安装,这是一种比pp管耐高温、抗腐蚀、抗老化的优质量产品。 pph是一种高分子量,低熔流率的均聚聚丙烯,gf管道经过β改性具有细腻的结晶结构,使它即使在 低温下也有优异的抗冲击强度,增加了静液压强度,增进了耐化学品性能。根据pph材料的特性,将pph 管道和板材制作为耐蚀设备广泛应用于化工、冶金和电子等领域。既经济耐用,减少了设备维护,又延长 了使用寿命,具有优越的性能。 一、pph管材标准 1、选用经偶联剂处理的玻璃纤维改性聚丙烯材料生产,一般用途的水、腐蚀性液体的输送。 2、pph管产品主要适用于钢厂的薄板酸洗及废酸回收再生系统,pph管也可用于化工,环保,电厂,
冷缩电缆头制作工艺
格式:pdf
大小:16KB
页数:3P
4.8
。 精选资料,欢迎下载 冷缩电缆头制作工艺 1前言 在现代变、配电工程中,电缆以其施工维护方便、供电可靠性高等特点得以广泛使 用,冷缩电缆头也以其独有的优点得到广泛使用。 2特点 冷缩电缆头,现场施工简单方便,其冷缩管具有弹性,只要抽出内芯尼龙支撑条, 可紧紧贴服在电缆上,不需要使用加热工具,克服了热缩材料在电缆运行时,因热胀冷 缩而产生的热缩材料与电缆本体之间的间隙。 3适用范围 本工法适用于10~35kv三芯电缆终端头的制作。 4工艺原理 利用冷缩管的收缩性,使冷缩管与电缆完全紧贴,同时用半导体自粘带密封端口, 使其具有良好的绝缘和防水防潮效果。 5制作步骤 剥外护套、钢铠和内衬层→固定钢铠地线→缠填充胶→固定铜屏蔽地线→固定冷缩 指套、冷缩管→端子压接→固定冷缩终端→密封端口→测试。 5.1剥外护套、钢铠和内衬层将电缆校直、擦净、剥去从安装位置到接线端子的外 护套、留

电缆头制作工艺
格式:pdf
大小:9KB
页数:3P
4.4
电缆头制作工艺 电缆头安装的基本操作工艺 (1)基本要求电缆头是电缆线路中最薄弱的部分,其安装质量的好坏是电缆线路 难否安全运行的关键,应给予足够的重视。 1)电缆头在安装时要防潮,不应在雨天、雾天、大风天做电缆头,平均气温低于0℃ 时,电缆应预先加热。 2)施工中要保证手和工具、材料的清洁。操作时不应做其他无关的事(特别不能抽 烟!)。 3)所用电缆附件应预先试装,检查规格是否同电缆一致,各部件是否齐全,检查出 厂日期,检查包装(密封性),防止剥切尺寸发生错误。 电缆头安装的前期工作 1.电缆敷设前要检查电缆本体的绝缘,在电缆头上找出色相排列情况,避免三芯电 缆中间头上(为对齐相序)芯线交叉。 2.电缆敷设后要做电缆的直流耐压试验,试验后对电缆头做好密封,防止受潮。 3.中间头电缆要留余量及放电缆的位置。 基本操作工艺 1)剥外护套为防止钢甲松散,应先在钢甲切断处内侧把外护
冷缩电缆头制作工艺 (3)
格式:pdf
大小:13KB
页数:2P
4.3
冷缩电缆头制作工艺 1?前言?? 在现代变、配电工程中,电缆以其施工维护方便、供电可靠性高等特点得以广泛使用, 冷缩电缆头也以其独有的优点得到广泛使用。?? 2?特点? 冷缩电缆头,现场施工简单方便,其冷缩管具有弹性,只要抽出内芯尼龙支撑条,可紧 紧贴服在电缆上,不需要使用加热工具,克服了热缩材料在电缆运行时,因热胀冷缩而产生 的热缩材料与电缆本体之间的间隙。? 3?适用范围? 本工法适用于10~35kv三芯电缆终端头的制作。 4?工艺原理??? 利用冷缩管的收缩性,使冷缩管与电缆完全紧贴,同时用半导体自粘带密封端口,使其 具有良好的绝缘和防水防潮效果。? 5?制作步骤? 剥外护套、钢铠和内衬层→固定钢铠地线→缠填充胶→固定铜屏蔽地线→固定冷缩指 套、冷缩管→端子压接→固定冷缩终端→密封端口→测试。? ?剥外护套、钢铠和内衬层将电缆
门头制作工艺介绍相关
文辑推荐
知识推荐
百科推荐


职位:工程项目主管
擅长专业:土建 安装 装饰 市政 园林


