

基于模特法的机械加工工序辅助时间计算方法
格式:pdf
大小:237KB
页数:3P
人气 :77
 4.5
4.5
为准确计算机械加工工序的辅助时间,提出了一种基于模特法的工时计算方法.通过对作业人员的操作动作进行分析、优化、组合,将动作划分为动作要素,确定每一动作要素的时间,从而准确、快速地估计机械加工工序的辅助时间.最后给出实例验证了此方法的准确性.



机械加工计算方法
实用文档 机械加工计算方法 今天我们来讨论下有关机加工报价的大概计算方法,材料成本是 一定的主要区别就在每家公司不同的人工成本、运输成本、消耗成本 以及税收这部分,那么这些部分机加工工厂大都通过什么样的方式计 算的呢,以下小编整理了部分资料供参考,(计算方法因各地物价有 出入) 详细计算方法: 1)首先你可以对关键或复杂零件要求对方提供初步的工艺安排, 详细到每个工序,每个工序的耗时 2)根据每个工序需要的设备每小时费用可以算出加工成本。具 体设备成本你也可以问供应商要,比如说, 普通立加每小时在¥60~80之间(含税)铣床、普车等普通设 备一般为¥30 3)在按照比例加上包装运输、管理费用、工装刀具、利润就是 价格了;当然,价格一定程度上会和该零件的年采购量和难易程度有 很大关系。单件和批量会差很多价格,这也是很容易理的。 粗略估算法: 1)对于大件,体积较大,重量较重
 缩短机械加工中零件等待时间的方法讨论
缩短机械加工中零件等待时间的方法讨论 缩短机械加工中零件等待时间的方法讨论
在机械制造系统中,零件在各工序间加工及流转,一般情况下许多工序难免存在零件等待加工的现象。为了提高系统的加工性能,本文利用现代仿真技术及排队论,通过优化工件在各相关工序的加工时间,从而消除工序中存在的工件等待加工现象。文章提出的方法还可用来预测机械制造系统的运行性能、比较各种可供选择的方案以及实现制造系统决策的优化。
编辑推荐下载
机械加工方法
格式:pdf
大小:1.2MB
页数:19P
4.4
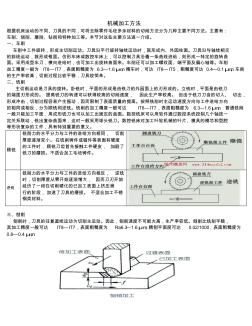
机械加工方法 根据机床运动的不同、刀具的不同,可将去除零件毛坯多余材料的切削方法分为几种主要不同方法。主要有: 车削、刨削、磨削、钻削和特种加工等。本节对这些主要方法逐一介绍。 一、车削 车削中工件旋转,形成主切削运动。刀具沿平行旋转轴线运动时,就形成内、外园柱面。刀具沿与轴线相交 的斜线运动,就形成锥面。仿形车床或数控车床上,可以控制刀具沿着一条曲线进给,则形成一特定的旋转曲 面。采用成型车刀,横向进给时,也可加工出旋转曲面来。车削还可以加工螺纹面、端平面及偏心轴等。车削 加工精度一般为it8—it7,表面粗糙度为6.3—1.6μm。精车时,可达it6—it5,粗糙度可达0.4—0.1μm。车削 的生产率较高,切削过程比较平稳,刀具较简单。 二、铣削 主切削运动是刀具的旋转。卧铣时,平面的形成是由铣刀的外园面上的刃形成的。立铣时,平面是由铣刀 的端面刃形成的。提高铣刀的转速

储粮机械通风降温时间的计算方法分析及改进
格式:pdf
大小:160KB
页数:2P
3
储粮机械通风降温时间的计算方法分析及改进——通过对原有的机械通风降温时间的计算式进行分析,得出原有计算通风降温时间的方法未考虑到通风降温的两种情况:粮堆平均温度达终点温度时粮面温度未下降和通风过程中粮面温度已下降。对机械通风降温的这两种情况分...
模特法机械加工工序辅助时间计算方法热门文档


 (超)高层建筑安全疏散时间计算方法的探讨
(超)高层建筑安全疏散时间计算方法的探讨 (超)高层建筑安全疏散时间计算方法的探讨
格式:docx
大小:141KB
页数:未知
3
(超)高层建筑安全疏散时间计算方法的探讨——本文分析了影响安全疏散时间的诸多因素;介绍了国内外安全疏散时间的计算方法;最后从“性能化”设计的角度出发,对安全疏散问题进行了探讨;并通过对烟气充满时间和允许疏散时间的对比,提出了确保人员安全疏散的...
UPS蓄电池后备时间计算方法
格式:pdf
大小:8KB
页数:4P
4.8
关于ups(不间断电源)的后备时间以及所需蓄电池容量的计算 有很多种方法,这里介绍两种最常用的恒功率法、最大放电电流法。 一、恒功率法: 现在以美国gnb蓄电池和胜为电气(sinway)omega系列容量 80kva的ups为例,计算步骤(按100%线性满载核算) 1.确定ups的负载功率。 给定的后备时间和相应的负载功率(kw)决定了电池的容量。 p=s×pf 其中:p:有功功率; s:视在功率; pf:负载功率因素 根据要求按ups满载计算,功率因素计算。 s=80kva,pf=,因此p=80×=64kw 2.根据给出的负载功率计算出电池功率 pbatt=pout/η 其中:battp:电池负载功率; outp:负载功率; η:逆变器的效率 这里的outp就是第一步计算出的p(负载功率),逆变器的效率 取95
模特法机械加工工序辅助时间计算方法精华文档

电容充放电时间的计算方法
格式:pdf
大小:18KB
页数:1P
4.6
电容充放电时间的计算方法 1l、c元件称为“惯性元件”,即电感中的电流、电容器两端的电压,都有一 定的“电惯性”,不能突然变化。充放电时间,不光与l、c的容量有关,还与充/放电电 路中的电阻r有关。“1uf电容它的充放电时间是多长?”,不讲电阻,就不能回答。 rc电路的时间常数:τ=rc 充电时,uc=u×[1-e(-t/τ)]u是电源电压 放电时,uc=uo×e(-t/τ)uo是放电前电容上电压 rl电路的时间常数:τ=l/r lc电路接直流,i=io[1-e(-t/τ)]io是最终稳定电流 lc电路的短路,i=io×e(-t/τ)]io是短路前l中电流 2设v0为电容上的初始电压值; v1为电容最终可充到或放到的电压值; vt为t时刻电容上的电压值。则: vt=v0+(v1-v0)×[1-e(-t/r
电容充放电时间的计算方法 (2)
格式:pdf
大小:18KB
页数:1P
4.3
电容充放电时间的计算方法 1l、c元件称为“惯性元件”,即电感中的电流、电容器两端的电压,都有一 定的“电惯性”,不能突然变化。充放电时间,不光与l、c的容量有关,还与充/放电电 路中的电阻r有关。“1uf电容它的充放电时间是多长?”,不讲电阻,就不能回答。 rc电路的时间常数:τ=rc 充电时,uc=u×[1-e(-t/τ)]u是电源电压 放电时,uc=uo×e(-t/τ)uo是放电前电容上电压 rl电路的时间常数:τ=l/r lc电路接直流,i=io[1-e(-t/τ)]io是最终稳定电流 lc电路的短路,i=io×e(-t/τ)]io是短路前l中电流 2设v0为电容上的初始电压值; v1为电容最终可充到或放到的电压值; vt为t时刻电容上的电压值。则: vt=v0+(v1-v0)×[1-e(-t/r
机械加工工序外协过程质量控制方法 机械加工工序外协过程质量控制方法
格式:pdf
大小:1.7MB
页数:1P
4.6
本文分析了目前工厂机械加工工序外协工作的质量现状及存在的问题,论述了机加工外协产品质量管理的若干实践,提出了提高机加工外协产品质量水平的对策和建议。
CNC机械加工中铝合金的加工方法
格式:pdf
大小:7KB
页数:1P
4.6
精密零件加工的工艺过程是怎样的 精密零件加工的数控加工在顺序编制中,编程人员必须充沛掌握构成零件轮廓的几何要素参 数及各几何要素间的关系。因为在自动编程时要对零件轮廓的所有几何元素进行定义,手工 编程时要计算出每个节点的坐标,无论哪一点不明确或不确定,编程都无法进行。 但由于零件设计人员在设计过程中考虑不周或被忽略,经常呈现参数不全或不清楚,如圆弧 与直线、圆弧与圆弧是相切还是相交或相离。所以在审查与分析图纸时,一定要仔细,发现 问题及时与设计人员联系。 要注意在工艺过程中,精密零件加工若用机械加工的方法直接改变生产对象的形状、尺寸和 表面质且,使之成为合格零件的工艺过程,称为手镯机械加工工艺过程。生产过程是指把原 材料变为废品的全过程。机械产品的生产过程一般包括:生产与技术的准备,毛坯的制造, 零件的加工,产品的装配和生产的服务。 精密零件加工对于精密机床、
简析机械加工中深孔加工的方法 简析机械加工中深孔加工的方法
格式:pdf
大小:123KB
页数:1P
4.6
机械加工过程中,采用传统的深孔加工方式会受到很多因素的限制,导致加工精度低,质量差,效果不好。为了更好的提高机械加工中深孔加工的高效性,需要对当前的深孔加工操作难度、排屑难度等特点进行分析与研究,提出不同直径的深孔加工方法要具有针对性,对刀具的选择、工艺路线设计与选择、切屑的处理等方面也给出相对应的建议。
模特法机械加工工序辅助时间计算方法最新文档
机械加工中深孔加工的方法探讨 机械加工中深孔加工的方法探讨
格式:pdf
大小:2.0MB
页数:1P
4.4
在机械加工过程中,深孔加工工艺比较复杂,而且加工的难度也比较大.在这样的背景下,我们须要思考如何进一步提高深孔加工的质量和技术水平,这需要我们对深孔加工的各工项工艺进行研究.本文通过分析深孔的加工难点,初步总结了机械加工过程中深孔加工一些关键点,以供参考.
机械加工中深孔加工的方法探讨 机械加工中深孔加工的方法探讨
格式:pdf
大小:985KB
页数:1P
4.5
孔加工在金属切削加工中占有重要地位,而深孔加工更是机械加工中难度大、技术含量高、专业性强、加工成本高的一种加工技术.本文对深孔加工的方法和特点做了简单的阐释.
机械加工中深孔加工的方法探讨 机械加工中深孔加工的方法探讨
格式:pdf
大小:104KB
页数:2P
4.7
深孔加工属于孔加工工艺中较为复杂的工艺,是半封闭式切削加工。加工条件比较恶劣,排屑、冷却、散热等是加工中尖锐的突出问题。
 弹簧式阻爆阀阻断时间计算方法
弹簧式阻爆阀阻断时间计算方法 弹簧式阻爆阀阻断时间计算方法
格式:pdf
大小:129KB
页数:未知
4.4
根据弹簧式阻爆阀的结构形式、技术要求与工作环境,采用质量—弹簧阻尼振动模型进行动力学特性分析,详细探讨了阀门阻断时间的计算方法。基于气体分子碰撞理论建立气体阻尼力与阀板下落速度的关系计算模型,给出阀板下落过程中气体阻尼系数的计算方法,并着重分析了气体阻尼系数对阻断时间的影响。实例计算结果表明:阻断时间随气体阻尼系数大致呈抛物线变化关系,当气体阻尼系数逐渐增大时,气体阻尼系数对阻断时间的影响也会急剧加大。
调相压水罐补气时间的计算方法 调相压水罐补气时间的计算方法
格式:pdf
大小:225KB
页数:未知
4.4
本文介绍了一个机电安装施工中遇到的实际问题。根据力学基本方程数学分析推出相压水罐压力递减速度与体积增大速度的关系式并以某电站机电安装的实际数据为依据进行计算介绍调相压水罐补气时间的计算方法。

法兰盘机械加工工序过程卡
格式:pdf
大小:60KB
页数:3P
4.4
机械加工工艺过程卡片 产品型号零件图号 产品名称零件名称法兰盘共1页第1页 材料牌号ht200毛坯种类铸件毛坯外形尺寸 φ110× 100 每毛坯件数1每台件数1备注 工 序 号 工序名称工序内容 车 间 工 段 设备工艺装备 工时 准终单件 05车 以φ45 0 -0.017外圆为粗基准半精车车φ100 -0.12 -0.34 外圆至φ100.8 +0.15 -0.15,半精车大端面至零件长 度93.4 +0.3 -0.3,半精车φ45 0 -0.6外圆至φ45.8 0 -0。 6,半精车b面至尺寸42.6 +0.15 -0.15和10.4 +0.15 -0.15。 车床 车刀,自定心卡盘,游标卡尺 10钻 以φ45 0 -0。6外圆及φ100 -0.12 -0.34端面为基准,钻 φ20 +0.045
机械加工车间布局方法研究及案例分析 机械加工车间布局方法研究及案例分析
格式:pdf
大小:1.2MB
页数:2P
4.3
基于加工单元模式的机械加工车间布局问题,主要包括加工单元的划分和加工单元的布局两方面问题.对于加工单元的划分,本文应用顺序分枝法(sbm)获得加工单元类别.接着,结合机加工时计算和工厂总体规划原则,对加工单元进行了合理布局,最终得到机械加工车间布局图.
机械加工的方法有哪些?机械加工技术要求是什么?
格式:pdf
大小:13KB
页数:5P
4.7
机械加工的方法有哪些?机械加工技术要求是什么? 机械加工是指通过一种机械设备对工件的外形尺寸或性能进行改变的过程。按加工方式上的 差别可分为切削加工和压力加工。常见的机械加工方法有哪些:车削、铣削、磨削、镗、钻、 线切割、电火花等。 机械加工方法:车削 车削中工件旋转,形成主切削运动。刀具沿平行旋转轴线运动时,就形成内、外园柱面。刀 具沿与轴线相交的斜线运动,就形成锥面。仿形车床或数控车床上,可以控制刀具沿着一条 曲线进给,则形成一特定的旋转曲面。采用成型车刀,横向进给时,也可加工出旋转曲面来。 车削还可以加工螺纹面、端平面及偏心轴等。车削加工精度一般为it8—it7,表面粗糙度为 6.3—1.6μm。精车时,可达it6—it5,粗糙度可达0.4—0.1μm。车削的生产率较高,切削 过程比较平稳,刀具较简单。 机械加工方法:铣削 主切削运动是刀具的旋转。卧铣时
模特法机械加工工序辅助时间计算方法相关
文辑推荐
知识推荐
百科推荐


职位:高级室内设计师
擅长专业:土建 安装 装饰 市政 园林


